M. Savenkov, M. Turner
3. Summary Remarks
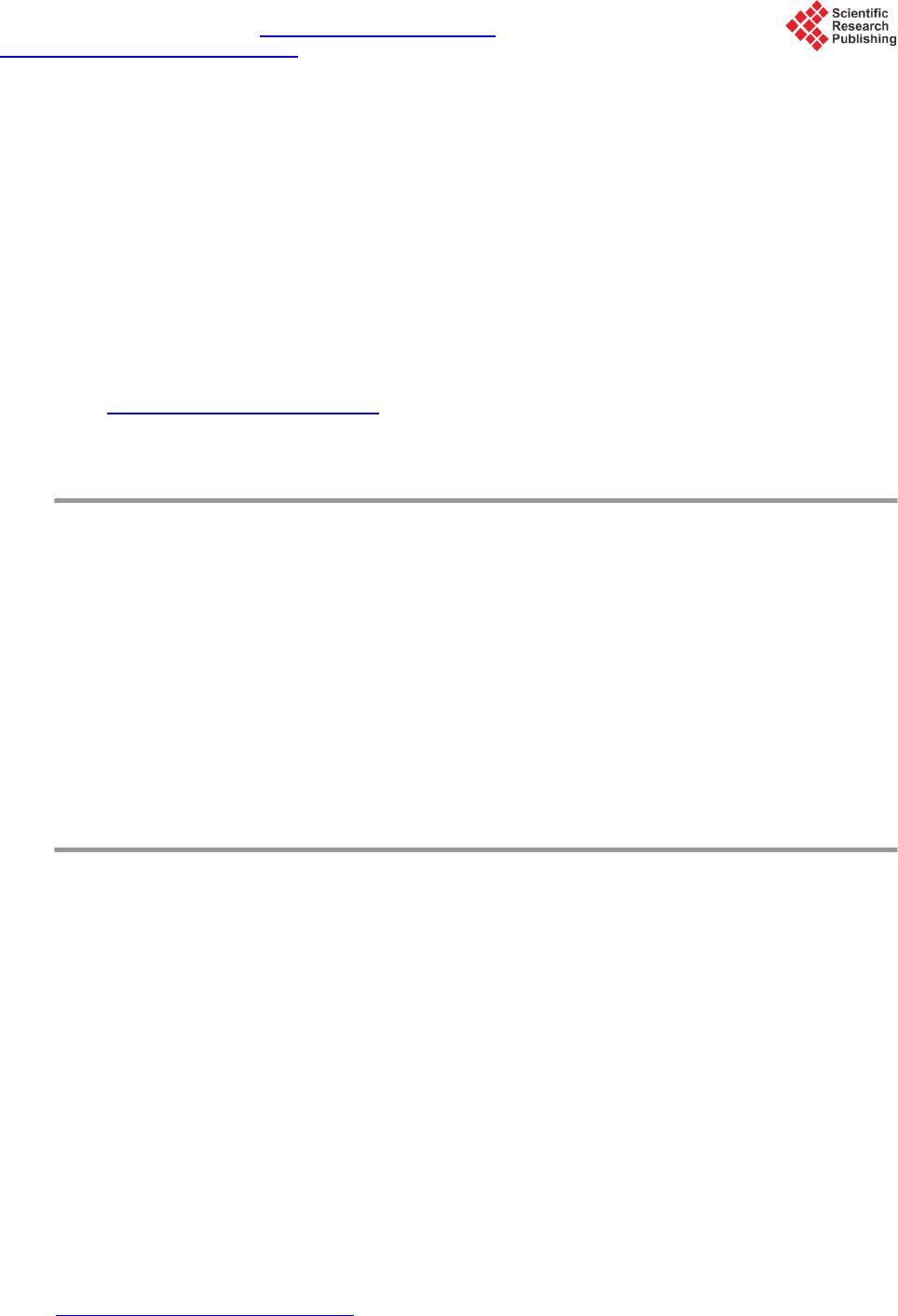
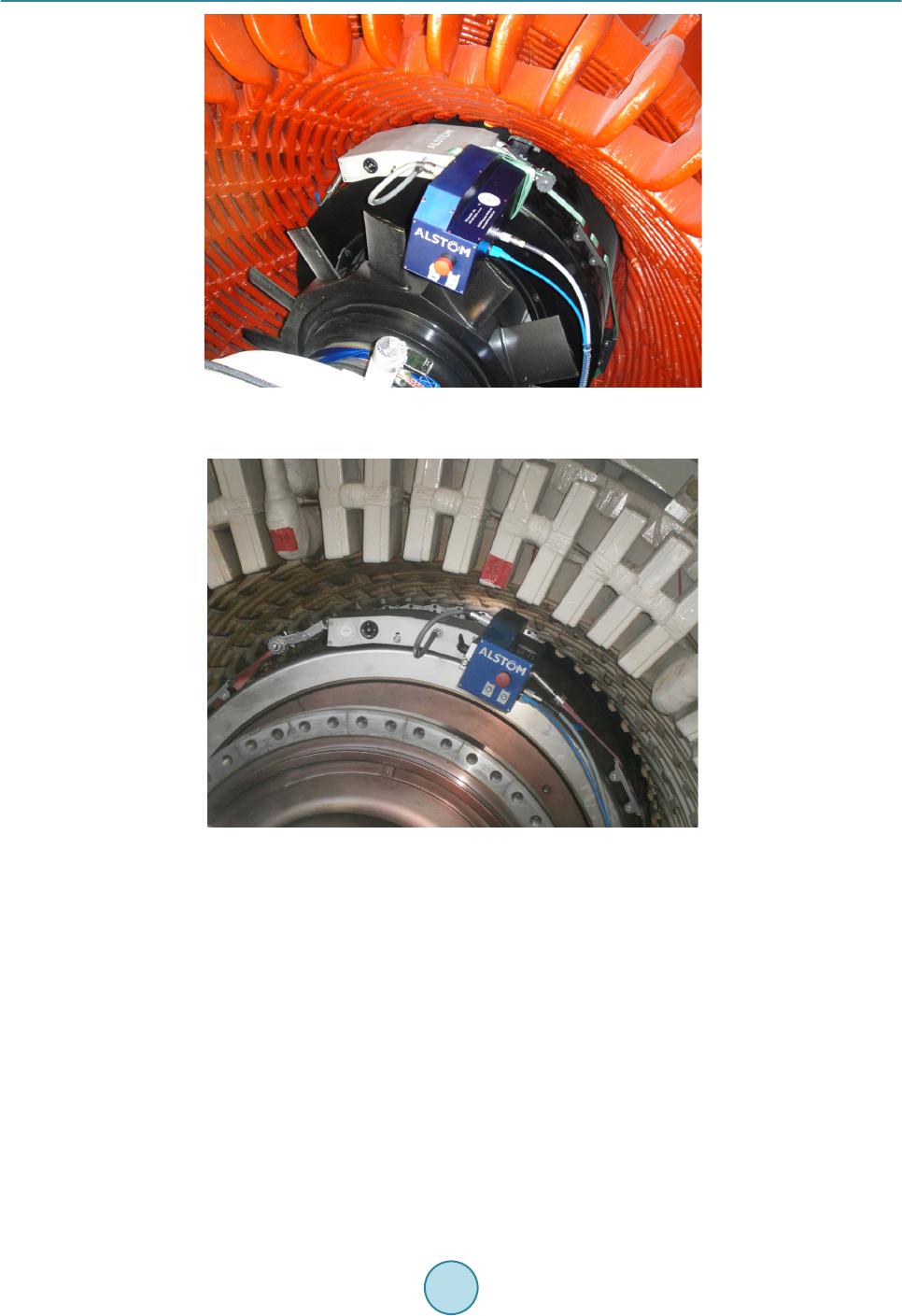
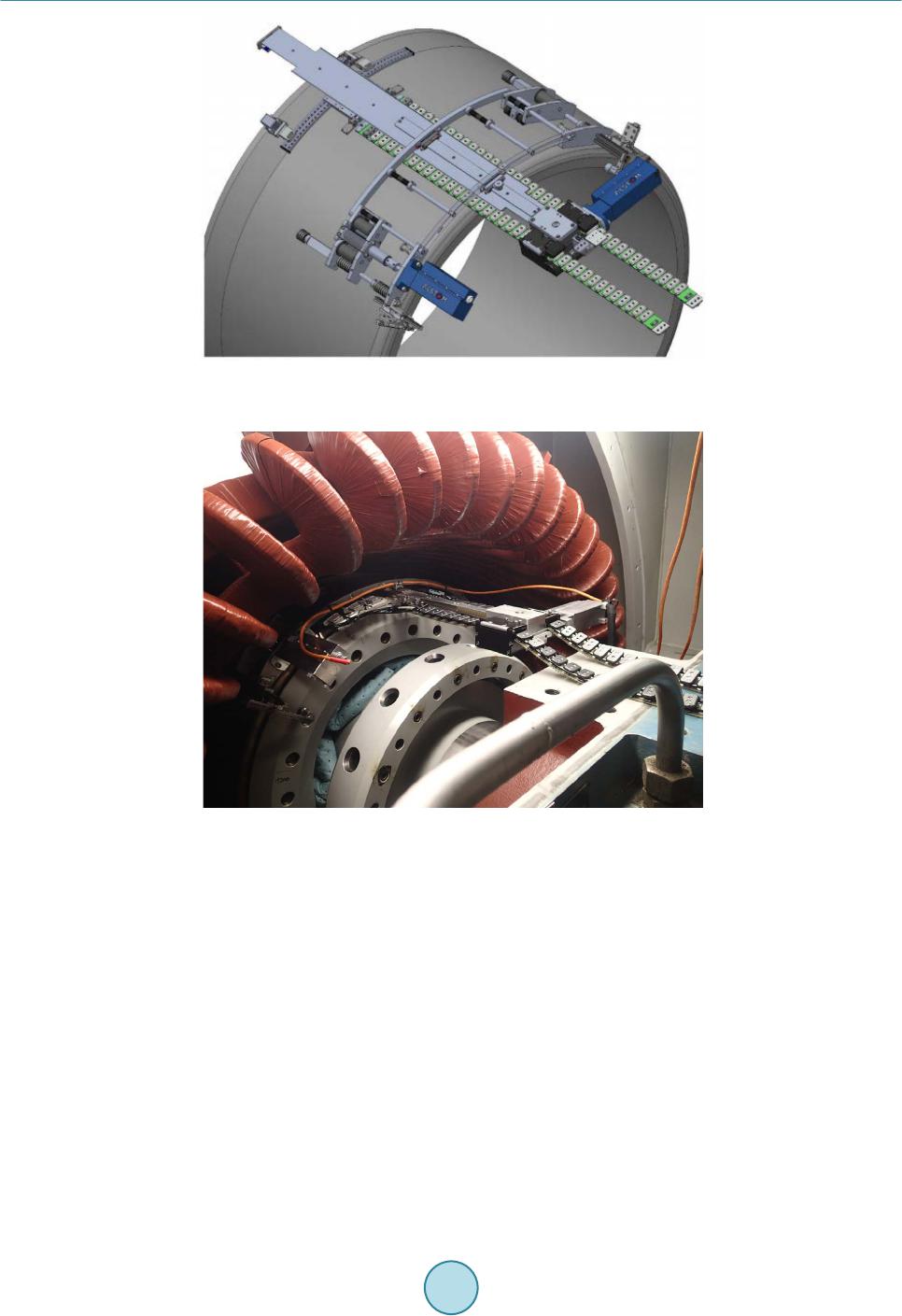
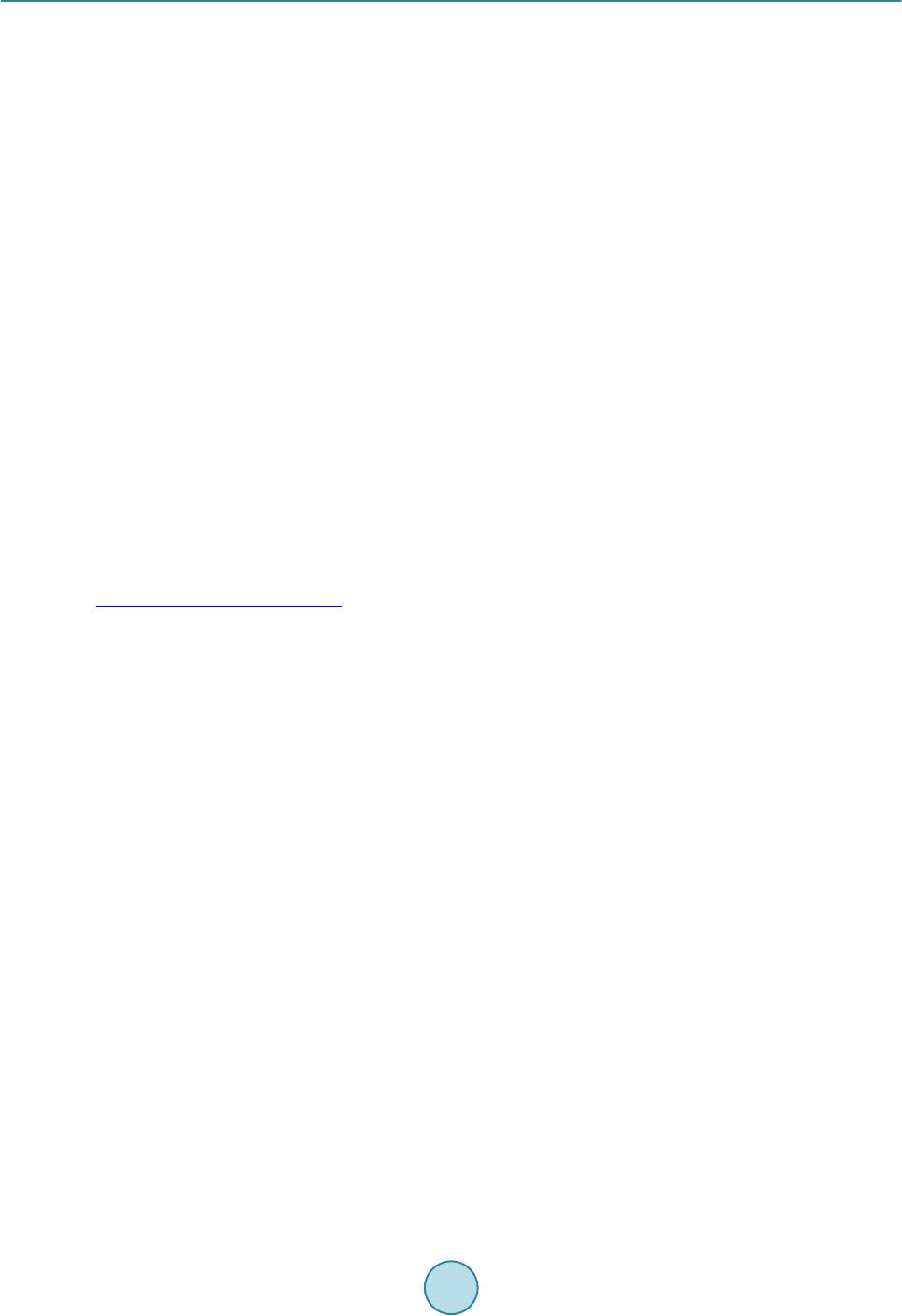
Two new robotic technologies to perform fast and reliable inspections of the turbo-generator have been de-
scribed in brief. Both of these systems are designed for two pole electric generators with cylindrical rotors and
bypass the need to remove the generator rotor from the stator. This results in significant savings in mechanical
disassembly, reassembly, and downtime costs for the power station owner. The capability of these robotic sys-
tems includes low flux stator iron core testing, stator radial wedging assessment, rotor and stator visual inspec-
tion, and ultrasonic inspection of the generator retaining rings. Both of these new systems were designed with
“real world” constraints in mind, such as consideration for a light weight and slim chassis, transportability,
challenging geometrical inspection constraints and a low level of ancillary human labor.
As partially evidenced by the supporting illustrations, both of these new systems have had immediate traction
in the power generation market, and have been deployed in a wide variety of generator types. From experience
of the authors, it can be stated that both forms of technology have already been deployed on generators of Euro-
pean, North American and Japanese manufacturing origin. The commercial logic for performing inspections
with robotic tooling, in place of traditional human means, is not a difficult one to grasp. The benefits of a rapid
robotic inspection include the flexibility to assess generator condition in between major overhauls and the ability
to make informed decisions to potentially prolong the time between major overhauls.
References
[1] Sapre, V., Savenkov, M. and Fischer, R. (2014) Advanced Generator Robotic Monitoring—Maximising Availability,
Minimising Costs. Proceedings of the 27th International Congress of Condition Monitoring and Diagnostic Engineer-
ing, Brisbane, 16-18 September 2014.
[2] Mark, B. (2003) Practical Experiences with Robotic Inspection and Measurement Tools and Their Impact on Mainten-
ance Strategies. Pow er-Gen Europe, Düsseldorf, 6-8 May 2003.
[3] Po sedel, Z. (2001) Inspection of Stator Core for Large Machines with a Low Yoke Induction Met ho d-Measurement
and Analysis of Interlamination Short-Circuits. IEEE Transactions on Energy Conversion, 16, 81-86.
http://dx.doi.org/10.1109/60.911408
[4] Bloch, M., Baumann, J., Ko c h , E. and Zimmerli, B. (2010) Alstom Successful Operational Experience with Advanced
Stator Bar Wedging System for Turbogenerators. Po we r -Gen Europe, Ams terd am.
[5] V iswanath an, R. (Ed .) (1982) Workshop Proceedings: Retaining Rings for Electric Generators. Electric Power Re-
search Institute (EPRI) EL-3209 Research Project 1876 Pro ceedings, Palo Alto, 11-12 October 1982 .