Improvement Properties of the Cutting Tools Using Technical Plasma Treatment
Copyright © 2011 SciRes. MSA
1470
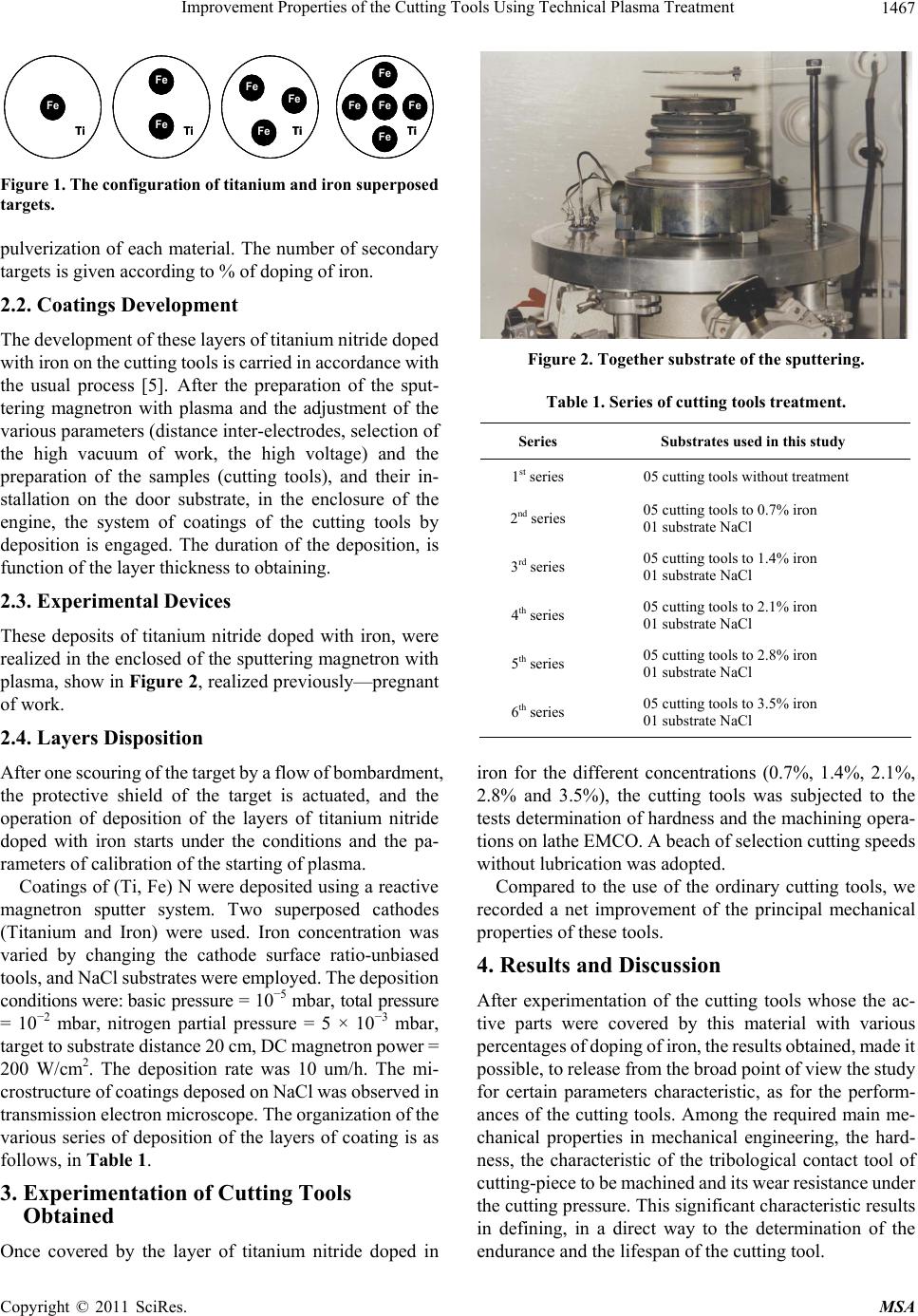
hardness of this material, obtained by plasma.
That starting from the doping of 0.7% of iron, 1.4%, to
reach a maximum (peak) of hardness to 2.1% of iron. At
the end, one records a reduction in this same hardness
starting at 2.8% of iron. This increase in hardness is the
consequence of a whole of phenomena certainly related to
the bombardment of the layers during their growth, as
well as the mechanisms leading to the increase in the yield
stress. In the case of the titanium nitride coatings, the
analyses carried suppose the formation of very strong
distortions of the crystal lattice. one can however think
that it is the existence of these distortions (micro—de-
formations) which is at the origin of the increase in the
yield stress, which leads to the hardening of these layers
deposited (physical phenomenon of hardness).
In addition, like the phase of titanium nitrides (Chock)
the structure NaCl [12] has, gradual evolution of hardness
and its relapse with a percentage of doping equal to 2.8%
of iron, can be explained by the phenomenon of saturation
according to the various percentages of iron doping of the
crystalline structure in sites of substitution or insertion.
Concerning this structure, it was observed that the addi-
tion of iron to the TiN during the deposition by plasma
appreciably increases the hardness of the layers deposited.
This increase of the hardness [13] generates an im-
provement of the principal mechanical characteristics, in
particular the friction resistance. This aptitude of materials
for the friction resistance in the field of mechanics in
means of working tools, is exploited in term of wear re-
sistance, from where improvement of the endurance and
the lifespan of the cutting tools. In the extreme connection
with the results of the hardness obtained, the comparative
study of the tests of machining by turning, obtained with
various percentages of doping of iron, show a net im-
provement of the longevity of the working life of the
cutting tools. This variation compared with the initial
tools (without coatings and doping), is characterized ac-
cording to two stadiums selective of speed of machining.
During these tests of turning carried according to the
law of Taylor, and in accordance with the conditions of
standard ISO 3685, the curves obtained in the stadium of
low and average speeds, present a collective displacement
Vb = f(T) curves towards the line, which, explains the
considerable reduction of the effect of the wear of the
cutting tools. One records during the machining operation
a decreasing evolution of wear. The minimal value of Vb
carried, is found with the doping of 2.1% iron.
6. Acknowledgements
The authors would like to acknowledge the encourage-
ment and support of this research by Professor Achour S.
Research Unit in Materials Physics and Applications,
niversity of Constantine, Algeria. U
REFERENCES
[1] J. L. Vossen and W. Kern, “Chock Film Processes Edit,”
Academic Press, Cambridge.
[2] R. Wei, “Plasma Enhanced Magnetron Sputter Deposition
of Ti-Si-C-N Based Nanocomposite Coatings,” Surface
and Coatings Technology, Vol. 203, No. 5-7, 2008, pp.
538-544.
[3] F. Kieckow, C. Kwietniewski, E. K. Tentardini, A.
Reguly and I. J. R. Baumvol, “XPS and Ion Scattering
Studies on Compound Formation and Interfacial Mixing
in TiN/Ti Nanolayers on Plasma Nitrided Tool Steel,”
Surface and Coatings Technology, Vol. 201, No. 6, 2006,
pp. 3066-3073. doi:10.1016/j.surfcoat.2006.06.020
[4] S. Cardinal, A. Malchère, V. Garnier and G. Fantozzi
“Microstructure and Mechanical Properties of TiC-TiN
Based Cermets for Tools Application,” International
Journal of Refractory Metals & Hard Materials, Vol. 27.
No. 3, 2009, pp. 521-527.
[5] B. Subramanian, K. Ashok and M. Jayachandran, “Effect
of Substrate Temperature on the Structural Properties of
Magnetron Sputtered Titanium Nitride Thin Films with
Brush Plated Nickel Interlayer on Mild Steel,” Applied
Surface Science, Vol. 255, No. 5, 2008, pp. 2133-2138.
[6] Y. K. Jeong, M. C. Kang, S. H. Kwon, K. H. Kim, H. G.
Kim and J. S. Kim, “Tool Life of Nanocomposite Ti-
Al-Si-N Coated End-Mill by Hybrid Coating System in
High Speed Machining of Hardened AISI D2 Steel,”
Current Applied Physics, Vol. 9, No. 1, Supplement 1,
2009, pp. S141-S144.
[7] A. Ebrahimi and M. M. Moshksar, “Evaluation of Ma-
chinability in Turning of Microalloyed and Quenched-
tempered Steels: Tool Wear, Statistical Analysis, Chip
Morphology,” Journal of Materials Processing Technol-
ogy, Vol. 209, No. 2, 19, 2009, pp. 910-921.
doi:10.1016/j.jmatprotec.2008.02.067
[8] M. A. Yallese, K. Chaoui, N. Zeghib, L. Boulanouar and
J. F. Rigal, “Hard Machining of Hardened Bearing Steel
Using Cubic Boron Nitride Tool,” Journal of Materials
Processing Technology, Vol. 209, No. 2, 2009, pp. 1092-
1104. doi:10.1016/j.jmatprotec.2008.03.014
[9] E. Fergag, S. Achour, A. Harabi and K. Mirouh, “Iron
doped Titanium Nitride Film,” Ceramic Processing Sci-
ence and Technology (Ceramic Transactions, Vol. 51),
International Conference on Ceramic Processing Science
and Technology, April 1995, pp. 789-792.
[10] E. Fergag, “Realization of One System of Pulverization
Magnetron,” Application to titanium Nitrides, Magister
Thesis, University of Constantine, Constantine, 1994.
[11] Development of the Standards, ISO 3685, Tests life of the
shaper tools to active part. International Standard.
www.upcomillas.es/periodicas
[12] J. E. Sundgren, “Structure and Properties of TIN Coatings,”
Thin Solid Films, Vol. 128, No. 1-2, 1985, pp. 21-44.
[13] W. D. Sproul, “Very High Rate Reactive Sputtering of
TiN, ZrN and HfN,” Thin Solid Films, Vol. 107, No. 2,
1983, pp. 141-147. doi:10.1016/0040-6090(83)90016-0