Advances in Chemical Engineering and Science
Vol.3 No.4(2013), Article ID:38603,4 pages DOI:10.4236/aces.2013.34034
The Mechanical Properties of the System and Training Zr59Nb5Cu18Ni8AL10 Bulk Metallic Glasses
1LASEA, Department of Physic, University of Badji Mokhtar, Annaba, Algeria
2LASEA, Department of Chemistry, University of Badji Mokhtar, Annaba, Algeria
3University of Guelma, Guelma, Algeria
4Università di Torino, Torino, Italy
Email: *chakrine@yahoo.com
Copyright © 2013 Nasr-Eddine Chakri et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received May 3, 2013; revised June 1, 2013; accepted June 9, 2013
Keywords: Ribbon and Bulk Metallic Glasses; Amorphous; Fracture Morphology; Mechanical Properties
ABSTRACT
In the present work, the glass formation of Zr59Nb5Cu18Ni8Al10 (numbers indicate at %) alloy with diameter of 2 mm was prepared through water-cooled copper mold casting and in a ribbon form by the single roller melt-spinning method. This study is primarily devoted to evaluating the results obtained with the two methods of the development. The thermal stability was evaluated by differential scanning calorimetry (DSC) at a heating rate of 10˚C/mn. The characteristic data of the bulk metallic glass are presented, including glass transition temperature (Tg) and crystallization temperature (Tx). The microstructure and constituent phases of the alloy composite have been analyzed by using X-ray diffraction, and observed by Scanning Electron Microscopy (SEM). The mechanical properties of bulk Zr59Nb5Cu18Ni8Al10 were alloy measured by compression tests at room temperature.
1. Introduction
Amorphous alloys, also known as metallic glasses, have attracted increasingly intense scientific and technological attention since amorphous metal was first discovered [1]. Due to the lack of defects such as grain boundaries and dislocations, amorphous alloys exhibit extraordinary properties including superior mechanical properties and lower thermal conductivity as well as extreme wear and corrosion resistance. Amorphous alloys are therefore considered to be promising structural as well as functional materials for practical applications. However, the critical cooling rate typically required is above 106 K/s, for retaining the metastable amorphous phase during cooling process. Consequently, the size of the amorphous alloys obtained was limited to thin ribbons, tiny wires and small powders. This strongly restricts the further applications of the amorphization technique.
Since the late 1980s, investigations of multi-component liquid alloys with very deep eutectics have led to the development of metallic glasses with high glass-forming ability (GFA). The development of these metal alloys enables the fabrication of glassy samples with a thickness greater than 1 mm, which is known as bulk metallic glasses (BMGs). This development makes the application of BMGs a step closer to reality. Recently, many kinds of BMGs have been discovered and investigated in various alloy systems such as Fe- [2], Zr- [3,4], Ni- [5,6], Mg- [7], Pd- [8], Ti- [9-11], Cu- [12] based systems. The cooling rate for these BMGs varies in the range of 10−1 to 103 K/s. With a range of differences between the quenching rates of the bulk and ribbon metal glasses, a window of opportunity becomes available for the investigation of glasses with the same composition but produced in various structural states.
The aim of the present work is to study the glass formation behaviour of the Zr59Nb5Cu18Ni8Al10 prepared by the melt-spinning process, in the ribbon shape, and then injected into a copper mould to prepare alloy rods of about 2 mm in diameter. The mechanical properties of the composite have been examined through compression tests and indentation fracture of amorphous alloy is presented.
2. Experimental
An ingot of the Zr59Nb5Cu18Ni8Al10 alloy (composition is given in nominal atomic percentages) was prepared by arc-melting mixtures of Zr 99.99 mass % purity, Ti 99.8 mass % purity, Cu 99.9 mass % purity, Ni 99.9 mass % purity and Al 99.9 mass % purity in an argon atmosphere purified using Nb-gettering. In order to obtain a master alloy, followed by induction melting the master alloy and injection casting into a water-cooled copper mold to form 50 mm long cylinders with diameters of 2 mm. For comparison, thin ribbons of 5 mm width and about 30 µm thickness was prepared using a single-roller, melt spinning technique under a vacuum atmosphere.
All the ribbons and cylinders were investigated by differential scanning calorimetry (DSC) using a constant heating rate of 10˚C/s. The structure of the samples was examined by X-ray diffraction (XRD) with Cu Kα (λ = 1.54056 Å) radiation. Scanning electron microscopy ((JEOL JSM6400F) was employed for the analysis of the fracture features. The compression properties were tested by using an Instron testing machine at a strain rate of 5 × 10−4 s−1 at room temperature.
3. Results and Discussion
Figure 1 shows the constant-rate heating (10˚C/mn) DSC curves of Zr59Nb5Cu18Ni8Al10 analysis was carried out for melt-spun ribbons and as-cast cylinders. In the temperature range investigated, all the curves are characterized by two exothermic peaks, revealing a multi-step crystallization path that does not depend on the way of preparation. The analysis of the thermal stability data, summarized in Table 1, reveals striking similarities between the as-cast cylinders and the melt-spun ribbon.
The DSC curves indicate a small difference in glass transition temperature (Tg), crystallization temperature (Tx), super cooled liquid region (∆Tx = Tx − Tg) between the ribbon and rod samples, for the as cast 2 mm-diameter.

Figure 1. DSC curves of Zr59Nb5Cu18Ni8Al10 alloy ribbon and rods with diameters of 2 mm.
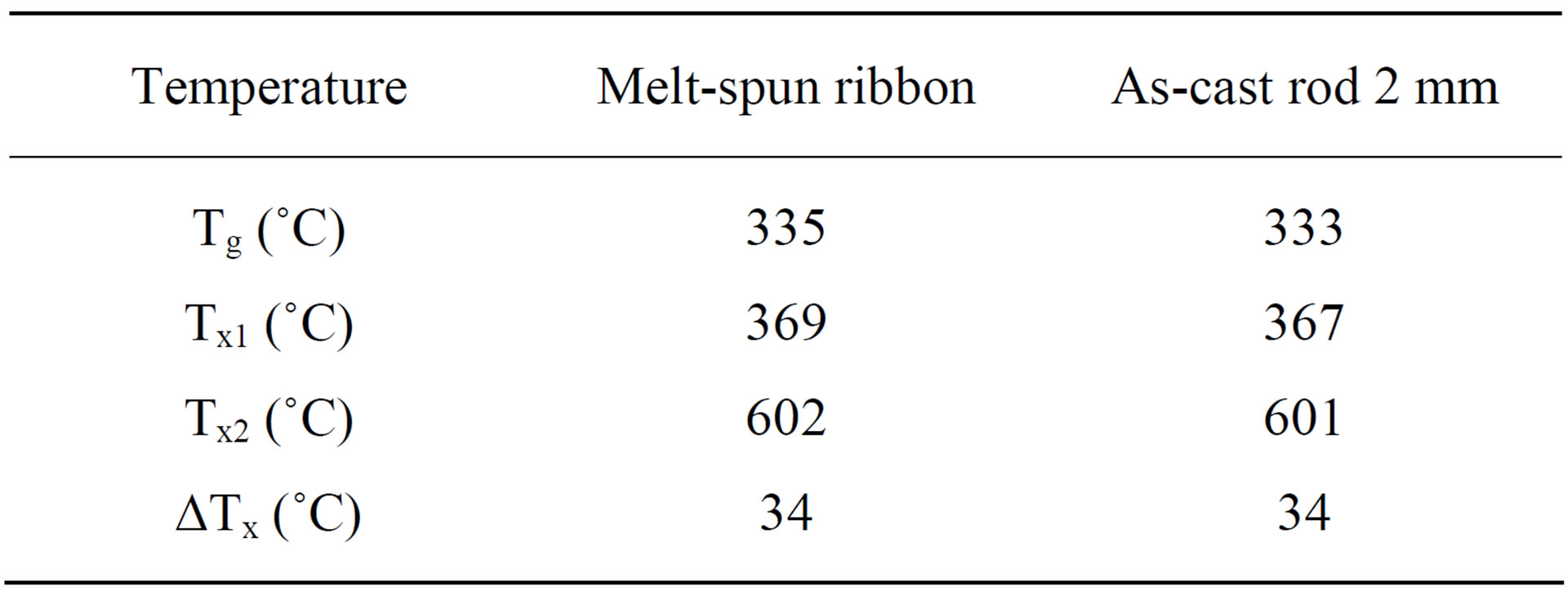
Table 1. Temperature of the glass transition (Tg), onset crystallization peak of the first (Tx1) and the second (Tx2), extension of the supercooled liquid region (∆Tx = Tx1 − Tg) for the melt-spun ribbons and as-cast rod 2 mm respectively.
Cylinder shows that alloy presents two over-lapping exothermic peak around 367 - 601 (˚C). The glass transition temperature, Tg, is 333 (˚C). The melt-spun ribbon for the same alloy presents two exothermic peaks corresponding to two distinct stages of phase transformations Tx1 and Tx2 369, 602 (˚C), respectively and an obvious Tg is 335 (˚C).
Figure 2 shows XRD pattern of the cast Zr59Nb5 Cu18Ni8 Al10 rod with a diameter of 2 mm, together with the XRD pattern of the melt-spun glassy alloy ribbon. Only a broad peak is seen around a diffraction angle of 40˚ for the bulk sample and ribbon, indicating the formation of a glassy phase.
The SEM observation on the fracture surface of broken samples provides insight into the fracture mechanism of the in situ composite. Figure 3 shows the secondary electron images taken for the fractured surface. River patterns predominate in the fracture surface (Figure 3(a)).
The fracture path is basically intergranular (Figure 3(b)), which implies that the remaining glassy phase in between the amorphous grains plays a role in the deformation process. Milman et al. [13] have proposed a parameter defining a plasticity factor for qualifying the brittleness of a material.
Figure 4 shows the compressive stress-strain curve at a strain rate of 5 × 10−4 s−1.The fracture of the samples occurs at a fracture stress σf of 2044 MPa and elastic a deformation up to a strain of about range [1.18%, 1.28%]. Young’s modulus is determined as 165 GPa forthe2 mm diameter sample.
4. Conclusions
In conclusion, the comparison between the ribbon and massive alloys was obtained directly from the meltspinning technique. The same sample alloy produced by injection casting of the molten alloy into copper molds with cylindrical cavities reveals that both samples are characterized by the formation phase amorphous obtained in X-ray diffraction.
The bulk glassy rods possess good mechanical proper-
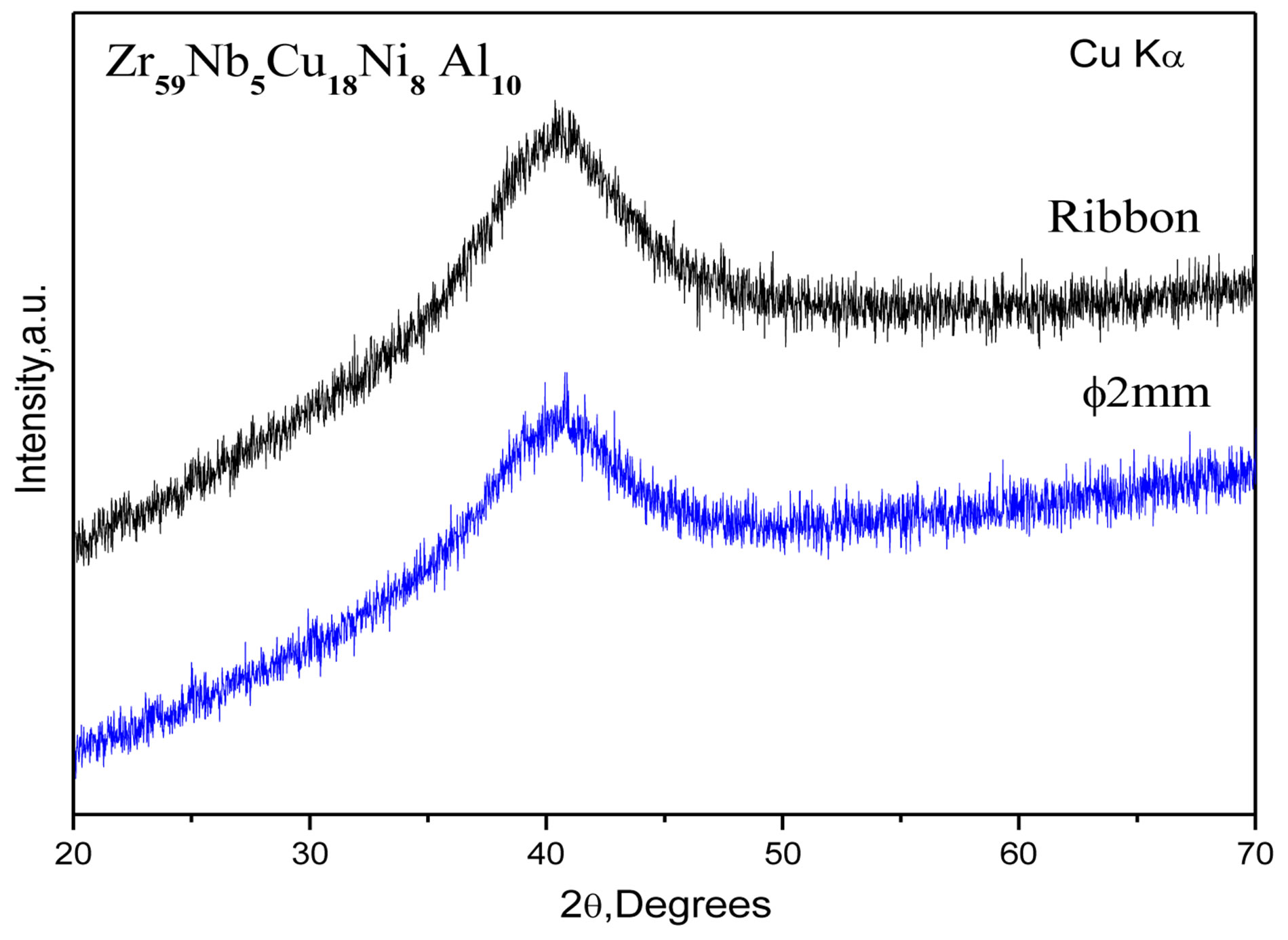
Figure 2. XRD pattern of the cast Zr59Nb5Cu18Ni8Al10 rod with a diameter of 2 mm, together with the XRD pattern of the melt-spun glassy alloy ribbon.
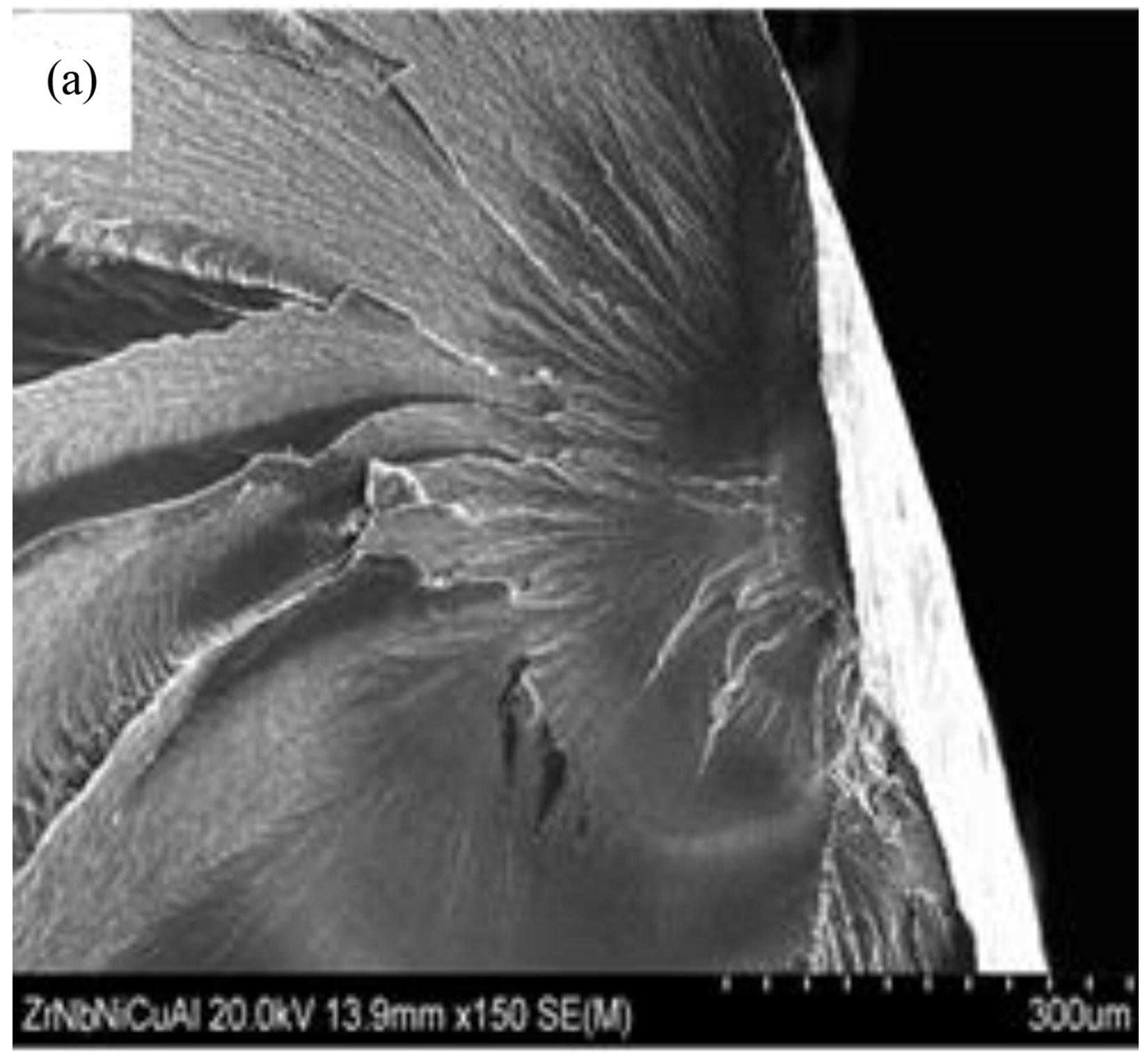
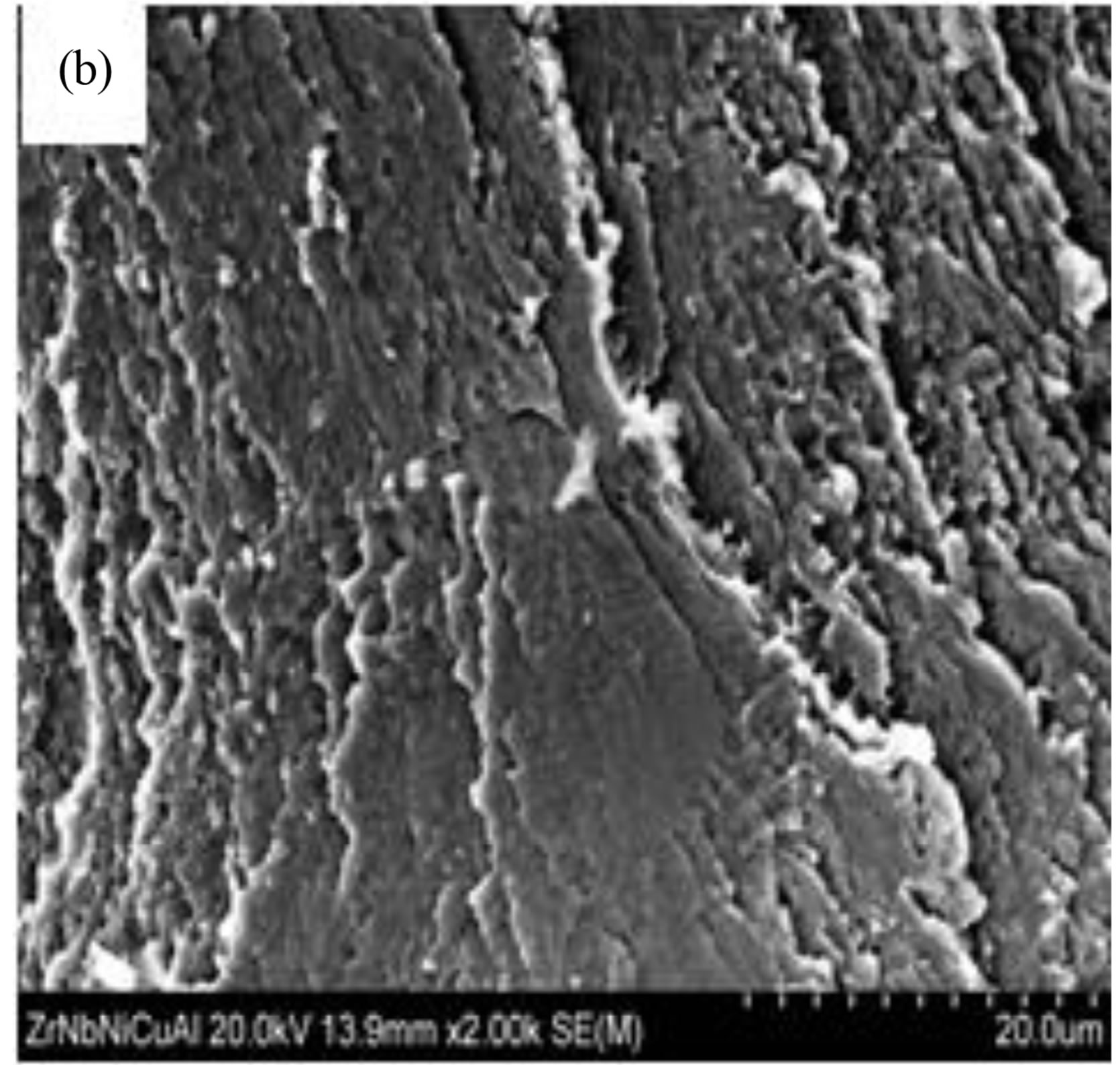
Figure 3. SEM micrographs of the fracture morphology of Zr59Nb5Cu18Ni8Al10 amorphous rod in as-cast state with diameter of 2 mm (a) low magnification exhibiting the river patterns; (b) the higher magnification images showing the typical characteristics of an intergranular fracture.
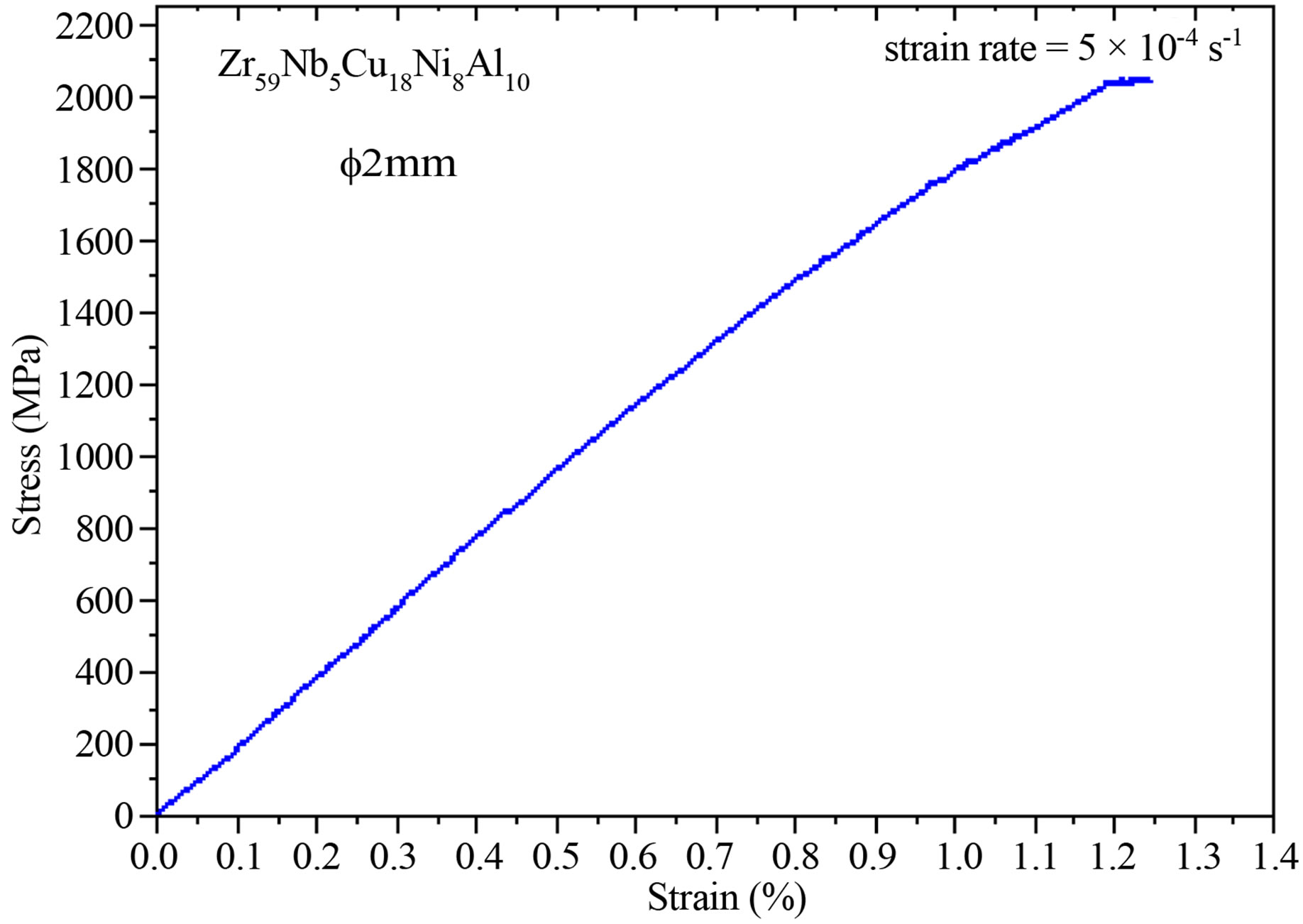
Figure 4. Compressive stress-strain curves of cast Zr59Nb5Cu18Ni8Al10 glassy alloy rods under anniaxial compression testing at room temperature.
ties, the compressive fracture strength and elastic strain to fracture of the amorphous alloy with 1, 24 at % also exhibit ultra high fracture strength of 2044 MPa and a Young’s modulus of 165 GPa.
5. Acknowledgements
We acknowledge the group of Prof. M. Barrico for the synthesis of the samples and SEM pictures, XRD analysis.
REFERENCES
- P. Duwez, R. H. Willens and W. Klement, “Metastable Electron Compound in Ag-Ge Alloys,” Journal of Applied Physics, Vol. 31, No. 6, 1960, p. 1137. http://dx.doi.org/10.1063/1.1735778
- J. Shen, Q. J. Chen, J. F. Sun, H. B. Fan and G. Wang, “Exceptionally High Glass-Forming Ability of an FeCoCrMoCBY Alloy,” Applied Physics Letters, Vol. 86, No. 15, 2005, Article ID: 151907. http://dx.doi.org/10.1063/1.1897426
- Q. K. Jiang, X. P. Nie, Y. G. Li, Y. Jin, Z. Y. Chang, X. M. Huang and J. Z. Jiang, “Ni-Free Zr-Based Bulk Metallic Glasses with critical Diameter above 20 mm,” Journal of Alloys and Compounds, Vol. 443, No. 1-2, 2008, pp. 191-194. http://dx.doi.org/10.1016/j.jallcom.2007.04.188
- A. Peker and W. L. Johnson, “A Highly Processable Metallic Glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5,” Applied Physics Letters, Vol. 63, No. 17, 1993, p. 2342. http://dx.doi.org/10.1063/1.110520
- H. Choi-Yim, D. H. Xu and W. L. Johnson, “Ni-Based Bulk Metallic Glass Formation in the Ni-Nb-Sn and Ni-Nb-Sn-X (X = B,Fe,Cu) Alloy Systems,” Applied Physics Letters, Vol. 82, No. 7, 2003, pp. 1030-1031. http://dx.doi.org/10.1063/1.1544434
- S. J. Pang, C. H. Shek, K. Asami, A. Inoue and T. Zhang, “Formation and Corrosion Behaviour of Glassy Ni-NbTi-Zr-Co(Cu),” Proceeding of the 12th International Symposium on Metastable and Nano-Materials, Original Reseach Article J. Alloys Compd., Vol. 434-435, 2007, pp. 240-243.
- X. K. Xi, D. Q. Zhao, M. X. Pan, W. H. Wang, Y. Wu and J. J. Lewandowski, “Fracture of Brittle Metallic Glasses: Brittleness or Plasticity,” Physical Review Letters, Vol. 94, No. 12, 2005, Article ID: 125510. http://dx.doi.org/10.1103/PhysRevLett.94.125510
- N. Nishiyama and A. Inoue, “Direct Comparison between Critical Cooling Rate and Some Quantitative Parameters for Evaluation of Glass-Forming Ability in Pd-Cu-Ni-P Alloys,” Materials Transactions, Vol. 43, No. 8, 2002, pp. 1913-1917. http://dx.doi.org/10.2320/matertrans.43.1913
- F. Q. Guo, H. J. Wang, S. J. Poon and G. J. Shiflet, “Ductile Titanium-Based Glassy Alloy Ingots,” Applied Physics Letters, Vol. 86, No. 9, 2005, Article ID: 091907. http://dx.doi.org/10.1063/1.1872214
- Y. J. Huang, J. Shen, J. F. Sun and X. B. Yu, “A New Ti-Zr-Hf-Cu-Ni-Si-Sn Bulk Amorphous Alloy with High Glass-Forming Ability,” Journal of Alloys and Compounds, Vol. 427, No. 1-2, 2007, pp. 171-175. http://dx.doi.org/10.1016/j.jallcom.2006.03.006
- X. F. Wu, Z. Y. Suo, Y. Si, L. K. Meng and K. Q. Qiu, “Bulk Metallic Glass Formation in a Ternary Ti-Cu-Ni Alloy System,” Journal of Alloys and Compounds, Vol. 452, No. 2, 2008, pp. 268-272. http://dx.doi.org/10.1016/j.jallcom.2006.11.010
- H. M. Fu, H. F. Zhang, H. Wang and Z. Q. Hu, “CuBased Bulk Amorphous Alloy with Larger Glass-Forming Ability and Supercooled Liquid Region,” Journal of Alloys and Compounds, Vol. 458, No. 1-2, 2008, pp. 390- 393. http://dx.doi.org/10.1016/j.jallcom.2007.03.114
- Yu V. Milman, B. A. Galanov and S. I. Chugunova, “Plasticity Characteristic Obtained Through Hardness Measurement,” Acta Metallurgica et Materialia, Vol. 41, No. 9, 1993, p. 2523.
NOTES
*Corresponding author.