 Low Carbon Economy, 2011, 2, 115-122 doi:10.4236/lce.2011.23015 Published Online September 2011 (http://www.SciRP.org/journal/lce) Copyright © 2011 SciRes. LCE 115 Combining Steel and Chemical Production to Reduce CO2 Emissions Jouko Arvola, Janne Harkonen, Matti Mottonen, Harri Haapasalo, Pekka Tervonen Department of Industrial Engineering and Management, University of Oulu, Oulu, Finland. Email: {jouko.arvola, janne.harkonen, matti.mottonen, harri.haapasalo}@oulu.fi; pekka.tervonen@ruukki.com Received July 4th, 2011; revised July 31st, 2011; accepted August 8th, 2011. ABSTRACT New legislation and emissions trading increase pressures for the industry to find new environmentally sound solu tions. This research analyses the utilisation of carbon monoxide (CO), formed in steel mills from the emissions reduction viewpoint. The resea rch studies possibilities of combin ing steel and chemical p roductions fro m economic and environ- mental perspectives. The analysis includes considering emissions costs and electricity price, when CO is converted into chemical products. The results prove the economic profitability of a steel mill selling CO gas to a chemical producer instead of using it for energy production, while CO2 emissions are simultaneously reduced. Keywords: Emissions Trading, Carbon Dioxide, Carbon Monoxide, Steel Industry, Chemical Industry, Sustainability 1. Introduction Carbon dioxide (CO2) and other green house gases are a widely recognised problem [1-5]. Use of carbon-based raw materials is largely the origin behind CO2 increase in the atmosphere. The global atmospheric concentration of CO2 has increased from a pre-industrial value of about 280 ppm to 379 ppm [6]. New environmental legislation aims to tackle the ef- fects of carbon dioxide emissions. The Kyoto Protocol treaty was negotiated to reduce the global greenhouse gas emissions in a globally coordinated manner [2]. The Eu- ropean Union countries in their “Energy policy for Eu- rope” have set targets for national energy policies [7]. EU is committed to reducing its overall emissions, cal- culated as CO2, to at least 20% below the 1990 levels by 2020. Steel industry is a significant emissions source as globally 6% - 7% of CO2 is caused by steel manufactur- ing [8]. The emissions in steel industry are influenced by used production routes, product mix, production energy efficiency, fuel mix, carbon intensity of the fuel mix, and electricity carbon intensity [8]. The production of steel has increased almost steadily during the last 40 years from 595 Mt/a in 1970 to 1327 Mt/a in 2008 [9]. Steel mill emissions are included in emissions trade scheme (ETS) [10], and consequently it is worthwhile consider- ing new ways to reduce CO2 emissions. About 60 % of steel is made in blast furnaces (BF) through iron ore reduction [11], on which this article concentrates. Other alternatives, scrap steel melting in electronic furnaces and direct reduction of iron are out of the scope of this study. A typical BF based steel mill consists of a coking plant, BF, basic oxygen furnace (BOF) , power house, hot strip mill and a sinter plant. Process gases are produced in coking plant, in BF and in BOF. Typically, 69% of CO2 gases originate from BF, 7% from BOF gas and 6% from coke oven. The remaining 18% originate from other fos- sil fuels imported into a steel mill. Besides considering the origin of CO2, one should also analyse from which physical locations the CO2 comes out as emissions. Typically 39% of CO2 emissions exit from a power plant, 19% from coke ovens, 14% from a sinter plant, 12% from heating hot stoves in BF, and the rest from other sources [12]. The literature discusses different ways of reducing CO2 emissions in steel industry. As an example, CO2 capture and storage combined with top gas recycling in blast furnaces, and use of charcoal instead of coal are considered as possibilities to reduce emissions [13-16]. In addition, Diemer et al. [17] present different ways of reducing CO2 emissions by seeking for alternative uses for coke oven gases in steel mills. One potential sustainable way to reduce CO2 emis- sions is to utilise the CO2 from industrial processes to produce various chemicals, material and fuels [18]. CO2 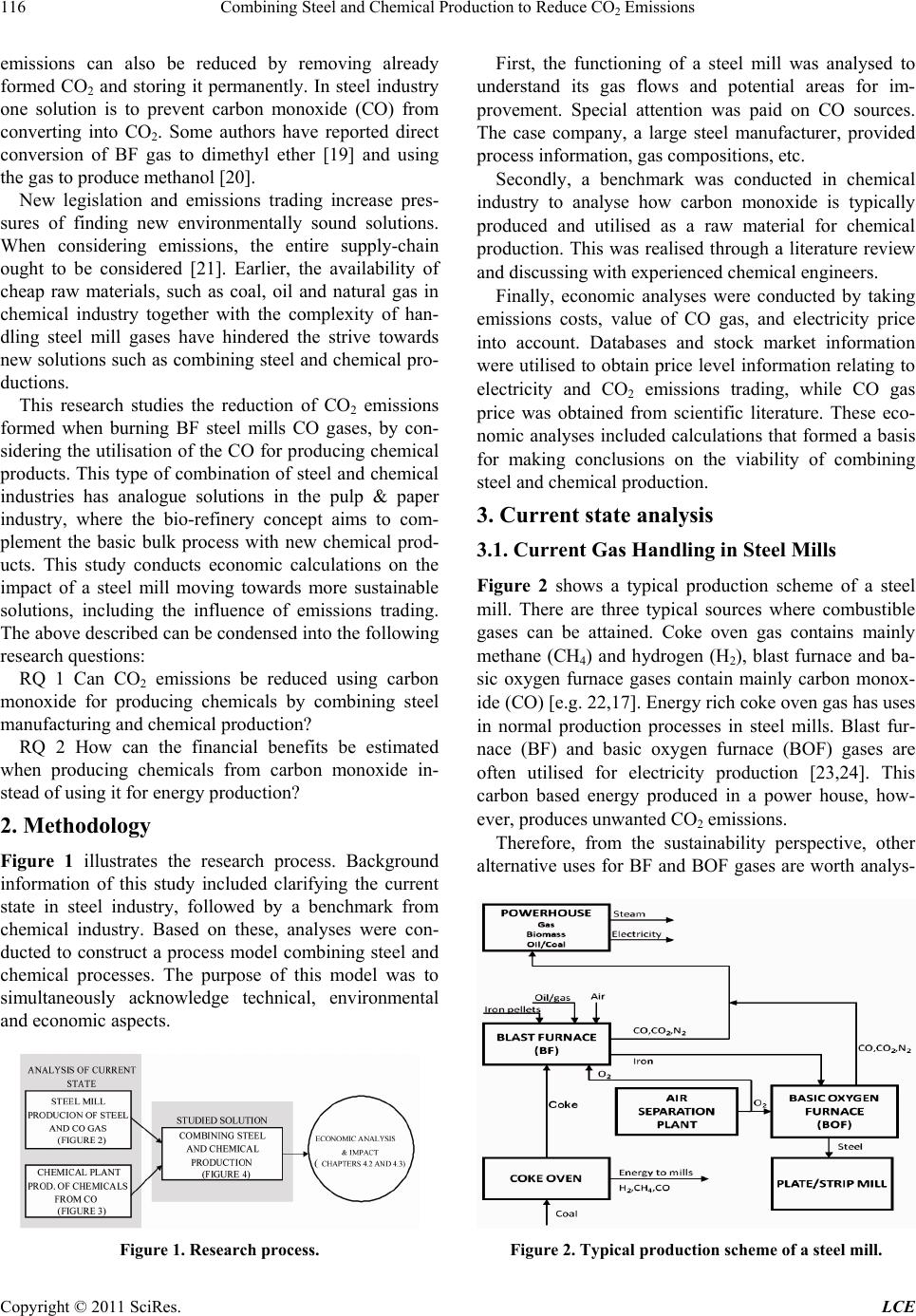 Combining Steel and Chemical Production to Reduce CO Emissions 116 2 emissions can also be reduced by removing already formed CO2 and storing it permanently. In steel industry one solution is to prevent carbon monoxide (CO) from converting into CO2. Some authors have reported direct conversion of BF gas to dimethyl ether [19] and using the gas to produce methanol [20]. New legislation and emissions trading increase pres- sures of finding new environmentally sound solutions. When considering emissions, the entire supply-chain ought to be considered [21]. Earlier, the availability of cheap raw materials, such as coal, oil and natural gas in chemical industry together with the complexity of han- dling steel mill gases have hindered the strive towards new solutions such as combining steel and chemical pro- ductions. This research studies the reduction of CO2 emissions formed when burning BF steel mills CO gases, by con- sidering the utilisation of the CO for producing chemical products. This type of combination of steel and chemical industries has analogue solutions in the pulp & paper industry, where the bio-refinery concept aims to com- plement the basic bulk process with new chemical prod- ucts. This study conducts economic calculations on the impact of a steel mill moving towards more sustainable solutions, including the influence of emissions trading. The above described can be condensed into the following research questions: RQ 1 Can CO2 emissions be reduced using carbon monoxide for producing chemicals by combining steel manufacturing and chemical production? RQ 2 How can the financial benefits be estimated when producing chemicals from carbon monoxide in- stead of using it for energy production? 2. Methodology Figure 1 illustrates the research process. Background information of this study included clarifying the current state in steel industry, followed by a benchmark from chemical industry. Based on these, analyses were con- ducted to construct a process model combining steel and chemical processes. The purpose of this model was to simultaneously acknowledge technical, environmental and economic aspects. Figure 1. Research process. First, the functioning of a steel mill was analysed to understand its gas flows and potential areas for im- provement. Special attention was paid on CO sources. The case company, a large steel manufacturer, provided process information, gas compositions, etc. Secondly, a benchmark was conducted in chemical industry to analyse how carbon monoxide is typically produced and utilised as a raw material for chemical production. This was realised through a literature review and discussing with experienced chemical engineers. Finally, economic analyses were conducted by taking emissions costs, value of CO gas, and electricity price into account. Databases and stock market information were utilised to obtain price level information relating to electricity and CO2 emissions trading, while CO gas price was obtained from scientific literature. These eco- nomic analyses included calculations that formed a basis for making conclusions on the viability of combining steel and chemical production. 3. Current state analysis 3.1. Current Gas Handling in Steel Mills Figure 2 shows a typical production scheme of a steel mill. There are three typical sources where combustible gases can be attained. Coke oven gas contains mainly methane (CH4) and hydrogen (H2), blast furnace and ba- sic oxygen furnace gases contain mainly carbon monox- ide (CO) [e.g. 22,17]. Energy rich coke oven gas has uses in normal production processes in steel mills. Blast fur- nace (BF) and basic oxygen furnace (BOF) gases are often utilised for electricity production [23,24]. This carbon based energy produced in a power house, how- ever, produces unwanted CO2 emissions. Therefore, from the sustainability perspective, other alternative uses for BF and BOF gases are worth analys- Figure 2. Typical production scheme of a steel mill. Copyright © 2011 SciRes. LCE 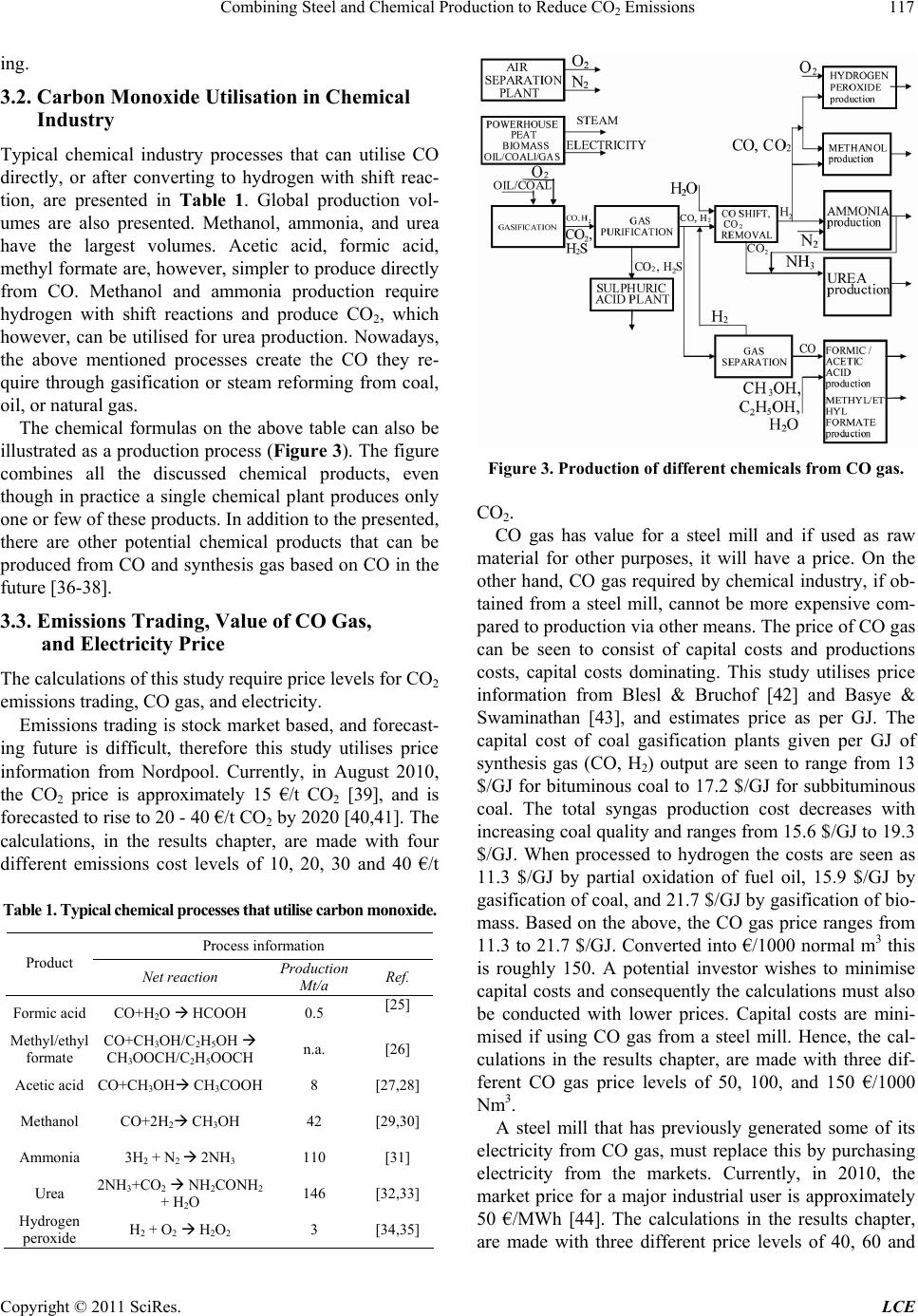 Combining Steel and Chemical Production to Reduce CO Emissions117 2 ing. 3.2. Carbon Monoxide Utilisation in Chemical Industry Typical chemical industry processes that can utilise CO directly, or after converting to hydrogen with shift reac- tion, are presented in Table 1. Global production vol- umes are also presented. Methanol, ammonia, and urea have the largest volumes. Acetic acid, formic acid, methyl formate are, however, simpler to produce directly from CO. Methanol and ammonia production require hydrogen with shift reactions and produce CO2, which however, can be utilised for urea production. Nowadays, the above mentioned processes create the CO they re- quire through gasification or steam reforming from coal, oil, or natural gas. The chemical formulas on the above table can also be illustrated as a production process (Figure 3). The figure combines all the discussed chemical products, even though in practice a single chemical plant produces only one or few of these products. In addition to the presented, there are other potential chemical products that can be produced from CO and synthesis gas based on CO in the future [36-38]. 3.3. Emissions Trading, Value of CO Gas, and Electricity Price The calculations of this study require price levels for CO2 emissions trading, CO gas, and electricity. Emissions trading is stock market based, and forecast- ing future is difficult, therefore this study utilises price information from Nordpool. Currently, in August 2010, the CO2 price is approximately 15 €/t CO2 [39], and is forecasted to rise to 20 - 40 €/t CO2 by 2020 [40,41]. The calculations, in the results chapter, are made with four different emissions cost levels of 10, 20, 30 and 40 €/t Table 1. Typical chemical processes that utilise carbon monoxide. Process information Product Net reaction Production Mt/a Ref. Formic acid CO+H2O HCOOH 0.5 [25] Methyl/ethyl formate CO+CH3OH/C2H5OH CH3OOCH/C2H5OOCH n.a. [26] Acetic acid CO+CH3OH CH3COOH 8 [27,28] Methanol CO+2H2 CH3OH 42 [29,30] Ammonia 3H2 + N2 2NH3 110 [31] Urea 2NH3+CO2 NH2CONH2 + H2O 146 [32,33] Hydrogen peroxide H2 + O2 H2O2 3 [34,35] Figure 3. Production of different chemicals from CO gas. CO2. CO gas has value for a steel mill and if used as raw material for other purposes, it will have a price. On the other hand, CO gas required by chemical industry, if ob- tained from a steel mill, cannot be more expensive com- pared to production via other means. The price of CO gas can be seen to consist of capital costs and productions costs, capital costs dominating. This study utilises price information from Blesl & Bruchof [42] and Basye & Swaminathan [43], and estimates price as per GJ. The capital cost of coal gasification plants given per GJ of synthesis gas (CO, H2) output are seen to range from 13 $/GJ for bituminous coal to 17.2 $/GJ for subbituminous coal. The total syngas production cost decreases with increasing coal quality and ranges from 15.6 $/GJ to 19.3 $/GJ. When processed to hydrogen the costs are seen as 11.3 $/GJ by partial oxidation of fuel oil, 15.9 $/GJ by gasification of coal, and 21.7 $/GJ by gasification of bio- mass. Based on the above, the CO gas price ranges from 11.3 to 21.7 $/GJ. Converted into €/1000 normal m3 this is roughly 150. A potential investor wishes to minimise capital costs and consequently the calculations must also be conducted with lower prices. Capital costs are mini- mised if using CO gas from a steel mill. Hence, the cal- culations in the results chapter, are made with three dif- ferent CO gas price levels of 50, 100, and 150 €/1000 Nm3. A steel mill that has previously generated some of its electricity from CO gas, must replace this by purchasing electricity from the markets. Currently, in 2010, the market price for a major industrial user is approximately 50 €/MWh [44]. The calculations in the results chapter, are made with three different price levels of 40, 60 and Copyright © 2011 SciRes. LCE 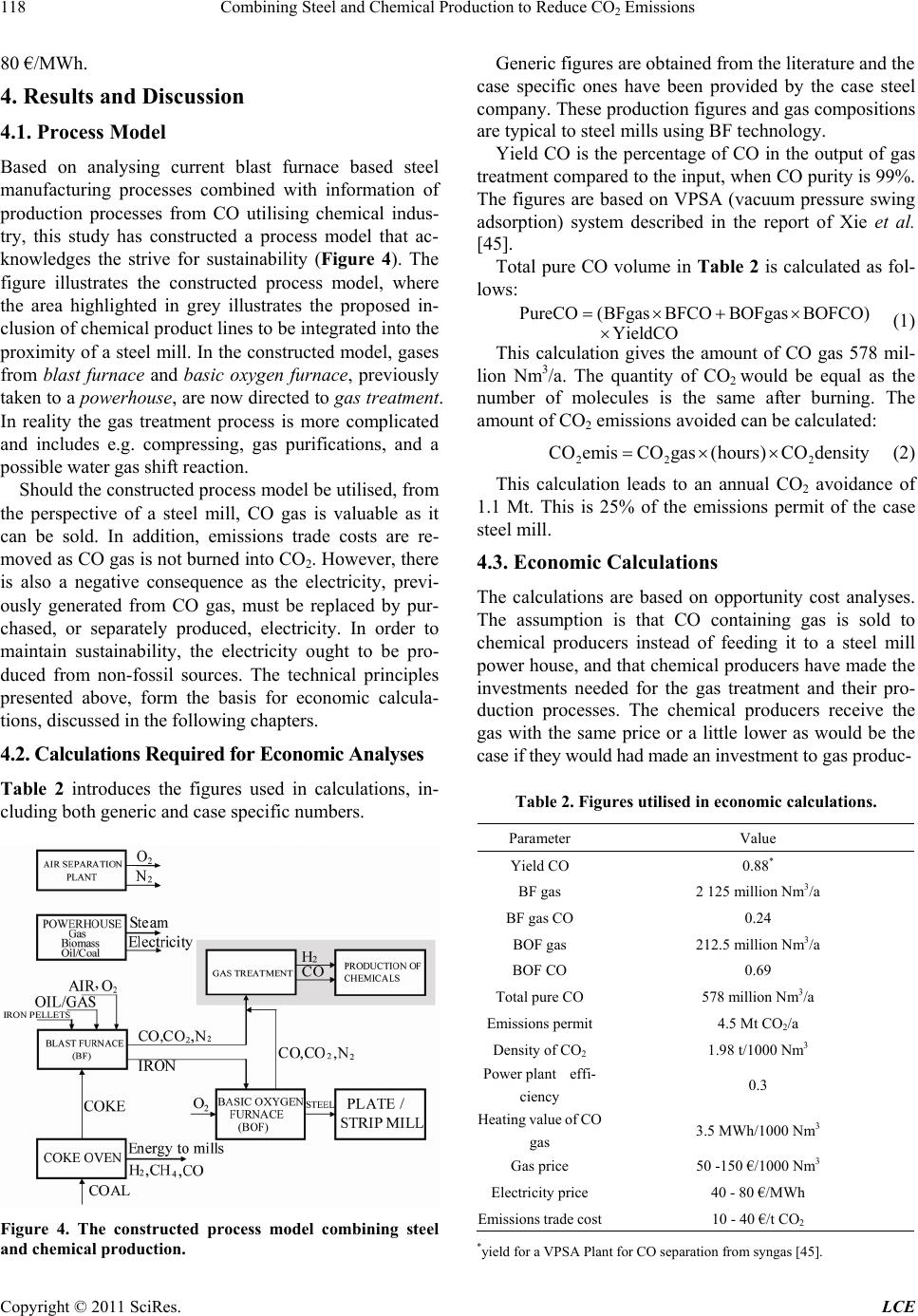 Combining Steel and Chemical Production to Reduce CO Emissions 118 2 80 €/MWh. 4. Results and Discussion 4.1. Process Model Based on analysing current blast furnace based steel manufacturing processes combined with information of production processes from CO utilising chemical indus- try, this study has constructed a process model that ac- knowledges the strive for sustainability (Figure 4). The figure illustrates the constructed process model, where the area highlighted in grey illustrates the proposed in- clusion of chemical product lines to be integrated into the proximity of a steel mill. In the constructed model, gases from blast furnace and basic oxygen furnace, previously taken to a powerhouse, are now directed to gas treatment. In reality the gas treatment process is more complicated and includes e.g. compressing, gas purifications, and a possible water gas shift reaction. Should the constructed process model be utilised, from the perspective of a steel mill, CO gas is valuable as it can be sold. In addition, emissions trade costs are re- moved as CO gas is not burned into CO2. However, there is also a negative consequence as the electricity, previ- ously generated from CO gas, must be replaced by pur- chased, or separately produced, electricity. In order to maintain sustainability, the electricity ought to be pro- duced from non-fossil sources. The technical principles presented above, form the basis for economic calcula- tions, discussed in the following chapters. 4.2. Calculations Required for Econ omic Analyses Table 2 introduces the figures used in calculations, in- cluding both generic and case specific numbers. Figure 4. The constructed process model combining steel and chemical production. Generic figures are obtained from the literature and the case specific ones have been provided by the case steel company. These production figures and gas compositions are typical to steel mills using BF technology. Yield CO is the percentage of CO in the output of gas treatment compared to the input, when CO purity is 99%. The figures are based on VPSA (vacuum pressure swing adsorption) system described in the report of Xie et al. [45]. Total pure CO volume in Table 2 is calculated as fol- lows: PureCO(BFgas BFCOBOFgas BOFCO) YieldCO (1) This calculation gives the amount of CO gas 578 mil- lion Nm3/a. The quantity of CO2 would be equal as the number of molecules is the same after burning. The amount of CO2 emissions avoided can be calculated: 22 2 CO emisCO gas(hours)CO density (2) This calculation leads to an annual CO2 avoidance of 1.1 Mt. This is 25% of the emissions permit of the case steel mill. 4.3. Economic Calculations The calculations are based on opportunity cost analyses. The assumption is that CO containing gas is sold to chemical producers instead of feeding it to a steel mill power house, and that chemical producers have made the investments needed for the gas treatment and their pro- duction processes. The chemical producers receive the gas with the same price or a little lower as would be the case if they would had made an investment to gas produc- Table 2. Figures utilised in economic calculations. Parameter Value Yield CO 0.88* BF gas 2 125 million Nm3/a BF gas CO 0.24 BOF gas 212.5 million Nm3/a BOF CO 0.69 Total pure CO 578 million Nm3/a Emissions permit4.5 Mt CO2/a Density of CO2 1.98 t/1000 Nm3 Power plant effi- ciency 0.3 Heating value of CO gas 3.5 MWh/1000 Nm3 Gas price 50 -150 €/1000 Nm3 Electricity price40 - 80 €/MWh Emissions trade cost10 - 40 €/t CO2 *yield for a VPSA Plant for CO separation from syngas [45]. Copyright © 2011 SciRes. LCE 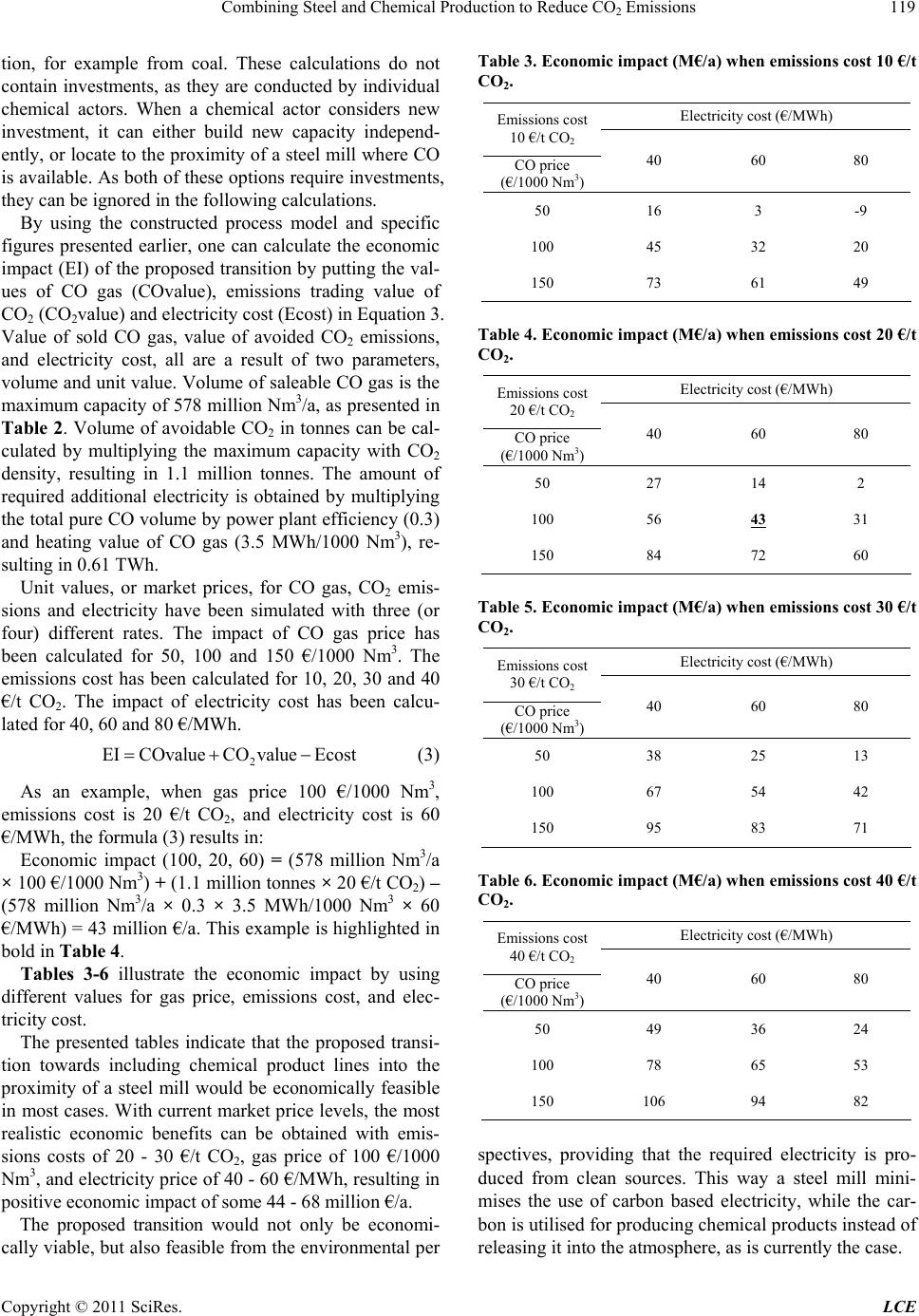 Combining Steel and Chemical Production to Reduce CO Emissions119 2 tion, for example from coal. These calculations do not contain investments, as they are conducted by individual chemical actors. When a chemical actor considers new investment, it can either build new capacity independ- ently, or locate to the proximity of a steel mill where CO is available. As both of these options require investments, they can be ignored in the following calculations. By using the constructed process model and specific figures presented earlier, one can calculate the economic impact (EI) of the proposed transition by putting the val- ues of CO gas (COvalue), emissions trading value of CO2 (CO2value) and electricity cost (Ecost) in Equation 3. Value of sold CO gas, value of avoided CO2 emissions, and electricity cost, all are a result of two parameters, volume and unit value. Volume of saleable CO gas is the maximum capacity of 578 million Nm3/a, as presented in Table 2. Volume of avoidable CO2 in tonnes can be cal- culated by multiplying the maximum capacity with CO2 density, resulting in 1.1 million tonnes. The amount of required additional electricity is obtained by multiplying the total pure CO volume by power plant efficiency (0.3) and heating value of CO gas (3.5 MWh/1000 Nm3), re- sulting in 0.61 TWh. Unit values, or market prices, for CO gas, CO2 emis- sions and electricity have been simulated with three (or four) different rates. The impact of CO gas price has been calculated for 50, 100 and 150 €/1000 Nm3. The emissions cost has been calculated for 10, 20, 30 and 40 €/t CO2. The impact of electricity cost has been calcu- lated for 40, 60 and 80 €/MWh. 2 EICOvalueCO valueEcost (3) As an example, when gas price 100 €/1000 Nm3, emissions cost is 20 €/t CO2, and electricity cost is 60 €/MWh, the formula (3) results in: Economic impact (100, 20, 60) = (578 million Nm3/a × 100 €/1000 Nm3) + (1.1 million tonnes × 20 €/t CO2) – (578 million Nm3/a × 0.3 × 3.5 MWh/1000 Nm3 × 60 €/MWh) = 43 million €/a. This example is highlighted in bold in Table 4. Tables 3-6 illustrate the economic impact by using different values for gas price, emissions cost, and elec- tricity cost. The presented tables indicate that the proposed transi- tion towards including chemical product lines into the proximity of a steel mill would be economically feasible in most cases. With current market price levels, the most realistic economic benefits can be obtained with emis- sions costs of 20 - 30 €/t CO2, gas price of 100 €/1000 Nm3, and electricity price of 40 - 60 €/MWh, resulting in positive economic impact of some 44 - 68 million €/a. The proposed transition would not only be economi- cally viable, but also feasible from the environmental per Table 3. Economic impact (M€/a) when emissions cost 10 €/t CO2. Electricity cost (€/MWh) Emissions cost 10 €/t CO2 CO price (€/1000 Nm3) 40 60 80 50 16 3 -9 100 45 32 20 150 73 61 49 Table 4. Economic impact (M€/a) when emissions cost 20 €/t CO2. Electricity cost (€/MWh) Emissions cost 20 €/t CO2 CO price (€/1000 Nm3) 40 60 80 50 27 14 2 100 56 43 31 150 84 72 60 Table 5. Economic impact (M€/a) when emissions cost 30 €/t CO2. Electricity cost (€/MWh) Emissions cost 30 €/t CO2 CO price (€/1000 Nm3) 40 60 80 50 38 25 13 100 67 54 42 150 95 83 71 Table 6. Economic impact (M€/a) when emissions cost 40 €/t CO2. Electricity cost (€/MWh) Emissions cost 40 €/t CO2 CO price (€/1000 Nm3) 40 60 80 50 49 36 24 100 78 65 53 150 106 94 82 spectives, providing that the required electricity is pro- duced from clean sources. This way a steel mill mini- mises the use of carbon based electricity, while the car- bon is utilised for producing chemical products instead of releasing it into the atmosphere, as is currently the case. Copyright © 2011 SciRes. LCE  Combining Steel and Chemical Production to Reduce CO Emissions 120 2 The results show the economic viability, however, a steel mill needs chemical actors to join this type of ef- forts. This study provides a fundamental principle for calculating the economic feasibility, but relevant actors should always conduct their calculations with exact fig- ures relevant to their business reality. 5. Conclusions New legislation and emissions trading increase pressures of finding new environmentally sound solutions in order to tackle climate change. There are pressures also in steel industry that causes some 6% - 7% of global CO2 emis- sions. This research studies the reduction of CO gas, a pre-form of CO2, formed in steel mills, by considering the utilisation of the CO for producing chemical products. This study conducts economic calculations on the impact of a steel mill selling CO gas to be used as raw material for chemical products by taking emissions costs, value of CO gas, and electricity price into account. The results of this study show that carbon dioxide emissions caused by steel industry can be reduced by selling CO gas, from blast furnace and basic oxygen fur- nace, to chemical industry. As this CO gas is currently utilised for producing energy, the replacement electricity has to be bought from the markets. In order to meet the environmental requirements, this electricity must origi- nate from sustainable sources. The results prove the economic profitability of a tran- sition from in-house electricity production from CO gas to selling it to a chemical producer. The financial bene- fits of producing chemicals from carbon monoxide pro- duced by a steel mill, can be estimated by acknowledging potential gains and tradeoffs. A steel mill would gain the price obtained for sold CO gas, and the impact of emis- sions trading costs. The tradeoffs would include a steel mill having to replace the electricity, previously pro- duced from CO gas, by energy purchased from the mar- kets. This study calculated the economic impact of this type of transition with different parameters and compared to a true steel industry scale. With current price levels for electricity, CO gas, and the impact of emissions trading, a steel mill, producing a volume of 600 million Nm3/a of total pure CO, would benefit of some 50 million € annu- ally, if all of the CO gas would be sold for chemical production. CO2 emissions trading roughly doubles the economic incentives for such a transition. This study provides a potential model for managers in the steel industry for calculating alternative models for operations by using their own exact case-specific figures. This study supports combining economic facts with the strive towards sustainability. This article gives a tangible example on calculating CO2 emissions trading in eco- nomic terms. The managers in the chemicals industry, especially those considering new investments, may find the proposed transition as a new opportunity to obtain raw materials without extensive investments to produc- tion capacity for CO gas. The purpose of this article was to prove the viability of transition towards sustainability both technically and economically. However, this research did not cover the case specific realities of every steel or chemical producer. In addition, the CO quantities produced by steel industry are so vast that a single solution does not solve the envi- ronmental challenges of the entire sector. Also, the reali- ties of chemical producers were not looked upon, e.g. market growth for chemicals and steel mill site locations in relation to markets. The future research could include, aside addressing the above described limitations, analys- ing the detailed differences of BOF and BF gases from the perspective of chemical production. 6. Acknowledgements The authors would like to thank Dr Pekka Belt for his support in writing this article. REFERENCES [1] P. M. Cox, R. A. Betts, C. D. Jones, S. A. Spall and I. J. Totterdell, “Acceleration of Global Warming due to Car- bon-Cycle Feedbacks in a Coupled Climate Model,” Na- ture, Vol. 408, No. 6809, 2000, pp. 184-187. [2] United Nations, “Kyoto Protocol to the United Nations Framework Convention on Climate Change,” 1997. http:// unfccc.int/kyoto_protocol/items/2830.php [3] R. Schmalensee, T. M. Stoker and R. A. Judson, “World Carbon Dioxide Emissions: 1950-2050,” Review of Eco- nomics and Statistics, Vol. 80, No. 1, 1998, pp. 15-27. doi:10.1162/003465398557294 [4] D. S. White and A. J. Sulkowski, “Relative Ecological Footprints based on Resource Usage Efficiency Per Cap- ita: Macro-Level Segmentation of 121 Countries,” Inter- national Journal of Sustainable Economy, Vol. 2, No. 2, 2010, pp. 224-240. [5] I. Harris, M. Naim, A. Palmer, A. Potter and C. Mumford, “Assessing the Impact of Cost Optimization Based on In- frastructure Modelling on CO2 Emissions,” International Journal of Production Economics, Vol. 131, No. 1, 2011, pp. 313-321. doi:10.1016/j.ijpe.2010.03.005 [6] Intergovernmental Panel on Climate Change (IPCC), “Climate Change 2007: Synthesis Report (Fourth As- sessment Report of the IPCC),” 2008. http://www.ipcc.ch/pdf/assesment-report/ar4/syr/ar4_syr. pdf [7] Commission of the European Communities, “Communi- cation from the Commission to the European Council and the European Parliament. An Energy Police for Europe,” 2007. http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri= COM:2007:0001:FIN:EN:PDF Copyright © 2011 SciRes. LCE  Combining Steel and Chemical Production to Reduce CO Emissions121 2 [8] Y. Kim and E. Worrell, “International Comparison of CO2 Emission Trends in the Iron and Steel Industry,” Energy Policy, Vol. 30, No. 10, 2002, pp. 827-838. doi:10.1016/S0301-4215(01)00130-6 [9] World Steel Association, “World Steel in Figures 2009,” World Steel Association, Brussels, 2009. [10] European Parliament, “Directive 2003/87/EC,” European Union, Brussels, 2003. [11] L. Bernstein, J. Roy, K. Delhotal, J. Harnisch, R. Matsu- hashi, L. Price, K. Tanaka, E. Worrell, F. Yamba and Z. Fengqi, “In Contribution of Working Group III to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change,” Cambridge University Press, Cam- bridge, 2007. [12] J. Birat and F. Hanrot, “Ulcos: The European Steel Indus- try’s Effort to Find Breakthrough Technologies to Cut its CO2 Emissions Significantly,” 2006. http://www.ulcos.org/en/docs/Ref17%20-%20ULCOS_% 20Korea.pdf [13] J. Borlee, “Low CO2 Steels-ULCOS Project,” 2007. http://www.iea.org/work/2007/demand_side/borlee.pdf [14] J. Birat, J. Lorrain and Y. Lassat, “The ‘CO2-Tool’: CO2 Emissions & Energy Consumption of Existing & Break- through Steelmaking Routes,” Proceedings of the 4th Ulcos seminar, ArcelorMittal Maizieres-les-Metz, 1-2 October 2008, pp. 1-12. [15] B. Metz, O. Davidson, H. C. de Coninck, M. Loos and L. A. Meyer, “IPCC Special Report on Carbon Dioxide Capture and Storage,” Cambridge University Press, Cam- bridge, 2005. [16] C. Xu and D. Cang, “A Brief Overview of Low CO2 Emission Technologies for Iron and Steel Making,” In- ternational Journal of Iron and Steel Research, Vol. 17, No. 3, 2010, pp. 1-7. [17] P. Diemer, H. J. Killich, K. Knop, H. B. Lüngen, M. Re- inke and P. Schmöle, “Potentials for Utilization of Coke Oven Gas in Integrated Iron and Steel Works,” 2nd In- ternational Meeting on Ironmaking/1st International Symposium on Iron Ore, Vitoria, 12-15 September 2004, pp. 1-14. [18] C. Song, “Global Challenges and Strategies for Control, Conversion and Utilization of CO2 for Sustainable De- velopment Involving Energy, Catalysis, Adsorption and Chemical Processing,” Catalysis Today, Vol. 115, No. 1-4, 2006, pp. 2-32. doi:10.1016/j.cattod.2006.02.029 [19] S. Machida, T. Akiyama, A. Muramatsu and J. Yagi, “Direct Conversion of Blast Furnace Gas to Dimethyl Ether over Cu-ZnO-Ga2O3/γ-Al2O3 Hybrid Catalyst: Op- timum Mass Ratio of the Catalyst,” ISIJ International, Vol. 37, No. 5, 1997, pp. 531-535. doi:10.2355/isijinternational.37.531 [20] T. Akiyama, H. Sato, A. Muramatsu and J.Yagi, “Feasi- bility Study on Blast Furnace Ironmaking System Inte- grated with Methanol Synthesis for Reduction of Carbon Dioxide Emission and Effective Use of Exergy,” ISIJ In- ternational, Vol. 33, No. 11, 1993, pp. 1136-1143. doi:10.2355/isijinternational.33.1136 [21] B. Sundarakani, R. de Souza, M. Goh, S. M. Wagner and S. Manikandan, “Modeling Carbon Footprints across the Supply Chain,” International Journal of Production Eco- nomics, Vol. 128, No. 1, 2010, pp. 43-50. doi:10.1016/j.ijpe.2010.01.018 [22] J. De Beer, E. Worrell and K. Blok, “Future Technologies for Energy-Efficient Iron and Steel Making,” Annual Re- view of Energy and the Environment, Vol. 23, No. 1, 1998, pp. 123-205. doi:10.1146/annurev.energy.23.1.123 [23] F. Joseck, M. Wang and Y. Wu, “Potential Energy and Greenhouse Gas Emission Effects of Hydrogen Produc- tion from Coke oven Gas in US Steel Mills,” Interna- tional Journal of Hydrogen Energy, Vol. 33, No. 4, 2008, pp. 1445-1454. [24] D. J. Gielen and A. W. N. Van Dril, “The Basic Metal Industry and Its Energy Use,” Energy Research Centre of the Netherlands, Petten, 1997. [25] L. Yali, “Formic Acid Market,” China Chemical Reporter, Vol. 17, No. 17, 2006, p. 15. [26] W. Reutemann and H. Kieczka, “Formic Acid,” 2000. http://mrw.interscience.wiley.com/emrw/9783527306732/ ueic/article/a12_13/current/html [27] H. Cheung, R. Tanke and G. P. Torrence, “Acetic Acid,” 2000. http://mrw.interscience.wiley.com/emrw/9783527306732/ ueic/article/a01_045/current/html#a01_045-sec1-0004 [28] China Chemical Reporter, “Market Report,” China Che- mical Reporter, Beijing, 2006. [29] E. Fiedler, G. Grossmann, D. B. Kersebohm, G. Weiss and Witte, “Methanol,” 2000. http://onlinelibrary.wiley.com/doi/10.1002/14356007.a16 _465/full [30] J. Floren, “Milestones,” 2010. http://www.methanol.org/pdfFrame.cfm?pdf=Milestones. pdf [31] M. P. Sukumaran Nair, “Ammonia Industry—Today and Tomorrow,” Hydrocarbon Processing, Vol. 85, No. 4, 2006, pp. 47-55. [32] J. H. Meessen and H. Petersen, “Urea,” 23 September 2010. http://onlinelbrary.wiley.com/doi/10.1002/14356007.a27_ 333/ full [33] Icis.com, “Urea Uses and Market data,” 2009. http://www.icis.com/v2/chemicals/9076559/urea/uses.html [34] G. Goor, J. Glenneberg and S. Jacobi, “Hydrogen Perox- ide,” 23 September 2010. http://onlinelibrary.wiley.com/doi/10.1002/14356007.a13_ 443.pub2/abstract [35] Evonik Industries, “Hydrogen peroxide,” 2010. http://corprate.evonik.com/sites/dc/Downloadcenter/Evon ik/Corporate/en/Investor-Relations/Portrait/Portraet_Was- serstoffperoxid_-_englisch.pdf [36] J. S. Lee, J. Kim and Y. Kim, “Methyl Formate as a New Building Block in C1 Chemistry,” Applied Catalysis, Vol. 57, No. 1, 1990, pp. 1-30. doi:10.1016/S0166-9834(00)80720-4 [37] J. R. Rostrup-Nielsen, “New Aspects of Syngas Produc- Copyright © 2011 SciRes. LCE  Combining Steel and Chemical Production to Reduce CO2 Emissions Copyright © 2011 SciRes. LCE 122 tion and Use,” Catalysis today, Vol. 63, No. 2-4, 2000, pp. 159-164. doi:10.1016/S0920-5861(00)00455-7 [38] D. J. Wilhelm, D. R. Simbeck, A. D. Karp and R. L Dick- enson, “Syngas Production for Gas-to-Liquids Applica- tions: Technologies, Issues and Outlook* 1,” Fuel Proc- essing Technology, Vol. 71, No. 1-3, 2001, pp. 139-148. doi:10.1016/S0378-3820(01)00140-0 [39] Nord Pool 2010a, “Market Summary,” 2010. http://www.nordpool.com/trading/marketprices/market_s ummary [40] A. Kossoy and B. Ambrosi, “State and Trends of the Carbon Markets 2010,” The World Bank, Washington, D.C., 2010. [41] T. Reuters, “POLL EU Carbon Emissions, EUA Price Forecasts to 2020,” 2010. http://communities.thom- sonreuters.com/Carbon/507401 [42] M. Blesl and D. Bruchof, “Syngas Production from Coal,” IEA ETSAP, Stuttgart, 2010. [43] L. Basye and S. Swaminathan, “Hydrogen Production Costs—A Survey,” Sentech, Inc., Washington, D.C., 1997. doi:10.2172/674693 [44] Nord Pool 2010b, “Market Prices,” 2010. http://www. nordpool.com/trading/marketprices/history/ [45] Y. Xie, J. Zhang and W. Tang, “VPSA Plant fo CO Se- paration from Syngas with CUCLI/Zeolite,” 2006 AIChe annual meeting, AIChe, San Fransisco, 2006, pp. 1.
|