J. R. PARGA ET AL.
194
g
g
lowing reaction takes place:
2
24 22
gs
3
2
4
2CuCN2H SOH SCu S6HCN
2SO
(19)
Stoichiometric rate of sulfide is approximately 0.25
grams S2– per gram of copper, 0.44 grams NaHS per
gram of copper or 0.61 grams Na2S per gram of copper.
However, the actual sulfide dosage required for near-
complete copper precipitation is normally in excess of
200% due to additional ions in the barren solution. In
precipitating copper, sulfide addition also results in the
near-complete precipitation of silver, as shown in the
following reaction:
22
gs
2
2AgCNH SAgS4HCN
(20)
Based upon reactions 15 - 20, acid conditions may
cause the dissociation of the complexes, due to the for-
mation of some copper precipitate and subsequent libera-
tion of HCN by volatilization, considering these reac-
tions, up to 99% of copper could be recovered and HCN
gas could be stripped from the barren solutions and ad-
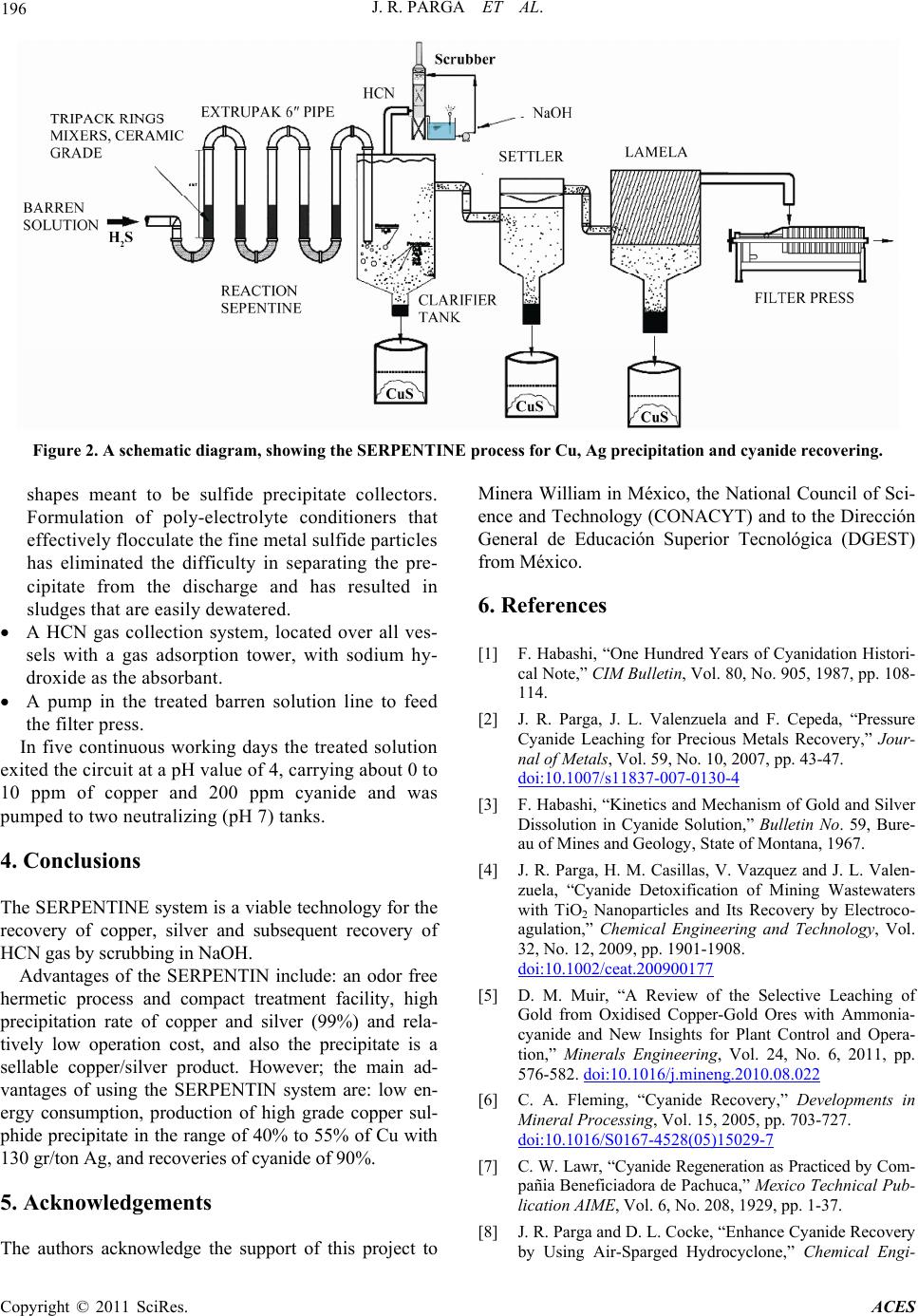
sorbed in an alkali solution of NaOH. The simplified
chemistry of the process is presented in the following
reaction:
2
g
HCNNaOHNaCNH O (21)
The precipitate is a sellable copper product on its own,
or can be blended with the arsenopirite flotation concen-
trate from the flotation sulphide plant.
2. Materials and Methods
Experiments were carried out on barren cyanide solution
after the filter press on the Merrill Crowe process. The
pregnant solution came from the cyanidation leach plant
(500 ton/day), where the ores, from the Minera William
mines, are a mixture of oxides and sulfides, with the
copper ranging from 0.04% to 0.25% as the norm an
average sample contains: 1.7 g/ton Au, 100 g/ton Ag,
0.6% Pb, 0.61% Zn, 0.12% Cu, 2.3 % Fe and 2% of As.
A wet screen analysis of the plant sample indicated that
the granulometry was 80%—74 m. The leaching practice
in the plant was: leach pulps containing 40% solids over
a period of 72 hours leaching at Ph = 11.0, O2 = 5 ppm
and 2 kg/ton NaCN; leached residue: 0.20 g/ton Au and
0.18 g/ton Ag. Then, copper precipitation and cyanide
regeneration experiments were performed to determine
the effect of different process conditions on the solids of
copper/silver sulphide produced by sulphide precipitation.
Precipitation experiments were carried out in a 1 liter
round-bottomed reaction vessel with ports for an over-
head stirred, a gas sparger and a pH electrode. The pH
meter is VWR 8005 Scientific and stirring motor with a
glass impeller driven BDC 1850 CAFRAMO and cone
size settler (1000 ml). The barren solutions used had
copper, silver, zinc and iron ions of varying concentra-
tion. The pH of the barren was adjusted to the required
level with sulfuric acid and then a mixture of Na2S/water
was added. All experimental samples of the liquor and
solid were taken at known times, solutions and solids
from the process were separated by filtration through
cellulose filter paper. The sludge from the precipitation
was dried either in an oven or under vacuum at room
temperature. Analysis of copper, silver, zinc, iron, and
arsenic were performed by digestion of the precipitate
and subsequent ICP/Atomic Emission Spectrometry de-
termination and free cyanide content was determined
directly via titration, whereas the total cyanide was
measured by means of titration after distillation. At the
end of the experiment, HCN volatilization reached effi-
ciencies above 97% and the capture of cyanide gas by
NaOH (1 M) solution was almost 95%.
3. Results and Discussion
The experimental results of the copper, silver, zinc and
iron precipitation as well as CN removal (%) at different
pH values are presented in Table 1.
Results show that pH has a significant effect on copper
cyanide removal efficiency, and it was determined the
optimal pH range to be 2.5 - 3. With these pH values,
when influ en t copp er co n c entr atio n was 636 pp m, co pp er
cyanide removal efficiency was 99%. Some black pre-
cipitates were observed in the solution of experiments 2
to 6; which suggested the presence of copper, silver, ar-
senic, zinc and iron as sulphides. The presence of these
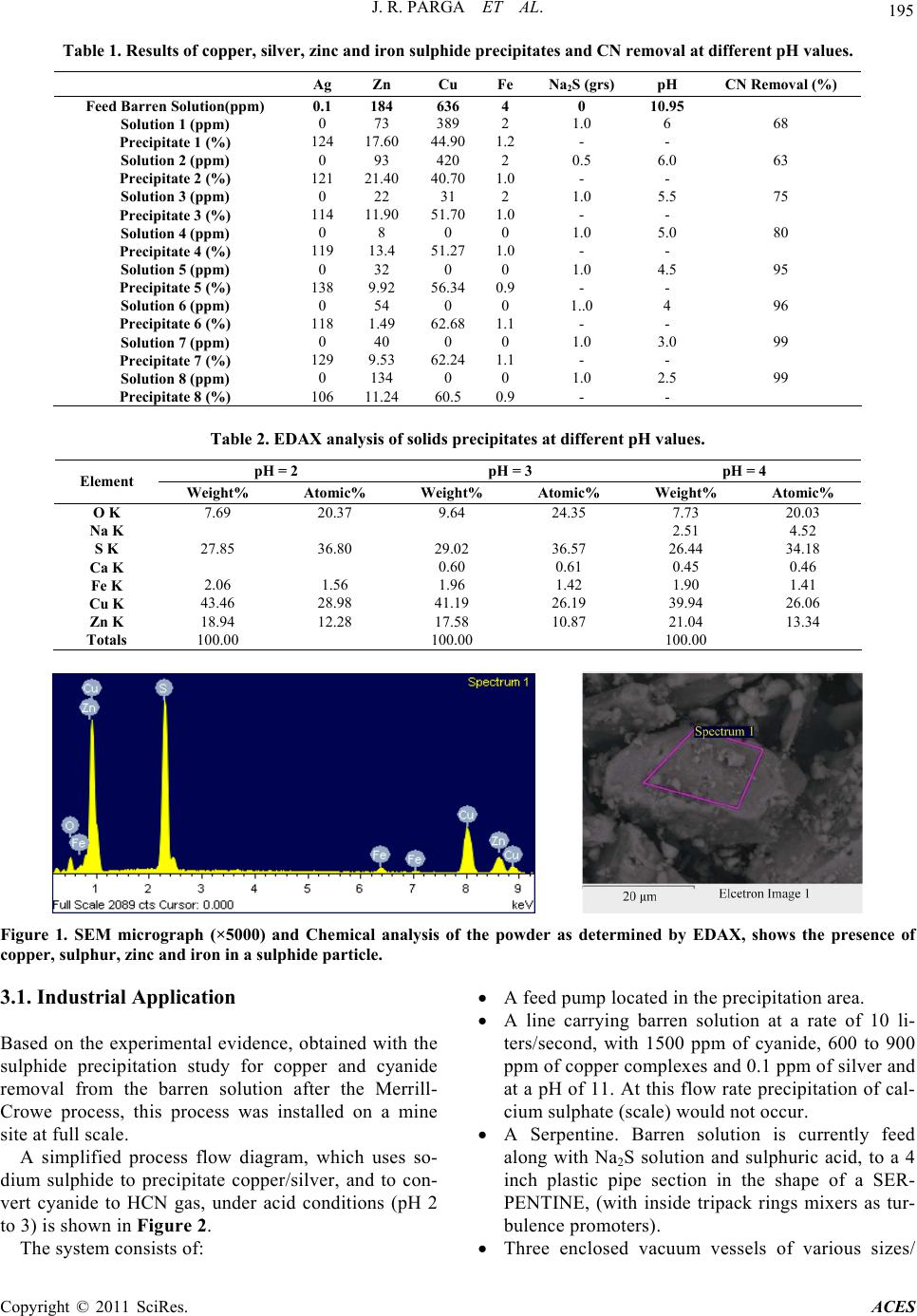
sulphides was confirmed in Figure 1. The measured
sample, which was collected from experiments of pH 2,
3 and 4 (see Table 2), gives rise to peaks corresponding
to covellite, esfalerite and pyrite. The size, EDAX and
morphology of the solids are also shown in Figure 1 by
SEM micrograph and EDAX analysis. The solids in the
precipitate are spherical and approximately 100 nm in
diameter.
The SEM micrograph confirms the excellent crystal-
linity of synthetic covellite (CuS) formed during the sul-
phide precipitation process. The EDAX chemical analy-
sis pattern of the precipitate at different pH values is
shown in Table 2.
Results of Table 2, indicate that pH = 2 to 3 is the best
condition for the sulphide precipitation of copper, be-
cause the high recoveries > 99% of Cu and excellent
quality.
Copyright © 2011 SciRes. ACES