S. J. QIN ET AL.
Copyright © 2011 SciRes. ICA
454
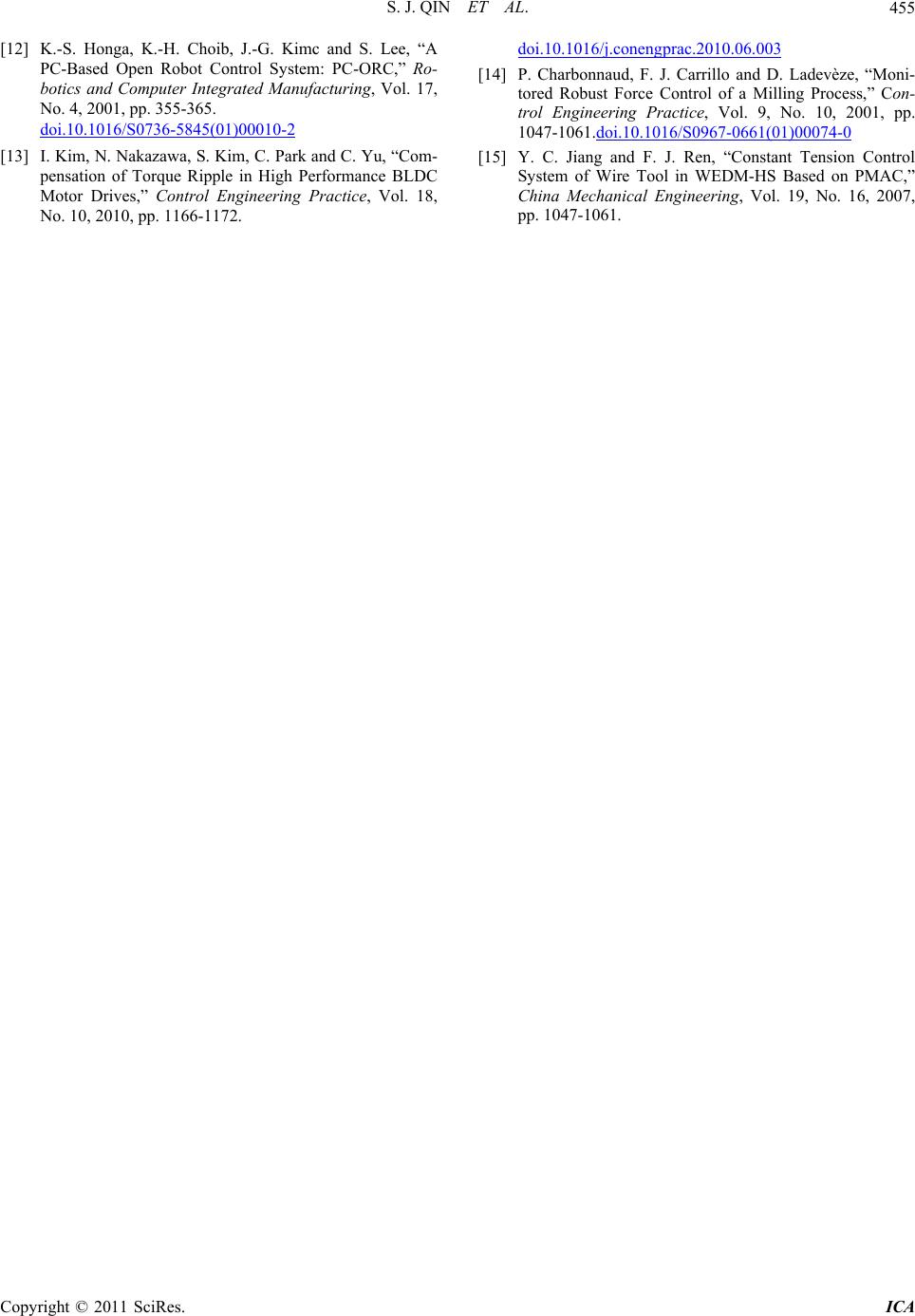
R eal-time co ntrol s ystem m odule
Interpola tion
m odule
Servo motor
drive
BHF
m odule
BHF
acquisition
Position
m odu le
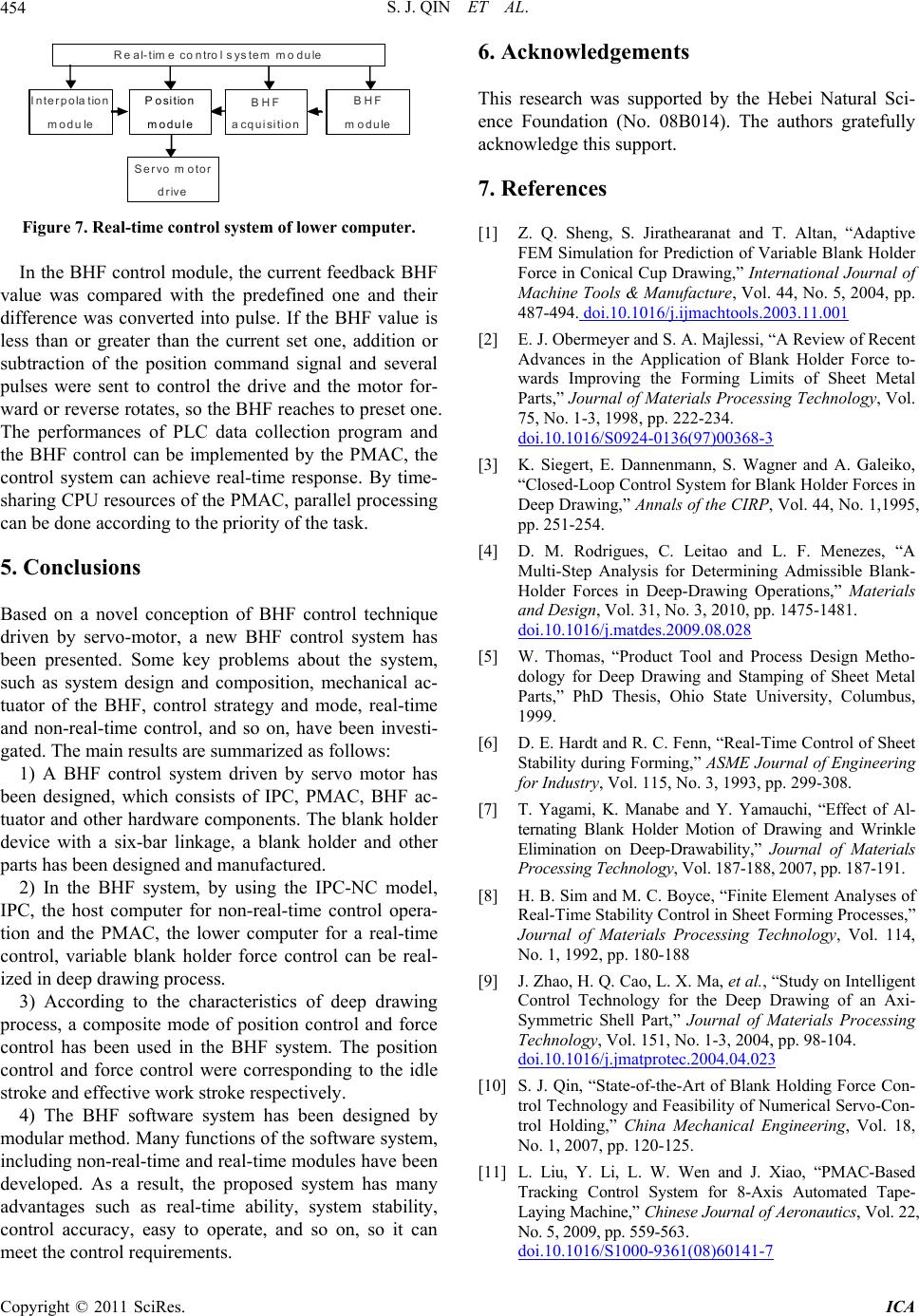
Figure 7. Real-time control system of lower computer.
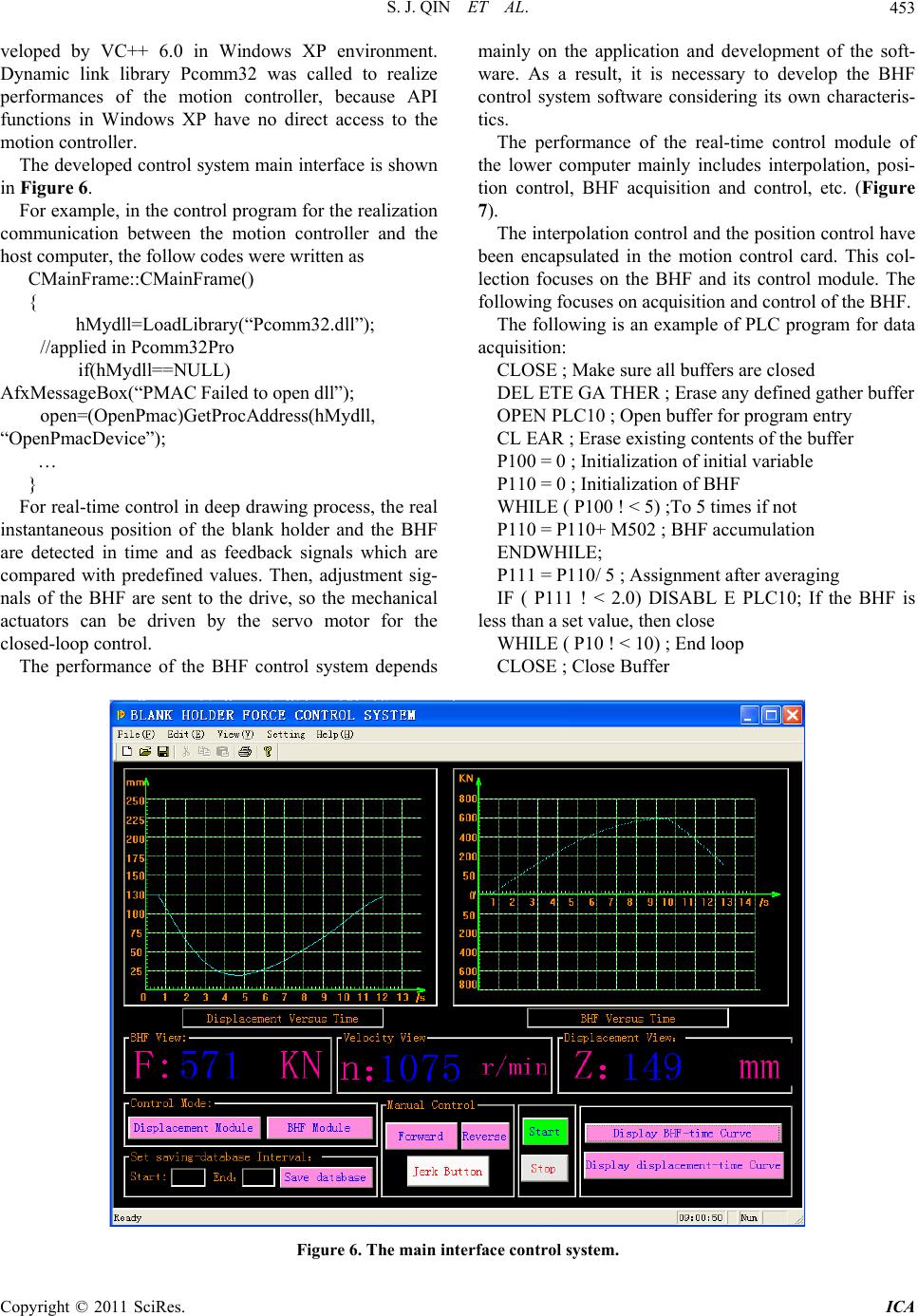
In the BHF control module, the current feedback BHF
value was compared with the predefined one and their
difference was converted into pulse. If the BHF value is
less than or greater than the current set one, addition or
subtraction of the position command signal and several
pulses were sent to control the drive and the motor for-
ward or reverse ro tates, so the BHF reaches to preset one.
The performances of PLC data collection program and
the BHF control can be implemented by the PMAC, the
control system can achieve real-time response. By time-
sharing CPU resources of the PMAC, parallel processing
can be done according to the priority of the task.
5. Conclusions
Based on a novel conception of BHF control technique
driven by servo-motor, a new BHF control system has
been presented. Some key problems about the system,
such as system design and composition, mechanical ac-
tuator of the BHF, control strategy and mode, real-time
and non-real-time control, and so on, have been investi-
gated. The main results are summarized as follows:
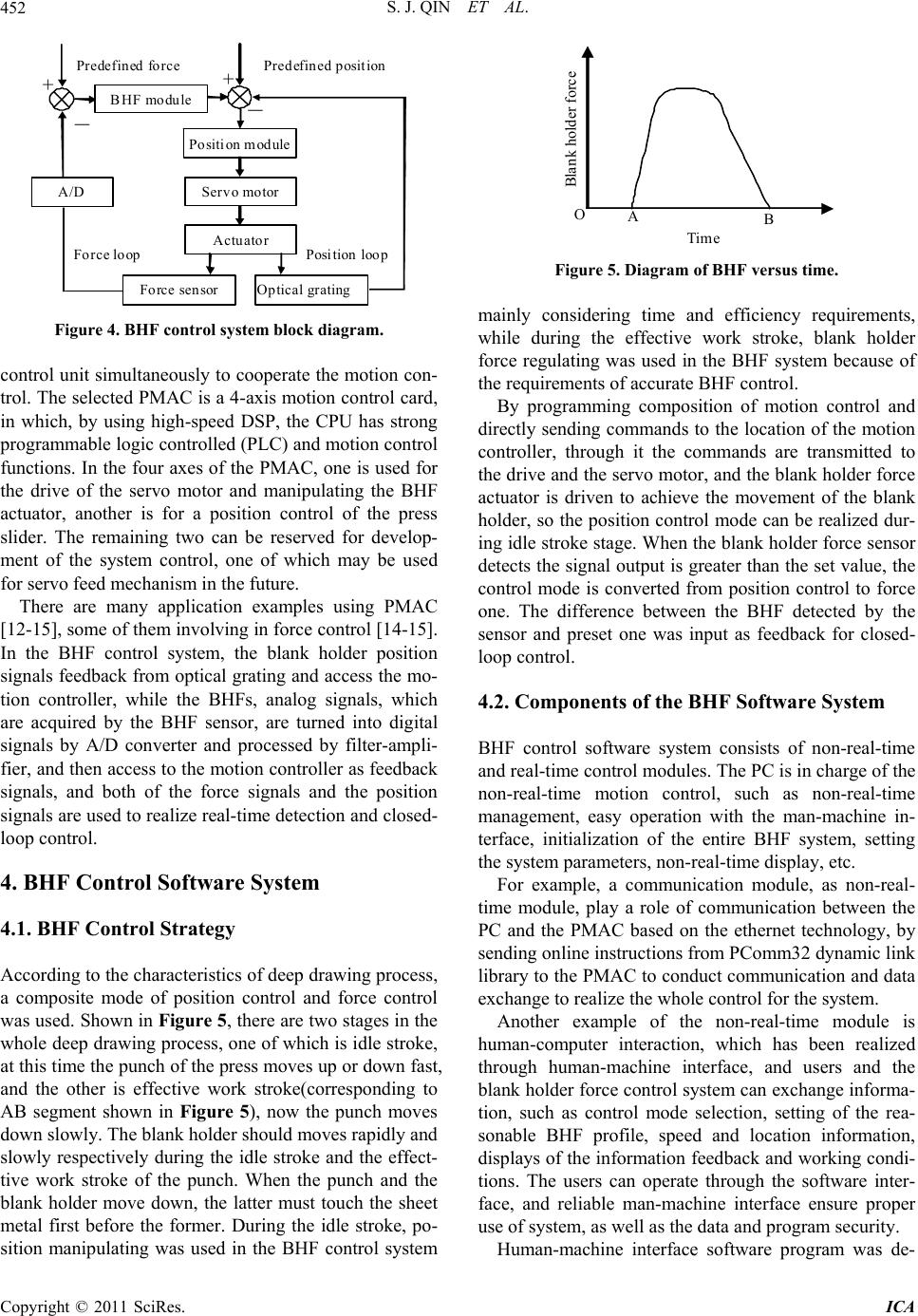
1) A BHF control system driven by servo motor has
been designed, which consists of IPC, PMAC, BHF ac-
tuator and other hardware components. The blank holder
device with a six-bar linkage, a blank holder and other
parts has been des i g ned and manuf actured.
2) In the BHF system, by using the IPC-NC model,
IPC, the host computer for non-real-time control opera-
tion and the PMAC, the lower computer for a real-time
control, variable blank holder force control can be real-
ized in deep drawi n g p r ocess.
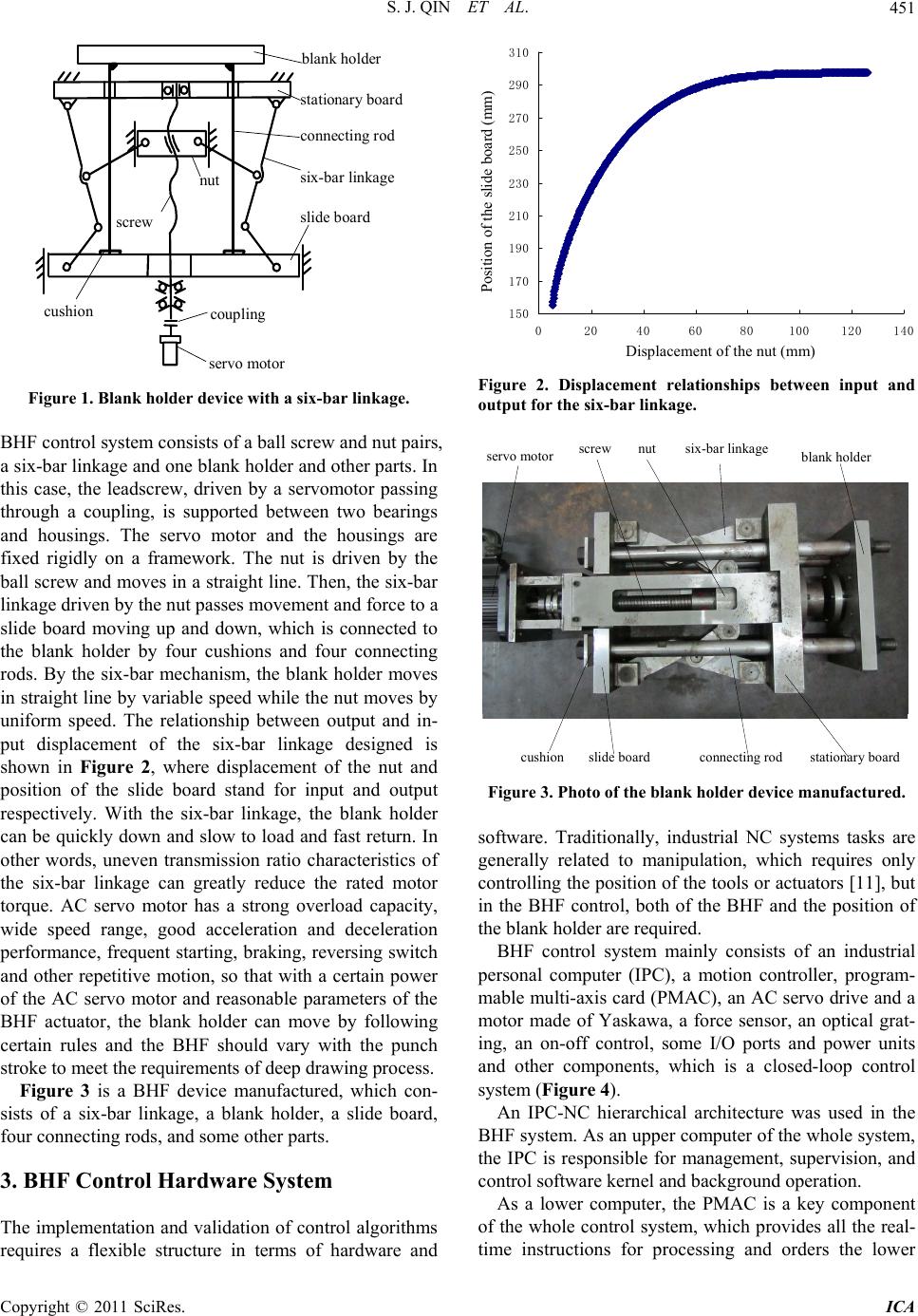
3) According to the characteristics of deep drawing
process, a composite mode of position control and force
control has been used in the BHF system. The position
control and force control were corresponding to the idle
stroke and effective work stroke respectively.
4) The BHF software system has been designed by
modular method. Many functions of the software system,
including non-real-time and real-time modules have been
developed. As a result, the proposed system has many
advantages such as real-time ability, system stability,
control accuracy, easy to operate, and so on, so it can
meet the control requirements.
6. Acknowledgements
This research was supported by the Hebei Natural Sci-
ence Foundation (No. 08B014). The authors gratefully
acknowledge this suppor t.
7. References
[1] Z. Q. Sheng, S. Jirathearanat and T. Altan, “Adaptive
FEM Simulation for Prediction of Variable Blank Holder
Force in Conical Cup Drawing,” International Journal of
Machine Tools & Manufacture, Vol. 44, No. 5, 2004, pp.
487-494. doi.10.1016/j.ijmachtools.2003.11.001
[2] E. J. Obermeyer and S. A. Majlessi, “A Review of Recent
Advances in the Application of Blank Holder Force to-
wards Improving the Forming Limits of Sheet Metal
Parts,” Journal of Materials Processing Technology, Vol.
75, No. 1-3, 1998, pp. 222-234.
doi.10.1016/S0924-0136(97)00368-3
[3] K. Siegert, E. Dannenmann, S. Wagner and A. Galeiko,
“Closed-Loop Control System for Blank Holder Forces in
Deep Drawing,” Annals of the CIRP, Vol. 44, No. 1,1995,
pp. 251-254.
[4] D. M. Rodrigues, C. Leitao and L. F. Menezes, “A
Multi-Step Analysis for Determining Admissible Blank-
Holder Forces in Deep-Drawing Operations,” Materials
and Design, Vol. 31, No. 3, 2010, pp. 1475-1481.
doi.10.1016/j.matdes.2009.08.028
[5] W. Thomas, “Product Tool and Process Design Metho-
dology for Deep Drawing and Stamping of Sheet Metal
Parts,” PhD Thesis, Ohio State University, Columbus,
1999.
[6] D. E. Hardt and R. C. Fenn, “Real-Time Control of Sheet
Stability during Forming,” ASME Journal of Engineering
for Industry, Vol. 115, No. 3, 1993, pp. 299-308.
[7] T. Yagami, K. Manabe and Y. Yamauchi, “Effect of Al-
ternating Blank Holder Motion of Drawing and Wrinkle
Elimination on Deep-Drawability,” Journal of Materials
Processing Technology, Vol. 187-188, 2007, pp. 187-191.
[8] H. B. Sim and M. C. Boyce, “Finite Element Analyses of
Real-Time Stability Control in Sheet Forming Processes,”
Journal of Materials Processing Technology, Vol. 114,
No. 1, 1992, pp. 180-188
[9] J. Zhao, H. Q. Cao, L. X. Ma, et al., “Study on Intelligent
Control Technology for the Deep Drawing of an Axi-
Symmetric Shell Part,” Journal of Materials Processing
Technology, Vol. 151, No. 1-3, 2004, pp. 98-104.
doi.10.1016/j.jmatprotec.2004.04.023
[10] S. J. Qin, “State-of-the-Art of Blank Holding Force Con-
trol Technology and Feasibility of Numerical Servo-Con-
trol Holding,” China Mechanical Engineering, Vol. 18,
No. 1, 2007, pp. 120-125.
[11] L. Liu, Y. Li, L. W. Wen and J. Xiao, “PMAC-Based
Tracking Control System for 8-Axis Automated Tape-
Laying Machine,” Chinese Journal of Aeronautics, Vol. 22,
No. 5, 2009, pp. 559-563.
doi.10.1016/S1000-9361(08)60141-7