J. Biomedical Science and Engineering, 2011, 4, 651-656
doi:10.4236/jbise.2011.410081 Published Online October 2011 (http://www.SciRP.org/journal/jbise/
JBiSE
).
Published Online October 2011 in SciRes. http://www.scirp.org/journal/JBiSE
The role of hardness and roughness on the wear of different
CoCrMo counterfaces on UHMWPE for artificial joints
V ictor A. González-Mora1, Michael Hoffmann1, Rien Stroosnijder1, F. Javier Gil2
1Institute for Health and Consumer Protection, Joint Research Centre, European Commision, Ispra, Italy;
2Department of Materials Science and Matallurgical, Technical University of Catalonia, Barcelona, Spain.
Email: francesc.xavier.gil@upc.edu
Received 19 April 2011; revised 12 May 2011; accepted 2 September 2011.
ABSTRACT
Wear tests were carried out to study the effect of the
hardness and roughness with various counterface
materials on UHMWPE wear behaviour. The materi-
als used as counterfaces were based on varieties of
CoCrMo: 1) forged (hand-polished) CoCrMo, 2)
forged (mass-finished) CoCrMo, and 3) cast (mass-
finished) CoCrMo. Additionally, two coatings were
proposed: 1) a CoCrMo coating applied to the forged
CoCrMo alloy by means of physical vapour deposi-
tion (PVD), and 2) a ZrO2 coating applied to the
forged CoCrMo alloy by means of plasma-assisted
chemical vapour deposition (PACVD). The recipro-
cating pin-on-flat (RPOF) device for pin-on-disk
wear testing was used for this study. The worn sur-
faces were observed using optical, atomic force and
scanning electron microscopes.
Keywords: Wear; Artificial Joints; CoCrMo; Hardness;
Roughness
1. INTRODUCTION
The total replacement of damaged or diseased synovial
joints represents the greatest advance in orthopaedic
surgery the last century [1]. The ability to replace dam-
aged joints with prosthetic implants has brought relief to
millions of patients who would otherwise have been
severely limited in their most basic activities and re-
signed to a life of pain [1,2].
Actual material combinations are based on a polymer
component for the acetabular cup in the hip joint or the
tibial plateau in the knee joint, and a metallic or ceramic
counterface for the femoral head in the hip joint or the
femoral condyle in the knee joint. Specifically for the
polymeric component, the Ultra High Molecular Weight
Polyethylene (UHMWPE) has been universally adopted.
At present, the couple or sliding pair composed by
UHMWPE and a metallic counterface (currently a CoCr-
based alloy) are the most widely applied. This material
combination is referred to as polyethylene-on-metal arti-
ficial joint. Another possibility for the counterface mate-
rial is use of a ceramic material, this is referred to as a
polyethylene-on-ceramic (alumina and zirconia are the
most relevant ceramic materials). In the last years a re-
newed interest for two different concepts has developed.
These are the metal-on-metal and ceramic-on-ceramic
artificial joints [3,4].
When the natural joint has to be replaced with artifi-
cial materials, there is a change in the tribological situa-
tion due to the inability of the actual materials used to
produce an artificial permanent lubricating film. There-
fore, the materials used for articulating components in an
artificial joint are always subject to wear. Furthermore,
there is no ideal bearing material that currently fulfils all
the requirements of arthroplasty design [5-7]. Importan-
tly therefore wear has to be minimised to avoid possible
aseptic loosening following osteolysis due to particle-
initiated foreign body reaction [8,9].
The articulating surfaces of a total joint replacement
are recognised as major sources of wear debris genera-
tion. Accurate laboratory wear simulations are essential
for evaluating candidate materials and designs, because
it is neither practical nor justified to evaluate the nume-
rous potential design alternatives through clinical trials.
By means of laboratory wear tests, useful tribological
information can be produced for clinical assessment of
new designs, materials, surface treatments, coatings, etc.
2. MATERIALS AND METHODS
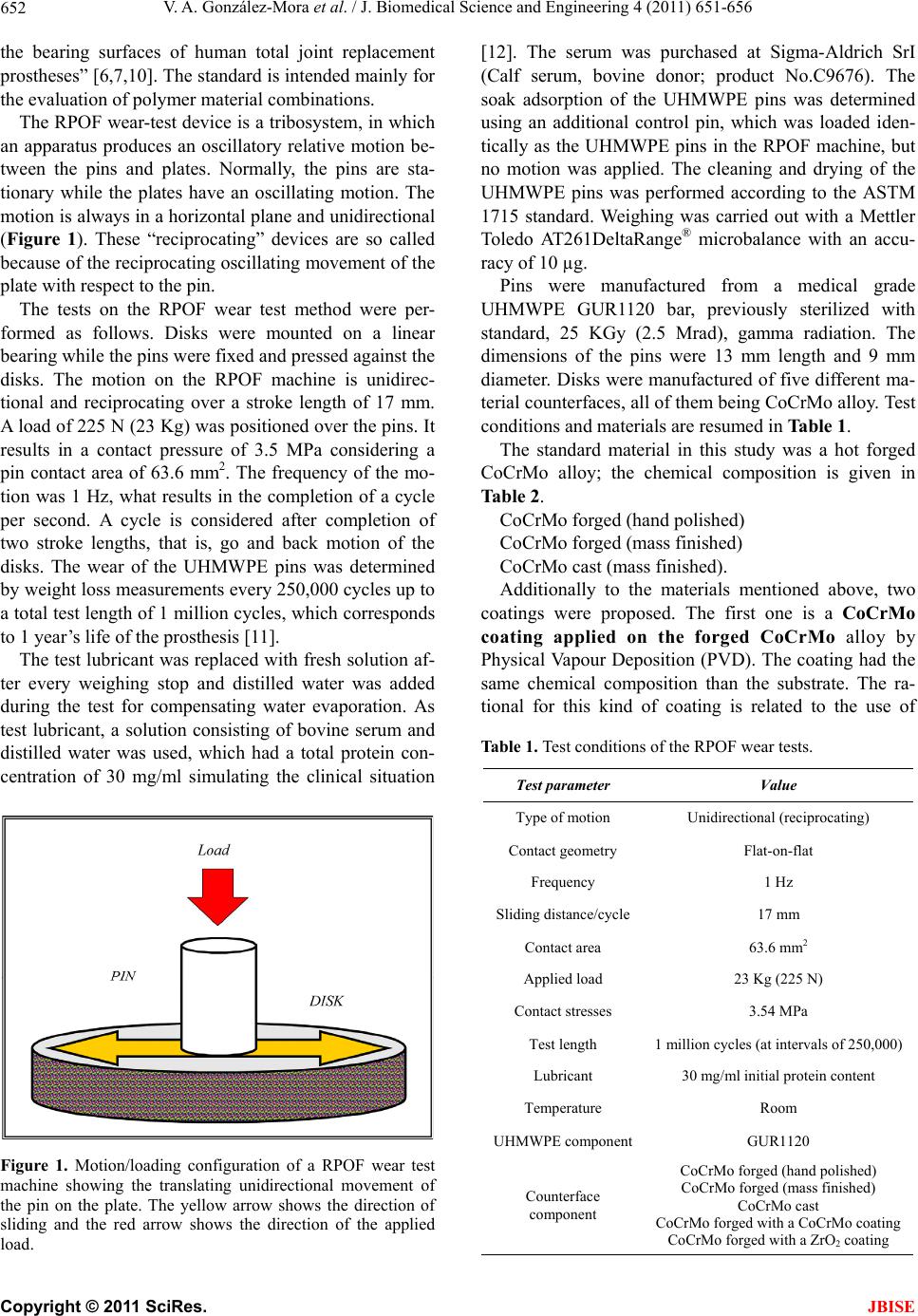
A reciprocating pin-on-flat (RPOF) device is a special
pin-on-disk (POD) wear tester that was designed in ac-
cordance with the ASTM F732-82 standard. This stan-
dard is the first specific standard in the field of biotri-
bology. It sets guidelines for a “laboratory method for
evaluation of the friction and wear properties of combi-
nations of materials that are being considered for use as