Ultraviolet Protection, Flame Retardancy and Antibacterial Properties of Treated Polyester Fabric 1441
Using Plasma-Nano Technology
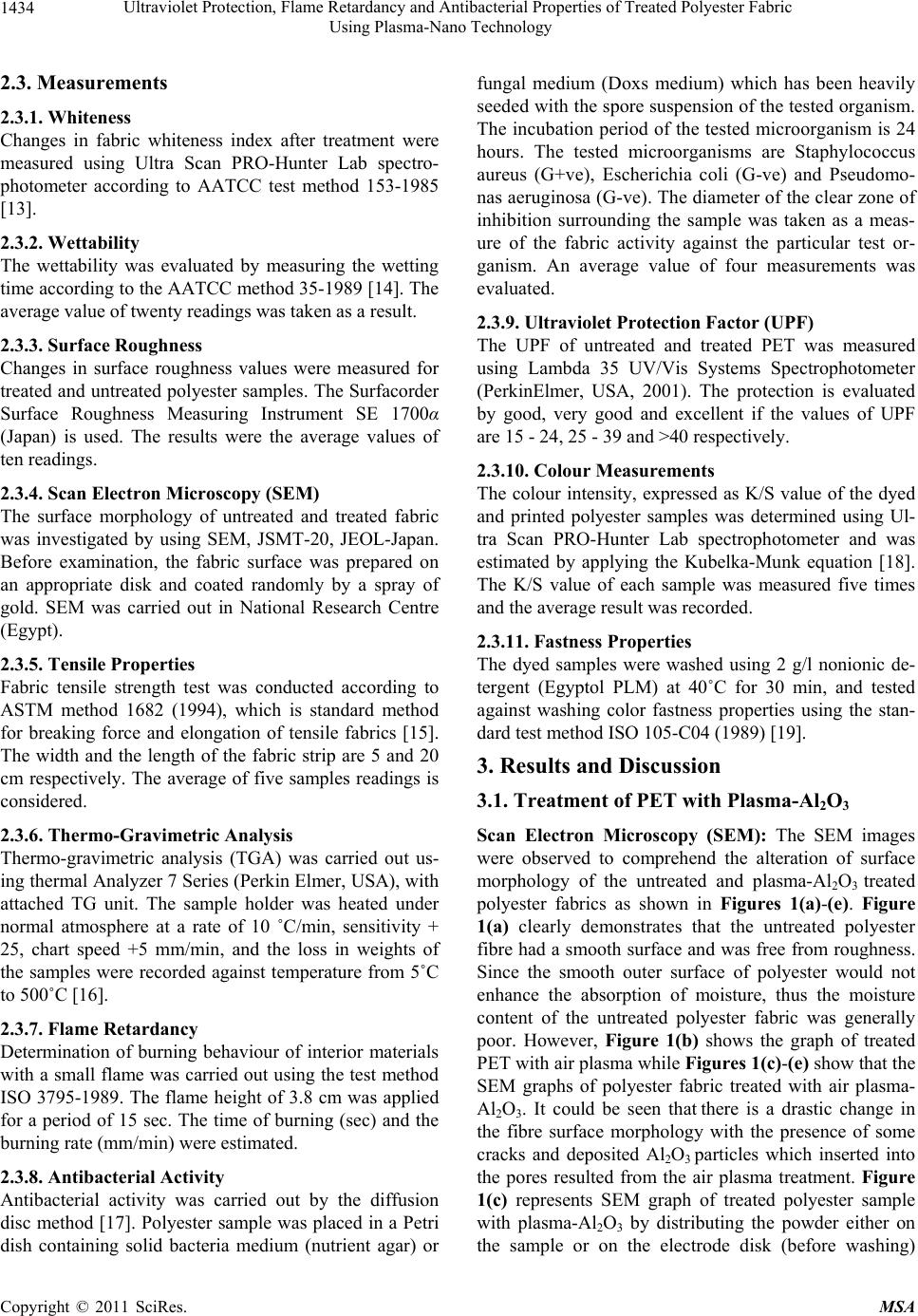
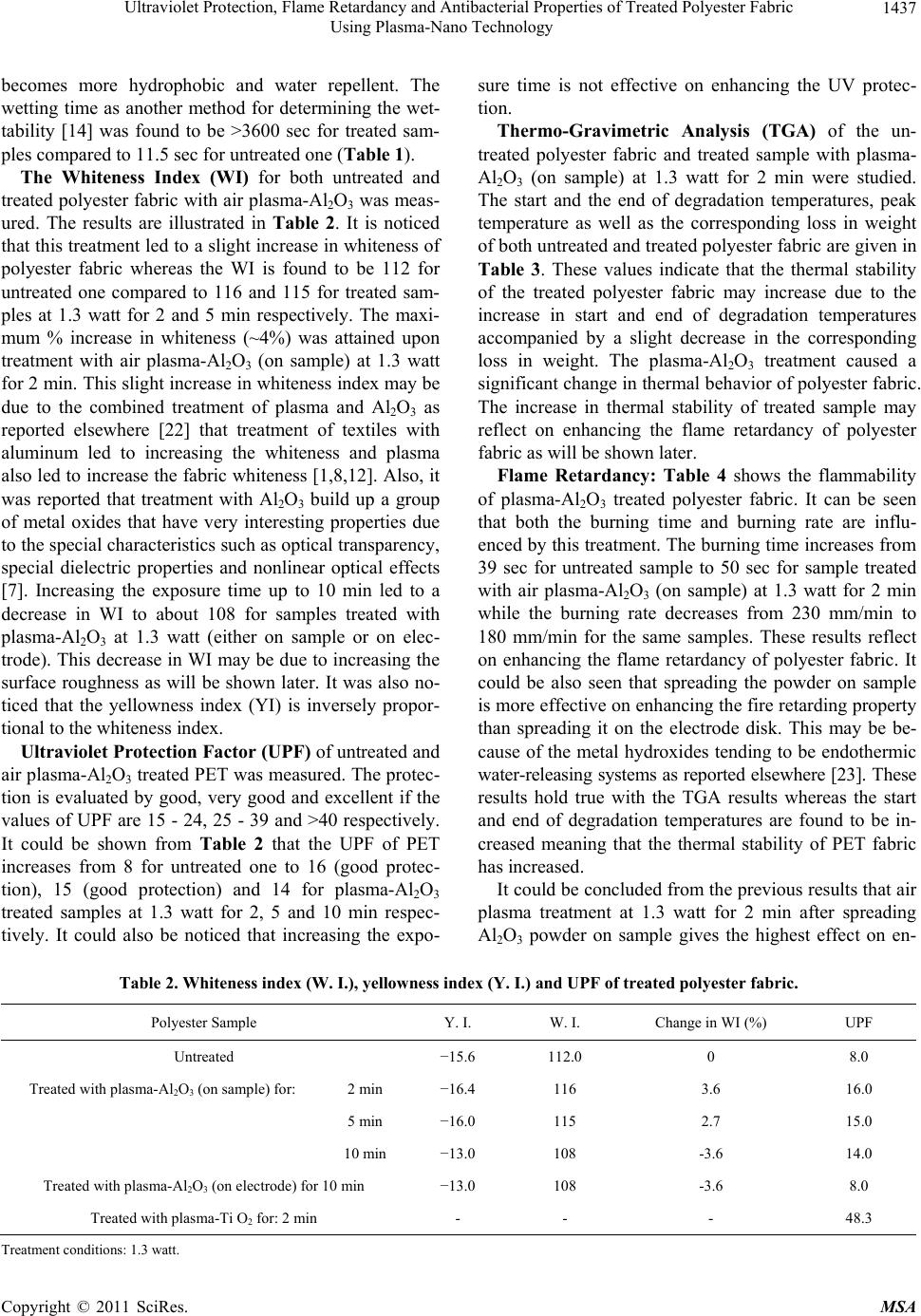
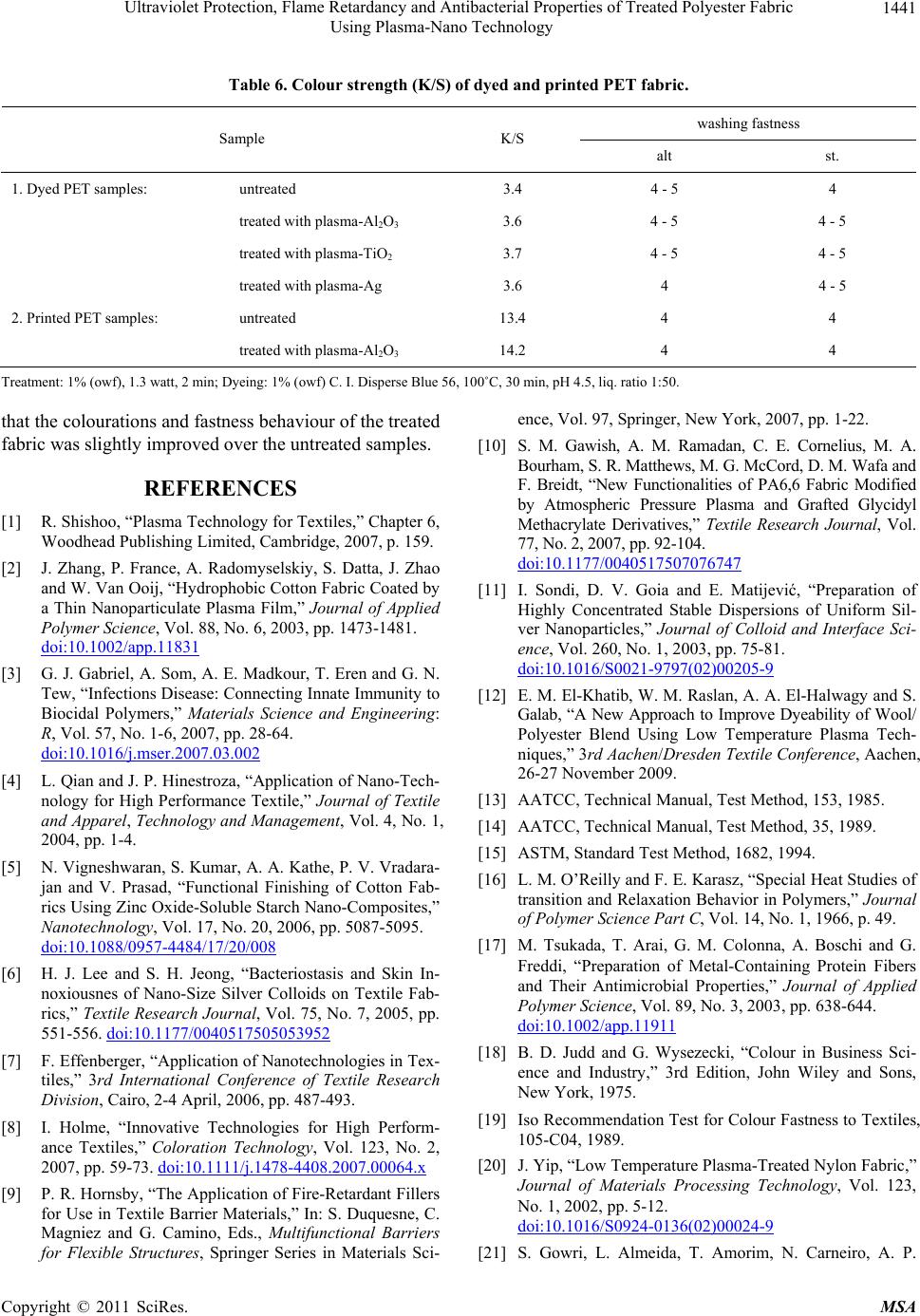
Table 6. Colour strength (K/S) of dyed and printed PET fabric.
washing fastness
Sample K/S
alt st.
1. Dyed PET samples: untreated 3.4 4 - 5 4
treated with plasma-Al2O3 3.6 4 - 5 4 - 5
treated with plasma-TiO2 3.7 4 - 5 4 - 5
treated with plasma-Ag 3.6 4 4 - 5
2. Printed PET samples: untreated 13.4 4 4
treated with plasma-Al2O3 14.2 4 4
Treatment: 1% (owf), 1.3 watt, 2 min; Dyeing: 1% (owf) C. I. Disperse Blue 56, 100˚C, 30 min, pH 4.5, liq. ratio 1:50.
that the colourations and fastness behaviour of the treated
fabric was slightly improved over the untreated samples.
REFERENCES
[1] R. Shishoo, “Plasma Technology for Textiles,” Chapter 6,
Woodhead Publishing Limited, Cambridge, 2007, p. 159.
[2] J. Zhang, P. France, A. Radomyselskiy, S. Datta, J. Zhao
and W. Van Ooij, “Hydrophobic Cotton Fabric Coated by
a Thin Nanoparticulate Plasma Film,” Journal of Applied
Polymer Science, Vol. 88, No. 6, 2003, pp. 1473-1481.
doi:10.1002/app.11831
[3] G. J. Gabriel, A. Som, A. E. Madkour, T. Eren and G. N.
Tew, “Infections Disease: Connecting Innate Immunity to
Biocidal Polymers,” Materials Science and Engineering:
R, Vol. 57, No. 1-6, 2007, pp. 28-64.
doi:10.1016/j.mser.2007.03.002
[4] L. Qian and J. P. Hinestroza, “Application of Nano-Tech-
nology for High Performance Textile,” Journal of Textile
and Apparel, Technology and Management, Vol. 4, No. 1,
2004, pp. 1-4.
[5] N. Vigneshwaran, S. Kumar, A. A. Kathe, P. V. Vradara-
jan and V. Prasad, “Functional Finishing of Cotton Fab-
rics Using Zinc Oxide-Soluble Starch Nano-Composites,”
Nanotechnology, Vol. 17, No. 20, 2006, pp. 5087-5095.
doi:10.1088/0957-4484/17/20/008
[6] H. J. Lee and S. H. Jeong, “Bacteriostasis and Skin In-
noxiousnes of Nano-Size Silver Colloids on Textile Fab-
rics,” Textile Research Journal, Vol. 75, No. 7, 2005, pp.
551-556. doi:10.1177/0040517505053952
[7] F. Effenberger, “Application of Nanotechnologies in Tex-
tiles,” 3rd International Conference of Textile Research
Division, Cairo, 2-4 April, 2006, pp. 487-493.
[8] I. Holme, “Innovative Technologies for High Perform-
ance Textiles,” Coloration Technology, Vol. 123, No. 2,
2007, pp. 59-73. doi:10.1111/j.1478-4408.2007.00064.x
[9] P. R. Hornsby, “The Application of Fire-Retardant Fillers
for Use in Textile Barrier Materials,” In: S. Duquesne, C.
Magniez and G. Camino, Eds., Multifunctional Barriers
for Flexible Structures, Springer Series in Materials Sci-
ence, Vol. 97, Springer, New York, 2007, pp. 1-22.
[10] S. M. Gawish, A. M. Ramadan, C. E. Cornelius, M. A.
Bourham, S. R. Matthews, M. G. McCord, D. M. Wafa and
F. Breidt, “New Functionalities of PA6,6 Fabric Modified
by Atmospheric Pressure Plasma and Grafted Glycidyl
Methacrylate Derivatives,” Textile Research Journal, Vol.
77, No. 2, 2007, pp. 92-104.
doi:10.1177/0040517507076747
[11] I. Sondi, D. V. Goia and E. Matijević, “Preparation of
Highly Concentrated Stable Dispersions of Uniform Sil-
ver Nanoparticles,” Journal of Colloid and Interface Sci-
ence, Vol. 260, No. 1, 2003, pp. 75-81.
doi:10.1016/S0021-9797(02)00205-9
[12] E. M. El-Khatib, W. M. Raslan, A. A. El-Halwagy and S.
Galab, “A New Approach to Improve Dyeability of Wool/
Polyester Blend Using Low Temperature Plasma Tech-
niques,” 3rd Aachen/Dresden Textile Conference, Aachen,
26-27 November 2009.
[13] AATCC, Technical Manual, Test Method, 153, 1985.
[14] AATCC, Technical Manual, Test Method, 35, 1989.
[15] ASTM, Standard Test Method, 1682, 1994.
[16] L. M. O’Reilly and F. E. Karasz, “Special Heat Studies of
transition and Relaxation Behavior in Polymers,” Journal
of Polymer Science Part C, Vol. 14, No. 1, 1966, p. 49.
[17] M. Tsukada, T. Arai, G. M. Colonna, A. Boschi and G.
Freddi, “Preparation of Metal-Containing Protein Fibers
and Their Antimicrobial Properties,” Journal of Applied
Polymer Science, Vol. 89, No. 3, 2003, pp. 638-644.
doi:10.1002/app.11911
[18] B. D. Judd and G. Wysezecki, “Colour in Business Sci-
ence and Industry,” 3rd Edition, John Wiley and Sons,
New York, 1975.
[19] Iso Recommendation Test for Colour Fastness to Textiles,
105-C04, 1989.
[20] J. Yip, “Low Temperature Plasma-Treated Nylon Fabric,”
Journal of Materials Processing Technology, Vol. 123,
No. 1, 2002, pp. 5-12.
doi:10.1016/S0924-0136(02)00024-9
[21] S. Gowri, L. Almeida, T. Amorim, N. Carneiro, A. P.
Copyright © 2011 SciRes. MSA