Materials Sciences and Applications
Vol.05 No.11(2014), Article ID:50237,6 pages
10.4236/msa.2014.511082
Zr-Ti-Ni-Cu Amorphous Brazing Fillers Applied to Brazing Titanium TA2 and Q235 Steel
Jie Cui1, Qiuya Zhai1*, Jinfeng Xu1, Yahui Wang2, Jianlin Ye2
1School of Materials Science and Engineering, Xi’an University of Technology, Xi’an, China
2Xi’an Unit Container Manufacturing Co., Ltd., Xi’an, China
Email: *qiuyazhai@xaut.edu.cn
Copyright © 2014 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 22 June 2014; revised 26 July 2014; accepted 5 August 2014
ABSTRACT
Ti-Zr-Cu-Ni amorphous filler with good performance is suitable for joining TC and TB titanium alloy, but its melting temperature is higher than 882.5˚C, the α→β phase transition temperature of TA2, which makes the ductility of TA2 fall and the microstructure of the joint coarse. In this paper, Ti-Zr-Cu-Ni amorphous filler was redesigned and optimized by using orthogonal experiment to obtain three easy-to-use Zr-Ti-Ni-Cu amorphous fillers with low melting points and good plasticity. The fast cooling equipment was used to fabricate the brazing filler foils to implement the braze welding of TA2 and Q235 with high frequency inductance. The results indicate that all the brazing foils are amorphous structure with lower melting temperature, for example, Zr52Ti22Ni18Cu8 filler’s is 538˚C. The technical parameters in brazing welding are: welding temperature T = 800˚C; heating electric current I =
Keywords:
Titanium/Steel Brazing, Amorphous Brazing Filler, Joint Microstructure, Shear Strength

1. Introduction
Since the 1950s, titanium has gradually become an important metal with high specific strength, low density, good thermostability, tenacity, thermal conductivity and fatigue resistance but high price. Q235 mild steel is a common engineering material with good performance and low price. So, if these two materials can be connected together to be used, their merits can be expressed better, which has good practical worth and economical benefit [1] . However, there is big difference between the physical and chemical properties of titanium and steel, which makes it hard to connect these dissimilar metals. Many methods can be used to connect titanium and its alloy at present [2] . And brazing with simple technology, equipment and low welding temperature is the most appropriate for joining dissimilar metals. Titanium has active chemical property, so it must be brazed under vacuum or dry inert gas atmosphere.
At the moment, the brazing fillers applied to the brazing of titanium and its alloy can be divided into four kinds: Ag-based, Al-based, Pd-based and Ti-based fillers. Through rapid solidification, Ti based fillers can be made into amorphous brazing fillers which has uniform microstructure, little thickness, low welding temperature [3] and good brazing quality et al. Ti-Zr-Cu-Ni alloy is now considered to be the best amorphous filler for brazing titanium alloy, especially in high temperature and severe corrosion environments, but most of this kind of fillers are appropriate for TC and TB series of titanium alloys [4] , rarely for the connection of commercial pure titanium TA2 and mild steel Q235. The melting temperatures of Ti-Zr-Cu-Ni brazing fillers is in a range from 840˚C to 900˚C lower than the phase inversion temperatures of most titanium alloys, such as the most widely used TC4, whose phase inversion temperature is a range of 980˚C - 1000˚C [5] [6] ; however higher than the one of TA2, 882.5˚C. During the process of heating, when welding temperature is as high as the phase inversion temperature of titanium, α phase transforms into β phase with obvious coarsening tissue, then becomes acicular α phase during the subsequent cooling process, which makes the plasticity of the base metal TA2 reduced [7] . So it is urgent and hard to acquire a suitable brazing filler for bonding these dissimilar metals TA2 and Q235.
Therefore, the objective of this research is to lower the melting temperature of the Ti-Zr-Cu-Ni brazing filler in order to satisfy the requirement of the welding temperature for brazing TA2 and Q235, and to obtain a brazing filler with good performance appropriate to braze TA2 and Q235. In addition, effects of elements in brazing fillers, performance and microstructure of the fillers and joints will be investigated as well.
2. Experimental Work
Simple metals (99.99%) Ti, Zr, Cu, Ni were melted into alloy by high frequency induction heating equipment in argon atmosphere and brazing fillers were prepared by using a single roller rapid solidification apparatus. The experimental parameters can be seen in Reference [8] .
Commercially pure titanium TA2 from Baoji Titanium industry CO. and Q235 mild steel in the form of
The phase structure of the brazing filler was tested by D/MAX-1200 X-ray diffractometer. The melting temperatures of brazing fillers were tested by Netzsch DSC
3. Results and Discussion
3.1. Composition of Zr-Ti-Ni-Cu Brazing Fillers
In Ti-Zr-Cu-Ni amorphous brazing fillers, Ni and Cu are stable elements to β phase, which can form eutectic with titanium and reduce the melting temperature significantly [6] . Ni can improve the high temperature property and corrosion resistance of joints [9] . Cu can easily form a lot brittle intermetallics with titanium in joint, so the content of Cu should not be too much. Because of the alloying effect of Zr and Ti, Zr becomes one of the main added elements in Ti-based brazing filler. And Zr can form infinite solid solution with Ti, which can improve strength and keep plasticity. When the content of Zr in the alloy is 50%, the melting temperature of titanium alloy shows a minimum. Zr is neutral in titanium alloy, seldom having effect on the α-β phase inversion temperature, and it also can form eutectic with Ni and Cu [10] . Therefore, Cu, Ni and Zr are added into Ti-based brazing filler to design ZraTibNicCud, and each element has its content: 48 ≤ a ≤ 60; 20 < b < 28; 3 < d < 12; 19 < c + d < 30; 0.12 < d/(c + d) ≤ 0.5. In order to obtain the Zr-based amorphous brazing filler with good performance, optimized composition of the filler was designed by means of orthogonal experiment.
The orthogonal experiment L9(34) was arranged to search out the optimum brazing filler. In this experiment, the factors are the content of these four elements. According to the approximate content of each element above, three contents of every element were evenly chosen as the level of every factor. So there are 9 experiments with 9 brazing fillers. Indexes are the melting temperature; the tensile strength; the formability and wettability of every brazing foil. Due to the little difference of the tensile strength; the formability and wettability among all the designed fillers, the most important index is the melting temperature. The factors and levels are showing in Table 1.
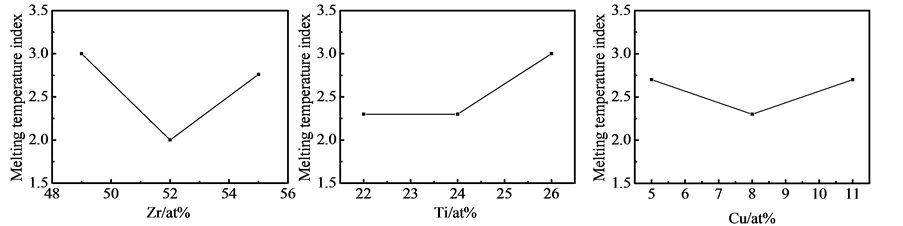
It is the requirement of this experiment that the melting temperature of the brazing filler should be lower than the phase transition temperature of titanium, 882.5˚C, as far as possible. According to this, the most important index, the results from range analysis show that: the dominant factor affecting the melting temperature is the content of Zr, Ti affects less, and Cu affects much less. The compositions of three fillers Zr52Ti22Ni18Cu8, Zr52Ti24Ni16Cu8 and Zr52Ti24Ni13Cu11 are obtained from the largest average combination of every factor’s every level. The single effect trends of each element addition on melting temperature are shown in Figure 1.
3.2. Performance of Zr-Ti-Ni-Cu Brazing Fillers
Element Zr has strong glass-forming ability, so the brazing filler containing Zr, Ti, Ni and Cu can easily present amorphous structure. And this kind of researches has been proved a lot. In this experiment the brazing fillers prepared also have amorphous structure and the good performance of this structure. Figure 2 shows the X-ray diffraction spectrum patterns of Zr52Ti24Ni16Cu8 brazing filler. In the pictures there is no peak according to crystal phase, but broad diffraction peaks belong to glassy phases only, which indicate the amorphous structure of Zr52Ti24Ni16Cu8 brazing filler. And all the designed fillers almost have the similar X-ray diffraction spectrums.
The nine brazing fillers with thickness of 40 μm - 60 μm, width of

Table 1. Orthogonal factor level table.
 (a) (b) (c)
(a) (b) (c)
Figure 1. Single effect of element addition on melting temperature: (a) Zr; (b) Ti; (c) Cu.
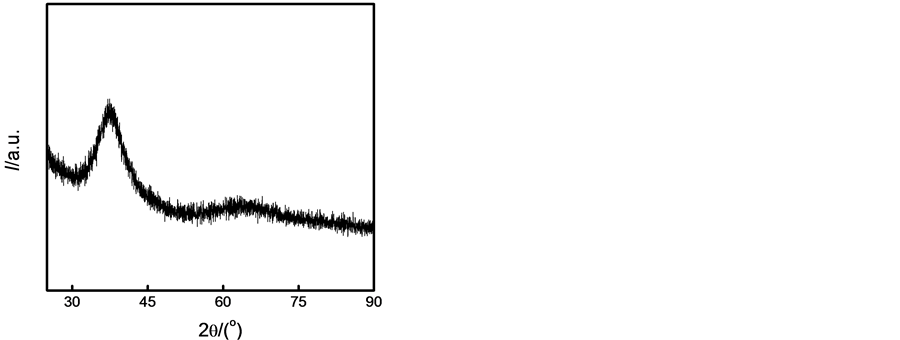
Figure 2. XRD spectrum of Zr52Ti24Ni16Cu8 amorphous alloy.
Table 2. Strength of extension of the Zr-based fillers.
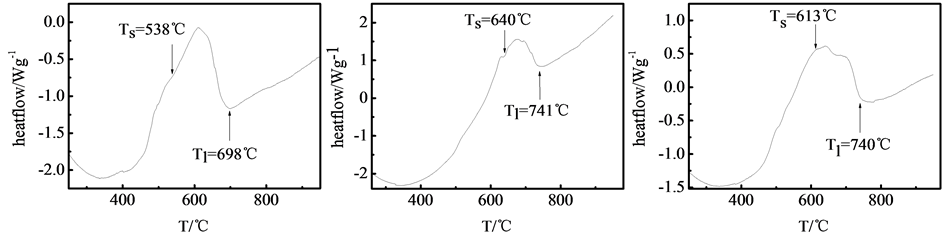
Table 3 shows the three Zr-based fillers’ melting temperature ranges, it can be seen that the melting temperatures of these three fillers are around 600˚C, so the welding temperatures are absolutely under 882.5˚C, the α→β phase inversion temperature of TA2, which meets the requirement of this experiment ensuring that the base metal TA2 can keep its fine microstructure and good properties after brazing. The DSC curves of three fillers are showing in Figure 3.
3.3. Microstructure of TA2/Zr-Ti-Ni-Cu/Q235 Brazing Joints
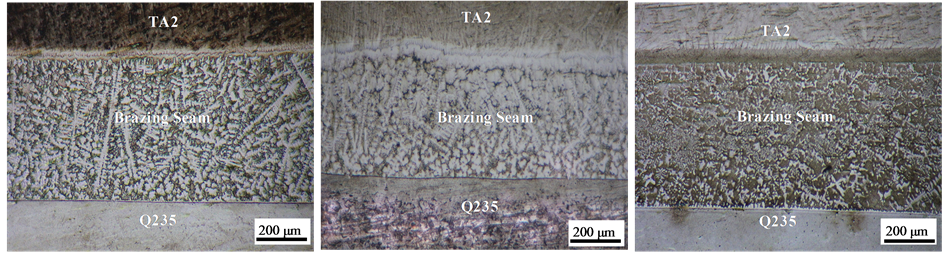
The microstructure of overlap brazing joints is observed. Figure 4(a) shows the whole morphology of the TA2/Zr52Ti22Ni18Cu8/Q235 joint. There appears three zones from top to bottom: base metal TA2 zone, brazing seam zone and base metal Q235 zone. The base metal TA2 near the brazing seam presents sawteeth shape for it partly converts into lath-like structure of β phase. However, the base metal TA2 away from the brazing seam remains the original structure of α phase. Most of the microstructure in the brazing seam zone is dendrite. The light color region in the brazing seam near the base metal Ti is the transition region between the seam and the base metal Ti. There is not an obvious transition region between the seam and the base metal Q235 but a dark color boundary line and the microstructure beside the boundary line is also coarse.
Figure 4(b) shows the microstructure of the overlap joint TA2/Zr52Ti24Ni16Cu8/Q235. For the brazing fillers Zr52Ti24Ni16Cu8 and Zr52Ti22Ni18Cu8 have the almost same compositions, the microstructure of the two joints with the two fillers are very similar. The brazing seam zone of the overlap joint TA2/Zr52Ti24Ni16Cu8/ Q235 mainly consists of coarse dendrites. A light color transition region emerges between the seam and the base metal Q235, whose microstructure presents sawteeth shape. There is not an obvious transition region between the seam and the base metal Q235 but a dark color boundary line.
It can be seen in Figure 4(c) showing the microstructure of the overlap joint TA2/Zr52Ti22Ni13Cu11/Q235, that boundaries between the three zones are clear. And between the seam and the base metal TA2, there is also a transition region that consists of light color upper layer and dark color lower layer. There is a narrow transition region between the seam and the base metal Q235, which is not like the joints with the other two brazing fillers, and some white phases emerge on the boundary between the transition region and the seam.
In the seam of the TA2/Zr52Ti24Ni13Cu11/Q235 joint, white region and black region constitute the substrate, on which white dotted phases with different size do not distribute uniformly and small phases gather to form cluster. The center zone of the seam is showing Figure 5. Through spectrum quantitative analysis of point A, it
Table 3. Melting range of Zr-Ti-Ni-Cu fillers.
 (a) (b) (c)
(a) (b) (c)
Figure 3. DSC curves of brazing ribbons: (a) Zr52Ti22Ni18Cu8; (b) Zr52Ti24Ni16Cu8; (c) Zr52Ti24Ni13Cu11.
 (a) (b) (c)
(a) (b) (c)
Figure 4. The microstructure of TA2/Q235 joints: (a) TA2/Zr52Ti22Ni18Cu8/Q235; (b) TA2/Zr52Ti24Ni16Cu8/Q235 and (c) TA2/Zr52Ti24Ni13Cu11/Q235
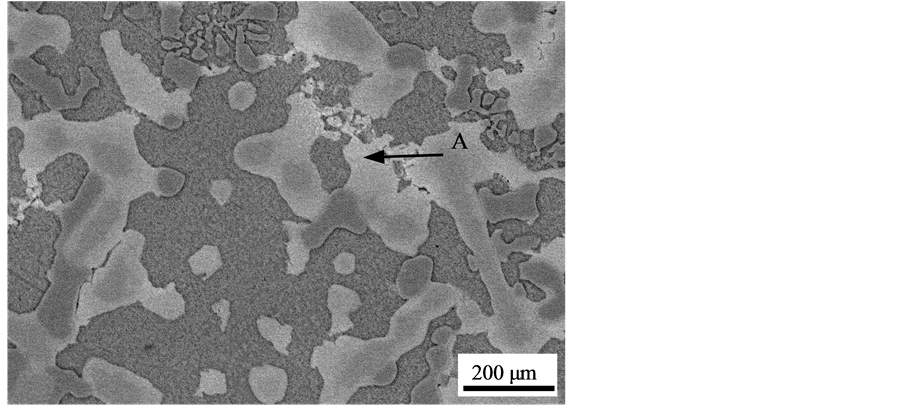
Figure 5. Microstructure of TA2/Zr52Ti24Ni13Cu11/Q235.
is identified that the white dotted phase is consist of elements C, Ti, Fe and less Zr, Cu, Ni, and the content of Ti is 40.6%, Fe 20.3%, C 28.02%. So the phase contains TiFe2 and TiC compounds.
By analyzing and comparing the microstructure of TA2/Zr52Ti22Ni18Cu8/Q235, TA2/Zr52Ti24Ni16Cu8/ Q235 and TA2/Zr52Ti24Ni13Cu11/Q235 joints, it is found that most microstructures of TA2/Zr52Ti22Ni18Cu8/ Q235 and TA2/Zr52Ti24Ni16Cu8/Q235 are coarse dendrites, and no transition region emerges between the seam and the base metal Q235; in TA2/Zr52Ti24Ni13Cu11/Q235 joint, there are white brittle intermetallic compounds TiFe2 and wild phase TiC with different size distributing in the seam, and there is an obvious light color transition region between the seam and the base metal Q235. By comprehensive comparison, the microstructure of TA2/Zr52Ti24Ni13Cu11/Q235 joint is better.
3.4. Mechanical Property of TA2/Zr-Ti-Ni-Cu/Q235 Brazing Joints
The shear strength of the brazing joints was tested, and the highest strength is 139 MPa. From the appearance of facture, it can be seen that the fractures are mainly located in the center of brazing seam.
4. Conclusions
1) In this paper, Ti-Zr-Cu-Ni amorphous filler was redesigned and optimized by using orthogonal experiment to obtained three Zr-Ti-Ni-Cu amorphous fillers with low melting temperature. The foils were prepared by using a single roller rapid solidification apparatus and high induction frequency brazing of TA2 and Q235 was conducted.
2) The brazing foils with amorphous structure have high tensile strength and low melting temperature, under 882.5˚C, which meets the requirement of the welding temperature.
3) When the brazing parameters are welding temperature T = 800˚C, heating current I =
Acknowledgements
This work was supported by the scientific research project of Shaanxi province science and technology department, the service local special projects of Shaanxi province education department, the integrated innovation plan of Xi’an technology bureau and the western material innovation fund.
References
- Onzawa, T., Suzumura, A. and Ko, M. (2011) Structure and Mechanical Properties of CP Ti and Ti-6Al-4V Alloy Joints Brazed with Ti-Based Amorphous Filler Metals. Journal of the Japan Welding Society, 5, 205-211.
- Qi, Y., Zhang, Y.H. and Quan, B.Y. (2003) Development and Application of Braze Welding and Ti-Based Braze Material. Metallic Functional Materials, 10, 31-37.
- Huang, Y.J., et al. (2008) Formation, Thermal Stability and Mechanical Properties of Ti42.5Zr7.5Cu40Ni5Sn5 Bulk Metallic Glass. Science in China Series G: Physics, Mechanics and Astronomy, 51, 372-378. http://dx.doi.org/10.1007/s11433-008-0049-y
- Shapiro, A.E. and Flom, Y.A. (2012) Brazing of Titanium at Temperature below 800˚C: Review and Prospective Applications. Welding Journal, 50, 1-22.
- Chang, H. and Luo, G.Z. (1995) Development of Ti Alloy Used Brazing Filler Metals. Rare Metal Materials and Engineering, 24, 15-20.
- Zhang, Q.P. and Zhang Y.S. (2005) Technology and the Developmental Situation of the Titanium Alloy. Aerodynamic Missile Journal, 7, 56-64.
- Takemoto, T. (1988) Intermetallic Compounds Formed during Brazing of Titanium with Aluminum Filler Metals. Journal of Material Science, 6, 1301-1308. http://dx.doi.org/10.1007/BF01154593
- Xu, J.F. and Wei, B.B. (2004) Liquid Phase Flow and Microstructure Formation during Rapid Solidification. Acta Physica Sinica, 53, 160-166.
- Elrefaey, A. and Tillmann, W. (2007) Interface Characteristics and Mechanical Properties of the Vacuum-Brazed Joint of Titanium-Steel Having a Silver-Based Brazing Alloy. Metallurgical and Materials Transactions, 38, 2956-2961. http://dx.doi.org/10.1007/s11661-007-9357-5
- Zhai, Q.Y., Xu, J.F. and Cui, J. (2013) A Kind of Amorphous Brazing Fillers Applied to Brazing Series TA Titanium Alloy and Stainless Steel. The Chinese Patent No. ZL2013104891392.
NOTES

*Corresponding author.