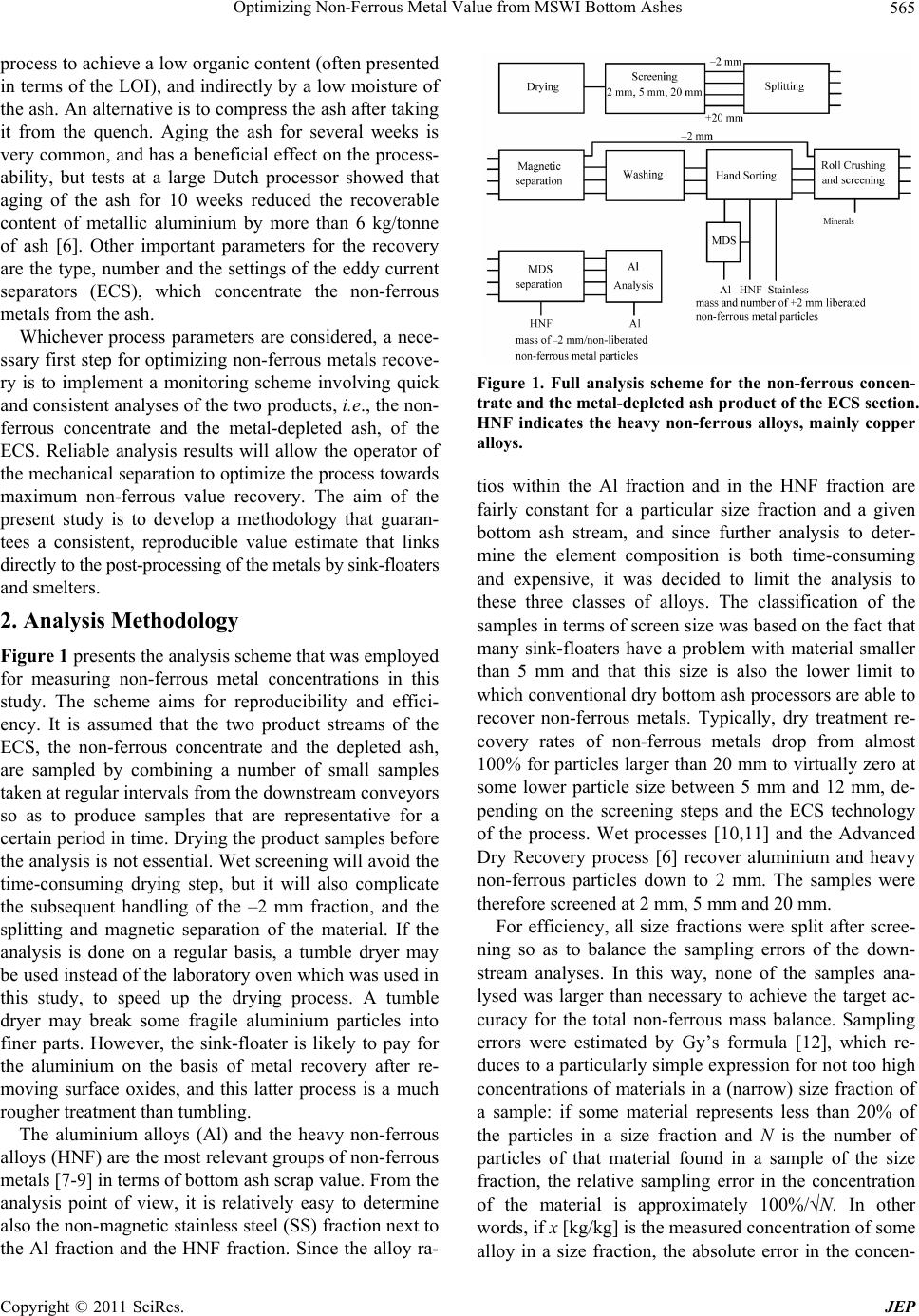
Optimizing Non-Ferrous Metal Value from MSWI Bottom Ashes
566
tration is about x/√N. It was found that a sample size of
25 kg for the non-ferrous concentrate and a sample size
of 100 kg for the non-ferrous depleted ash correspond to
relative errors in the aluminium and heavy non-ferrous
mass balances of around 3% and 5% respectively. Accor-
ding to Gy’s formula, four times bigger (smaller) sam-
ples will result in a factor of two smaller (larger) sam-
pling errors. The -2 mm, 2 - 5 mm and 5 - 20 mm frac-
tions of the samples were split a number of times prior to
the metal analysis. If the analysis error of some split
sample turned out to compromise the accuracy of the
final mass balance, up to four times more material of that
size fraction was analysed (see Table 1). The amount of
0 - 2 mm non-ferrous concentrate was too small to be
significant for the bottom ash processing site that was
reviewed in this study.
Magnetic steel particles can be separated either by a
rotary drum magnet or by passing a magnet over a mono-
layer of the material on a flat surface. If a hand-held
magnet is used, the surface of the magnet should be
cleaned regularly and the height of the magnet above the
surface should be carefully defined to guarantee repro-
ducibility of the results. As the magnet closes in on the
sample, the increasing intensity of the magnetic field/
magnetic field gradient will first lift the elongated and
flat steel parts before lifting more compact steel parts.
Further increase of the magnetic intensity will also attract
magnetic slag, magnetic HNF alloys and finally alumin-
ium particles in which a small ferrous piece was intro-
duced during the molten phase in the incineration process.
Magnetic HNF alloys represent up to 10% of the HNF
alloy fraction and up to 20% of the aluminium pieces
may be contaminated with a ferrous inclusion. Ferrous-
contaminated aluminium and magnetic HNF particles can
be separated by the ECS, so they should not be removed
into the ferrous fraction during analysis. The results in
this paper were obtained with a rotary drum magnet,
which was always run at the same high belt speed.
After removal of the magnetic particles, size fractions
larger than 2 mm were washed with water (L/S about 1)
in a rotating vessel for 15 minutes and the fines were
screened off. Then, the three alloy groups were separated
Table 1. Parts of the size fractions analysed for non-ferrous
metals.
Size fraction mm Part of size fraction analysed
Non-ferrous concentrate Depleted ash
0 - 2 - 1/256 - 1/64
2 - 5 1/2 - all 1/64 - 1/8
5 - 20 1/4 - all 1/8 - 1/2
+20 all all
from each other and from the glass, stone and slag, by
hand sorting. Hand sorting of a sized and split sample is
a relatively fast procedure, but experience shows that part
of the HNF fraction tends to be recognised by the hand
sorter as aluminium. In order to get consistent results, the
hand-sorted aluminium fraction must be cleaned from
HNF particles by sorting on density.
The most straightforward option for sorting the hand
sorted aluminium on density is to sink-float the mixtures
in a solution of Sodium Polytungstate of 2900 - 3000
kg/m3. The main disadvantage of this option is the large
amount of work to recover the liquid from the products,
which is necessary because of the high cost of this type
of heavy liquid. Sodium Polytungstate also turns blue
after extended contact with aluminium but this is reversi-
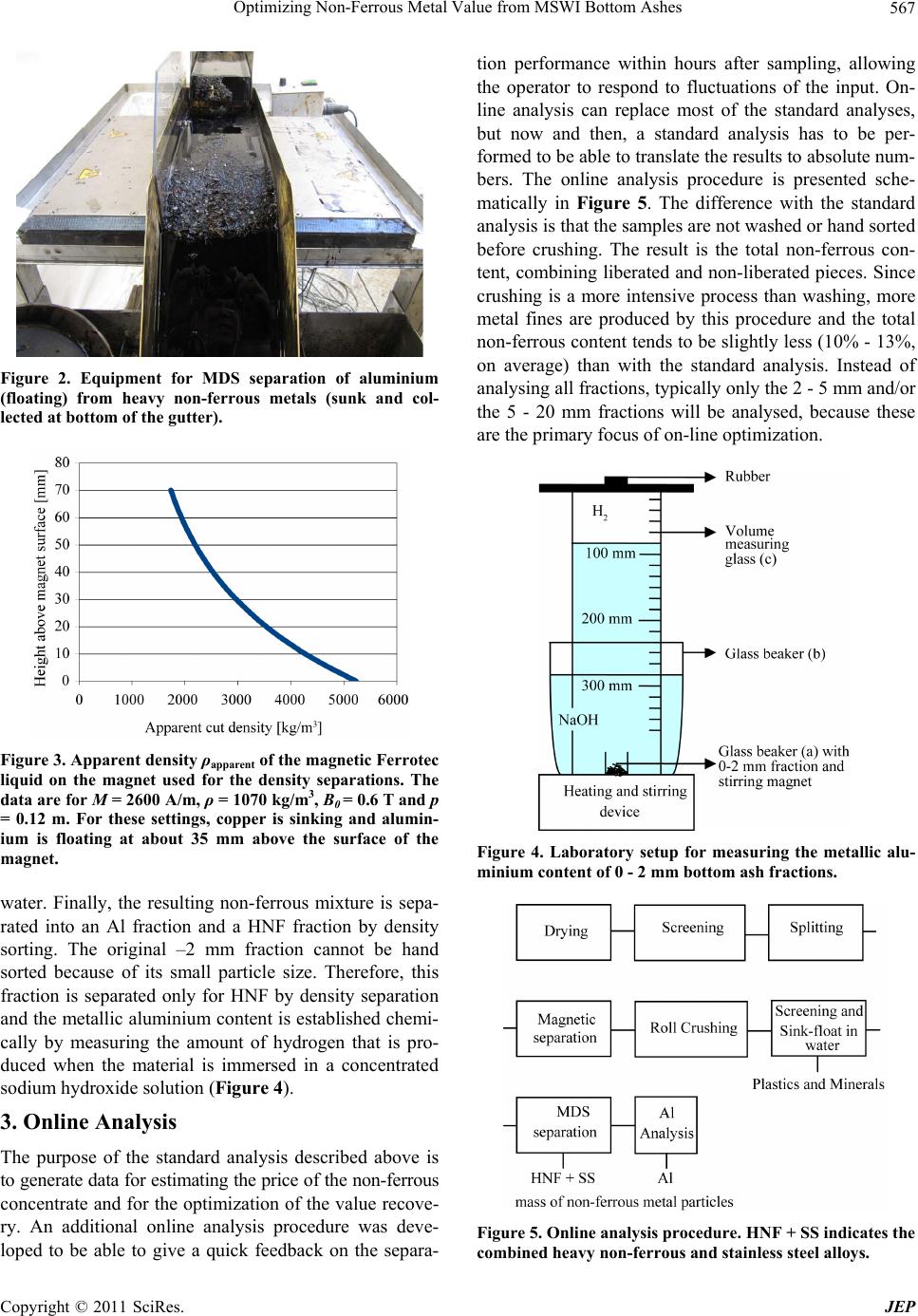
ble by adding peroxide. A cheaper alternative is Mag-
netic Density Separation (MDS, see Figure 2). The basic
principle of MDS is to use a diluted magnetic liquid as
the separation medium. In the absence of a magnetic
field these liquids have a material density ρ which is
comparable to that of water. But in a gradient magnetic
field, the force on a volume of the liquid is the sum of the
gravity and the magnetic force. The resulting apparent
density varies exponentially with the vertical coordinate
z:
π
0
πe
p
apparent
MB
gp
(1)
Here, M is the magnetization of the magnetic liquid, B0 is
the magnetic induction at the surface of the magnet (z = 0)
and p is the pole size. An MDS separator segregates the
feed into stratified layers of different materials, so that
each material floating at a specific distance above the
magnet according to its density and the given formula.
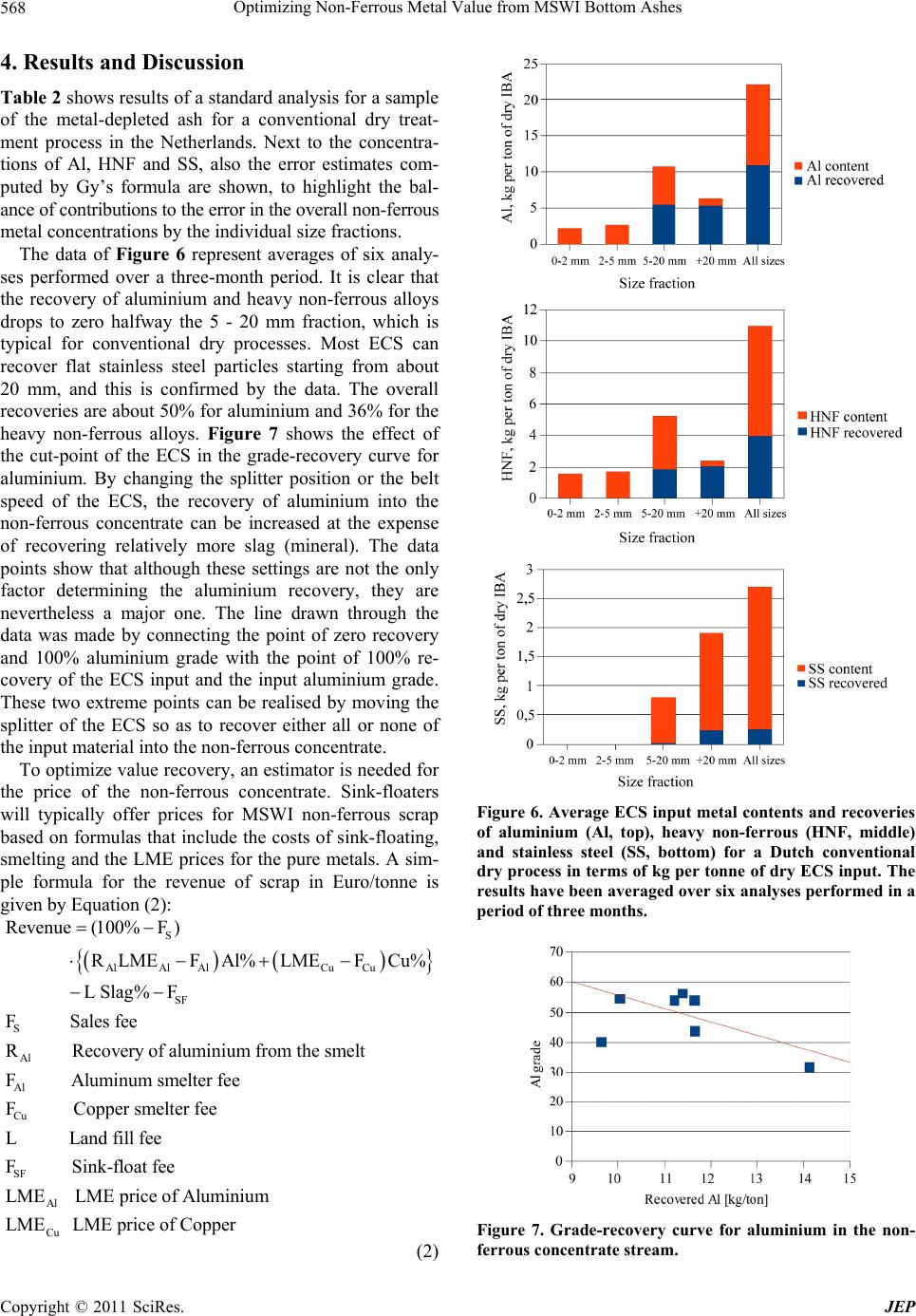
The present experiments were done with MDS using a
five times diluted magnetic liquid from Ferrotec (see
Figures 2 and 3). This liquid is so cheap that it is not
necessary to recover it from the sorted products. A dis-
advantage of MDS is that aluminium particles with a
significant ferrous inclusion may end up in the heavy
fraction.
A small part of the non-ferrous metal content (typi-
cally 10%) is bound to or enclosed in slag particles. Such
particles are usually not recovered by the ECS into the
non-ferrous concentrate. The amount of non-liberated
non-ferrous metals can be assessed by crushing the min-
eral fractions after hand sorting. A roll crusher tends to
increase the screen size of the metal particles while it
breaks the minerals to a size smaller than the distance
between the rolls. After crushing, the Al and HNF can be
concentrated by screening the crushed material at 2 mm
to facilitate the hand sorting of the metals from the rest.
Plastics are removed from the oversize by floating in
C
opyright © 2011 SciRes. JEP