Journal of Signal and Information Processing, 2011, 2, 159-164
doi:10.4236/jsip.2011.23020 Published Online August 2011 (http://www.SciRP.org/journal/jsip)
Copyright © 2011 SciRes. JSIP
159
Study on Evaluation Method of Aluminum Alloy
Pulse MIG Welding Stability Based on Arc Voltage
Probability Density
Jing Nie1, Xiao-Feng Meng 1, Yu Shi2
1School of Instrumentation Science & Optoelectronics Engineering, Beihang University, Beijing, China; 2Key Laboratory of Non-
Ferrous Metal Alloys and Processing of Ministry of Education, Lanzhou University of Technology, Lanzhou, China.
Email: niky711@163.com
Received February 24th, 2011; revised April 16th, 2011; accepted April 25th, 2011.
ABSTRACT
Bring forward a new analytica l method in order to evaluate the stability of the process of a luminum alloy pulsed MIG
welding. The ratio of the first and the second peak in arc voltage signal probability density was selected to evaluate
aluminum alloy pulse MIG welding stability. By calculating the arc voltage signal probability density from 80 sets of
welding experiments, the ratio of the two peaks in arc voltage probability in every set was captured. And the evaluation
system of aluminum alloy pulse MIG welding stability was established. The smaller the ratio of peaks in arc voltage
signal probability density is, the better the stability of the welding will be; the bigger the ratio of peaks in arc voltage
signal probability density is, the poorer the stability of the welding will be.
Keywords: Aluminum Alloy, Pulse MIG, Welding Stability, Probability-Density, Arc Voltage
1. Introduction
The process of aluminum alloy pulse MIG welding is
characterized by its non-linearity, strong time-varying,
strong coupling between the parameters, and so forth [1].
The reason why its process is unstable has not been well
explained until now. Becaus e of the lack of the parameter
matched stability evalu ation indicators, the control of the
aluminum alloy pulse MIG welding by changing the
welding parameters is very difficult. The fail of matching
the parameter will probably lead to the instability in the
welding process or even worse. In recent years, many
scholars at home and abroad have studied the stability in
the welding process: reference [2] put forward an on-line
evaluation model of the process stability by use of the
statistical analysis and partial least-squares regression.
Reference [3] an d [4] found that the approximate entropy
of the arc signal varied with the change of the parameter.
Reference [5] and [6] analyzed the prob ability density of
the corresponding welding current and voltage and fi-
nally evaluated the welding stability.
This paper analyzed the probability density distribu-
tion of the 80 sets of voltage signal under different weld-
ing speed, wire-feeder speed and duty cycle matched pa-
rameters.
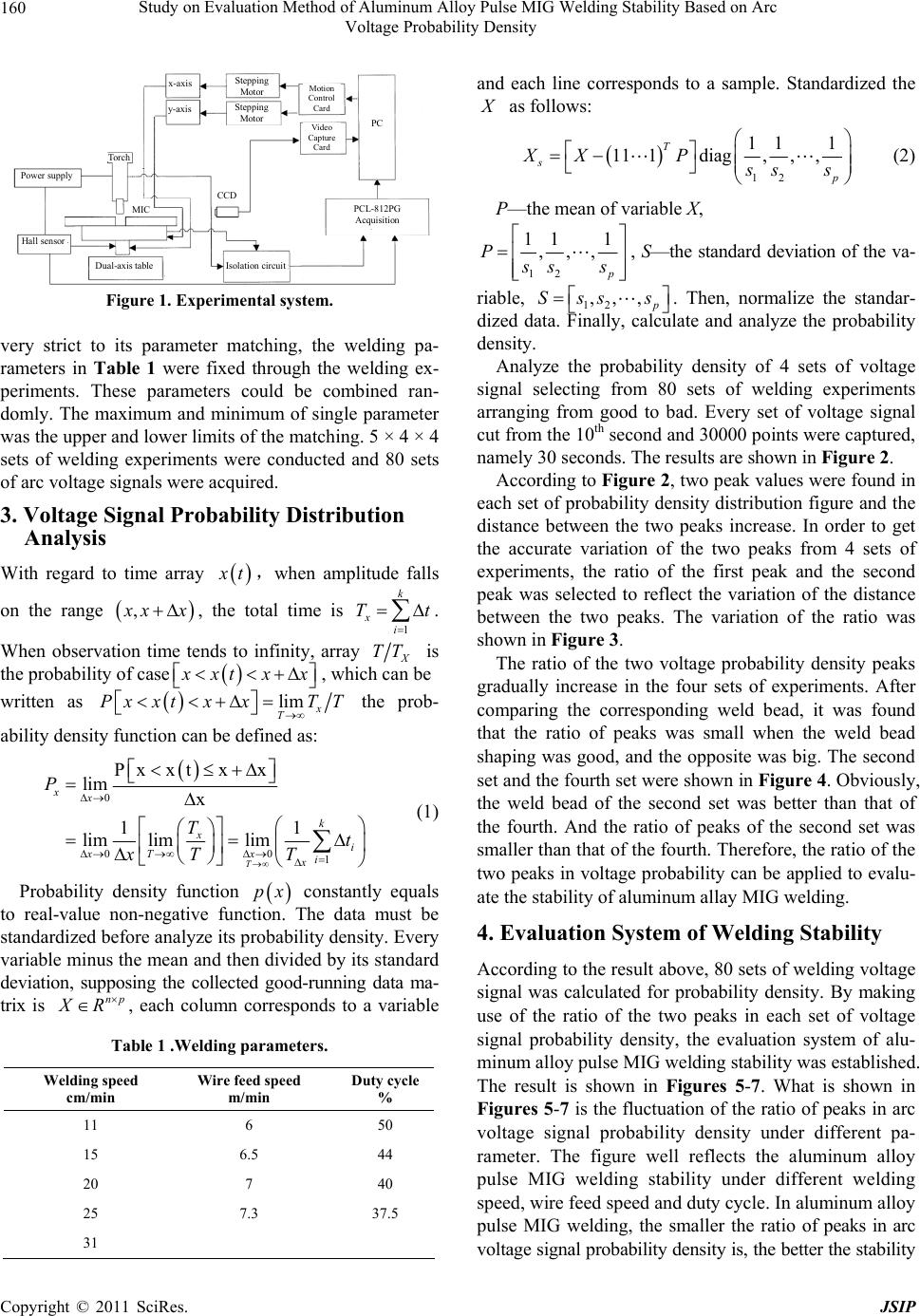
2. Experimental System
The experiment applied DELEX VIRIO MIG-400L
welding machine to pure Ar gas shield bead-on-plate
welding. The designation of the welding wire was 5356,
diameter 1.2 mm. The material of the workpiece was
aluminum50581-H321 with the thick of 6mm. The torch
was fixed during welding. And its distance between the
workpiece was unchanging. The workpiece moved on the
worktable. The initial wire extension was 15 mm. Data
acquisition card PCL812PG was applied to the welding
and its frequency was 1 kHz. The current sensor was
CSM400FA/100 mA. The time between the arc igniting
and ending was not less than 45 s. Video acquisition
captured the condition of the arc and molten pool to
judge the stability of the welding. Figure 1 was the ex-
perimental system.
Because of the finding that the duty cycle of the pulse
current, the wire-feeder speed and welding speed impact
the welding stability greatly, the experiment combined
the duty cycle, the wire-feeder speed and the welding
speed to weld. Th e base valu e o f the weld ing curren t was
25 A, the peak value 180 A, pulse frequency 40 Hz,
welding voltage 18 V, and shielding airflow 18 L/min.
Because the aluminum alloy pulse MIG welding was