Intelligent Control and Automation, 2011, 2, 330-339
doi:10.4236/ica.2011.24038 Published Online November 2011 (http://www.SciRP.org/journal/ica)
Copyright © 2011 SciRes. ICA
Ethernet Control AC Motor via PLC Using
LabVIEW
Nader N. Barsoum, Pin Rui Chin
Department of El ectri cal and C om puter Engineering, Curtin University Sarawak Campus,
Miri, Malaysia
E-mail: nader.b@curtin.edu.my, chinpinrui@yahoo.com
Received July 5, 2011; revised July 26, 2011; accepted Sept em be r 3, 2011
Abstract
Remotely control applications over a wide area had been commonly used in the industries today. One of the
common applications requires remote control and monitoring is inverter fed induction drive system. Drive
system has various types of controller, in order to perform some actions such as control the speed, forward
and reverse turning direction of the motor. This approach can be done by Programmable Logic Controller
(PLC), and with the rise of the technology, Ethernet module will be used in order to achieve the remote con-
trol system. Plus the PLC today can be controlled not only using its original software, but 3rd party software
as well, such as LabVIEW. LabVIEW is a human machine interfaces design software that is user friendly. It
can be easily communicate with different hardware.
Keywords: LabVIEW, PLC, Ethernet, Induction Motor, OPC Servers, Inverter
1. Introduction
In the past, engineers had been designing the engineering
systems that require a lot of hardwares. It is merely im-
possible to design distance control of the system as more
hardwares and wiring were needed. In addition, if engi-
neers wish to improve the design, all the unrelevant
hardwares need to be scrap away, which is not sustain-
able.
With the rise of the technology, programmable logic
controller (PLC) have eased the engineering design and
lessen materials required, it is because the entire design
is implemented in software programming paradigm. PLC
had been commonly used in the industry, including con-
trolling induction motor inverter fed variable drive sys-
tem. Design distance control machinery is now possible,
even by using Ethernet as the communication device
between the computer and the PLC [1].
Apart of design the program structure by its own pro-
prietary software, the convenience part of PLC is the
accessibility and controllability by other softwares. Note
that such softwares must have driver utility of the par-
ticular PLC. Therefore engineers can use LabVIEW [2],
which has various types of industrial applications which
are in virtual instrument (VI) instead of the real and
heavy instrument, to control the PLC.
2. Project Design Configuration &
Preparation
2.1. NI OPC Server
NI OPC Server has OMRON FINS Ethernet driver that
allow the communication between OMRON CJ1M-
CPU11-ETN21 PLC with LabVIEW. OMRON origi-
nally supplies their customers with FINS gateway, inter-
facing software that communicates with the PLC and its
proprietary software, OMRON CX-Programmer over the
Ethernet network [3].
With the OMRON FINS Ethernet driver in NI OPC,
users can setup the server by just a few simple setups and
create variable tags that can be linked directly to the
PLC’s registers. These tags are named as OPC tags. The
NI OPC Servers also have NI OPC Quick Client that
enable users to monitor the status of the PLC in real-time.
[3].
As long as the OPC tags had been created, the com-
munication between the LabVIEW and PLC had been
simplified as the driver can automatically apply the rele-
vant FINS commands provided the tags are correctly
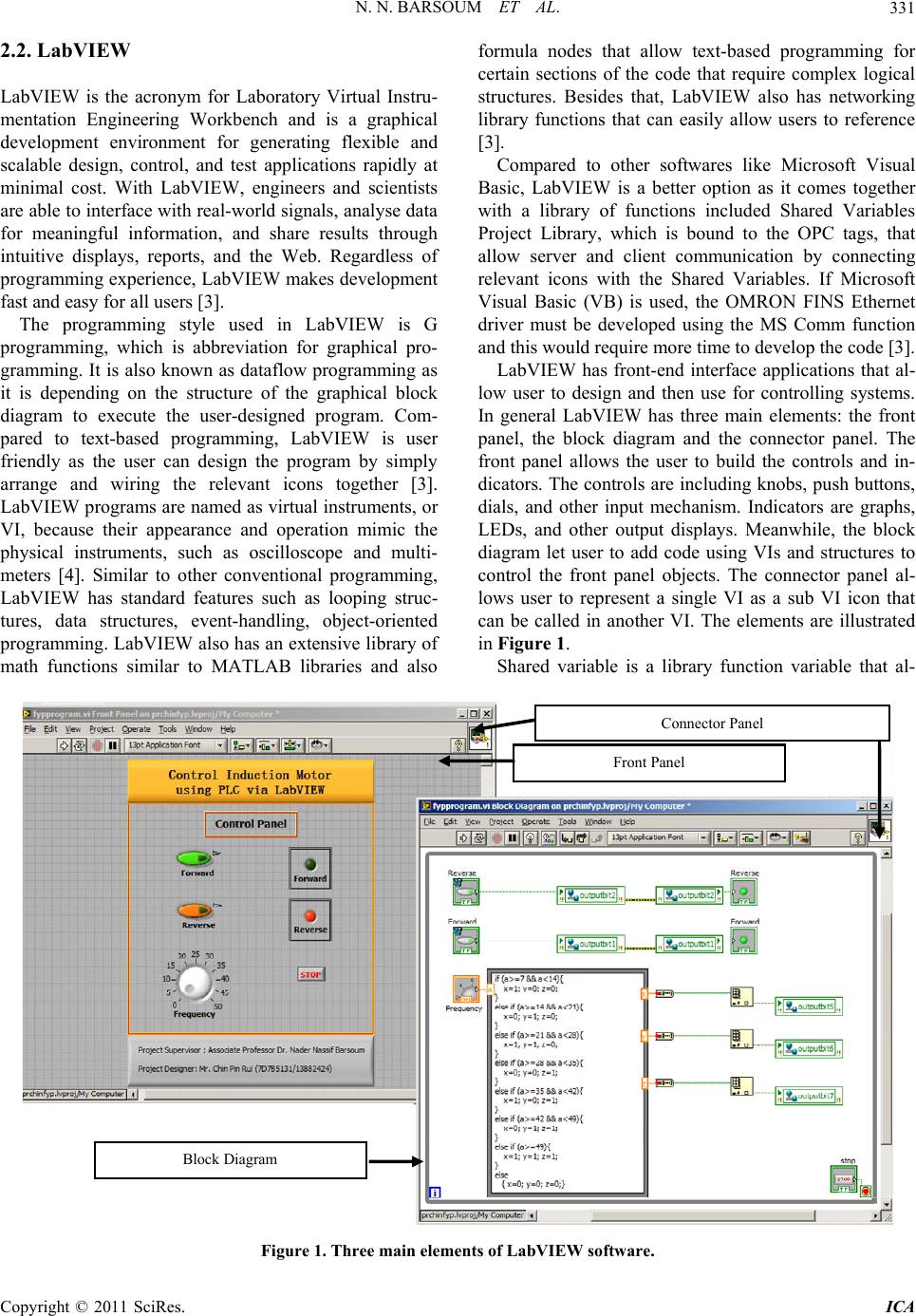
configured [3]. Meanwhile in LabVIEW, the program
can be design by using Shared Variables which is link to
the OPC tags.