Production of Safe Charcoal from Waste Construction Wood Treated With Citric Acid1141
siderable numbers of white spots were recognized on the
surfaces of the charcoal without citric acid washing at
each different carbonization temperature, but quality and
quantity of the spots were not always similar to those
shown in Figure 9; and varies by sample (data not
shown). Since a variety of waste construction wood was
used as sampled for this study, the construction wood
originally treated with different kinds of antiseptic
chemicals, glues, and coating chemicals and was dealt
with differently at various demolition sites were mixed.
Therefore, it should be reminded that elements shown in
Figure 11 were just one example. It was easily expected
that other elements on the surface of the charcoal sam-
ples existed case by case.
4.4. Dioxin Formation in Charcoal Combustion
It is reported that wood combustion is one of the most
considerable sources for dioxin formation [5,6]. Accord-
ing to Elena et al (2004), a large number of waste con-
struction wood was incinerated in open-air at the site of
Hanshin-Awaji great earthquake tragedy and resulted in
a large formation of dioxins in the ashes (up to 2080 ng
I-TEQ/kg) and had six times higher level of atmospheric
pollution by dioxins as compared to a normal atmos-
pheric situation. It is reported that dioxins were formed
through homogeneous (pyrolytic rearrangement of chlo-
rinated precursors) and heterogeneous (catalyzed) reac-
tions [7]. As catalysts, Cu was the main catalyst rep orted
in many journals [6-12], and Fe [9-11], C [12] were also
reported. These elements are also recognized in Figure 3
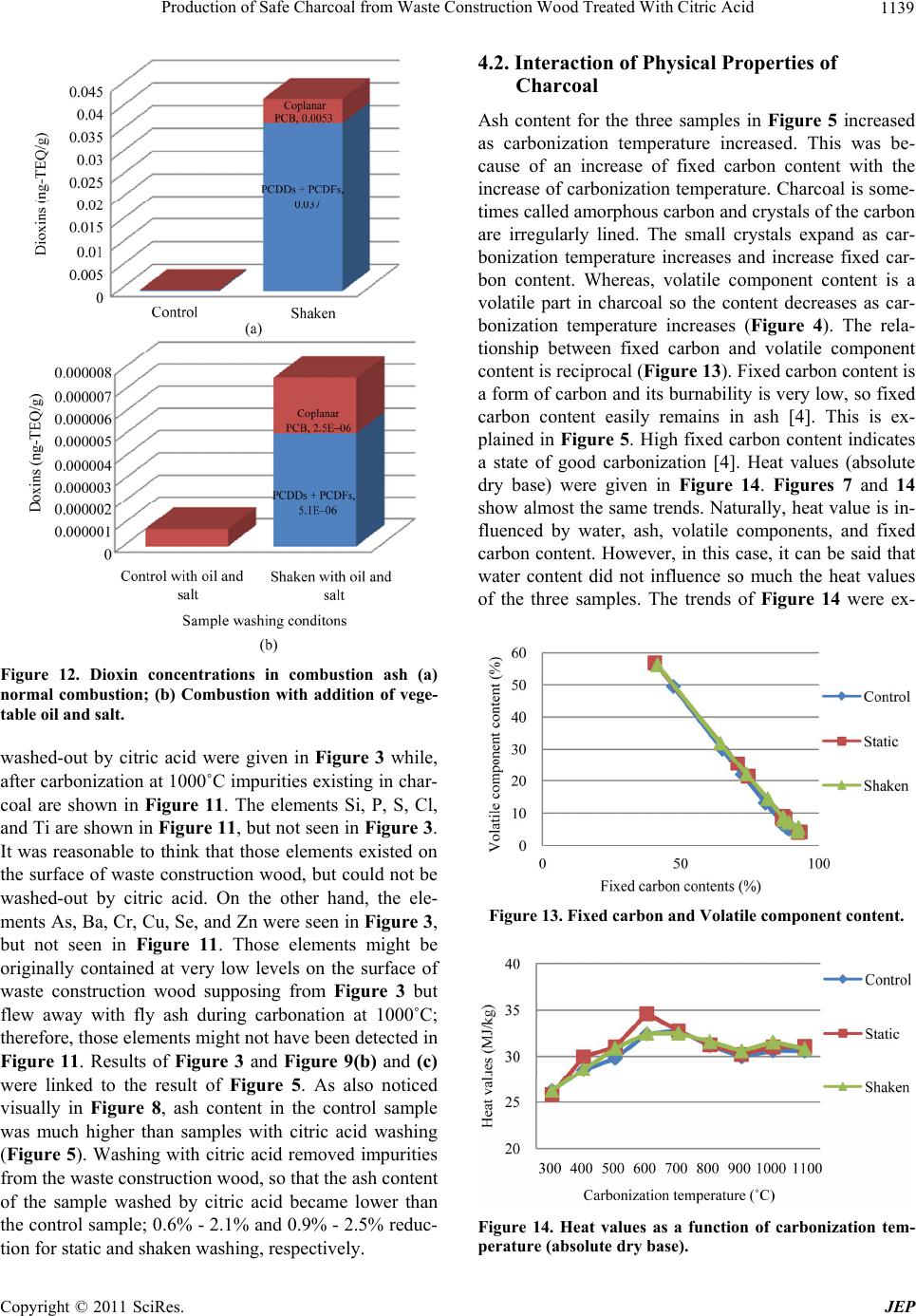
in this study. Dioxins were detected and are shown in
Figure 12. According to Tateda’s report [13], concentra-
tion of total PCDD (Poly Chlorinated Dibenzo-p-Dioxin)
was not detected (N.D.)-110 and 5.23 - 10883 ng/g in
bottom and fly ashes, respectively, and N.D.-65 and 3.73
- 3187 ng/g for total PCDF (Poly Chlorinated Dibenzo
Furan) and N.D.-180 and N.D.-250 ng/g for total PCB
(Poly Chlorinated Biphenyl). From the results above; the
concentration of dioxins seemed always higher in fly ash
than bottom ash, but this is not always true and depends
on how it was combusted [5]. In ash generation, it was
generally mentioned that fly ash was 10% of total ash
after waste incineration and 90% was bottom ash [14]. In
Figure 12, the samples treated with citric acid by the
shaken method showed a higher concentration of dioxins
than the control samples. Because of a low level of im-
purities in the samples treated with citric acid, it was
hard to think that more dioxins were formed in fly ash.
Moreover, it was also hard to find the reason that homo-
geneous reactions had intensively occurred in the bottom
ashes of the samples treated by citric acid. Analysis of
dioxins in fly ash or gases was not conducted in this
study; therefore, dioxin formation in fly ash or gases is
not known. The reasons that there were higher concen-
trations in the samples treated with citric acid shown in
Figure 12 may be the following: 1) dioxins were con-
centrated in the bottom ashes because generation of bot-
tom ashes was less than that of the control sample or 2)
low impurity levels might keep dioxin concentration
higher in bottom ashes by some mechanism such as “ad-
sorption,” which means probably low dioxin concentra-
tion in gas or fly ash. Further investigation is needed in
order to clarify those assumptions.
4.5. Use of Waste Citric Acid Solution to
Composting
As described in Figure 2, the 5% citric acid solution had
29000 mg/l in its CODMn after washing treatment. It is
not appropriate to discharge the wastewater into the en-
vironment and should be treated or applied to other pur-
poses. In this study, as mentioned at the beginning of this
paper, the wastewater was applied to composting as a
substrate. The concerning elements that destroy compost
quality such as As, Cr, Cu, Mn, and Se were seen in
Figure 2; however, those concentrations were at a very
low level, so the application of the wastewater to com-
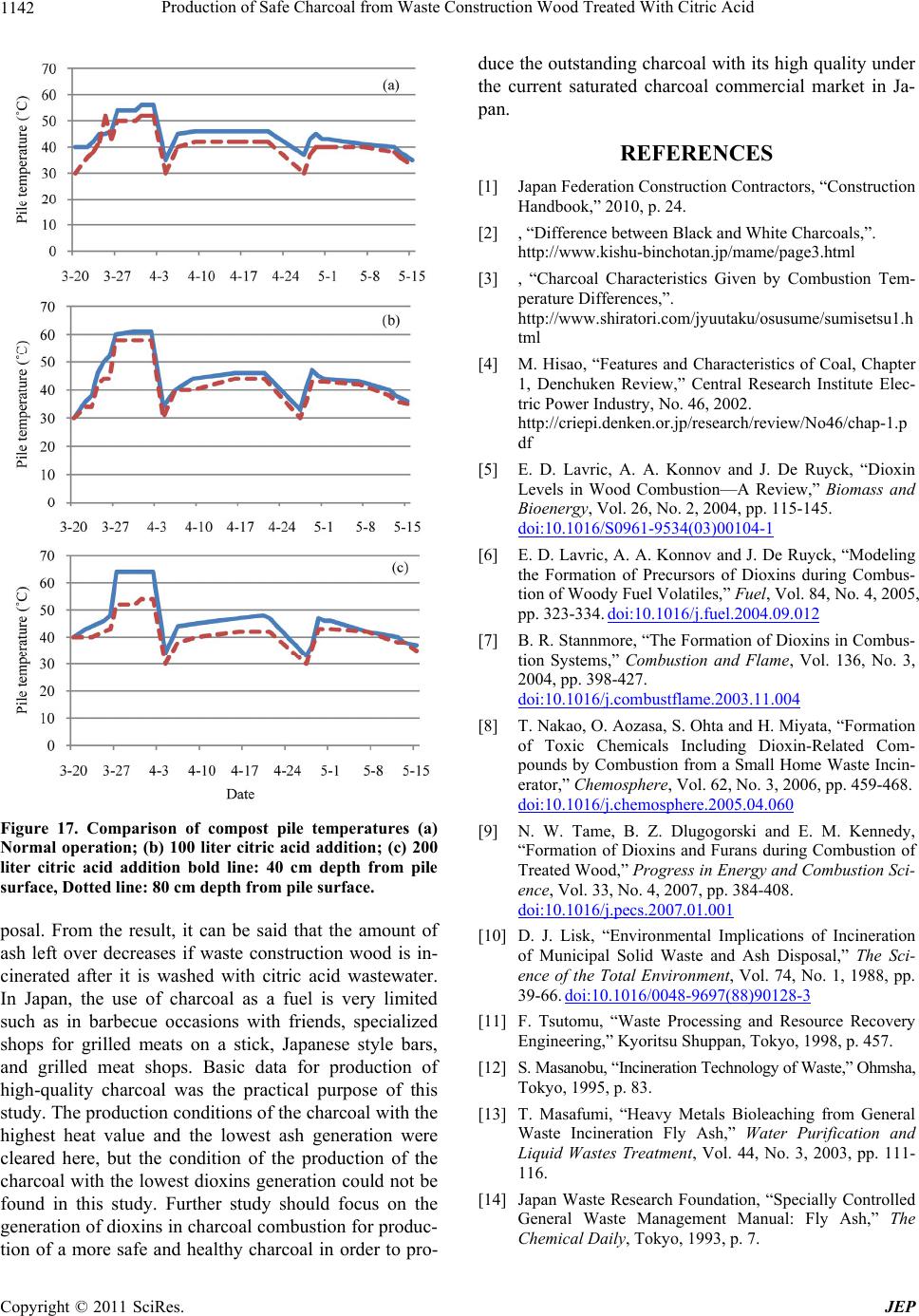
posting was acceptable. Compost temperature was traced
and is seen in Figure 17. Temperatures of compost piles
with citric acid application were higher than the control
pile at the beginning stage of composting. After the first
turn over on April 3, temperature trends were almost the
same between the control and citric acid applied piles.
Citric acid is an easily degraded sub stanc e, so additio n of
the acid contributed to activation of microbes’ metabo-
lism at the beginning stage of composting, the most im-
portant stage in a composting operation.
5. Conclusions
As one of the reuse ways for wastewater containing citric
acid, washing treatment of waste construction wood with
citric acid solution was carried out for production of
charcoal, taking advantage of citric acid’s chelate bond-
ing characteristics with elements and finding benefits of
washing with citric acid in terms of charcoal production
from waste construction wood. As a result, physico-
chemical parameters such as fixed carbon content, vola-
tile component content, water content, and heat values
were not significantly different at all carbonization tem-
peratures between the control and citric acid treatment
samples; however, significant differences were seen in
ash content at all carbonization temperatures. At 700˚C
of carbonization temperature, more than 3 times were
different between the control and citric acid treatment
samples. The biggest problem of combustion is the ash
left over. Companies and local governments that own in-
cinerators or boilers pay a pretty high cost for ash dis-
Copyright © 2011 SciRes. JEP