Paper Menu >>
Journal Menu >>
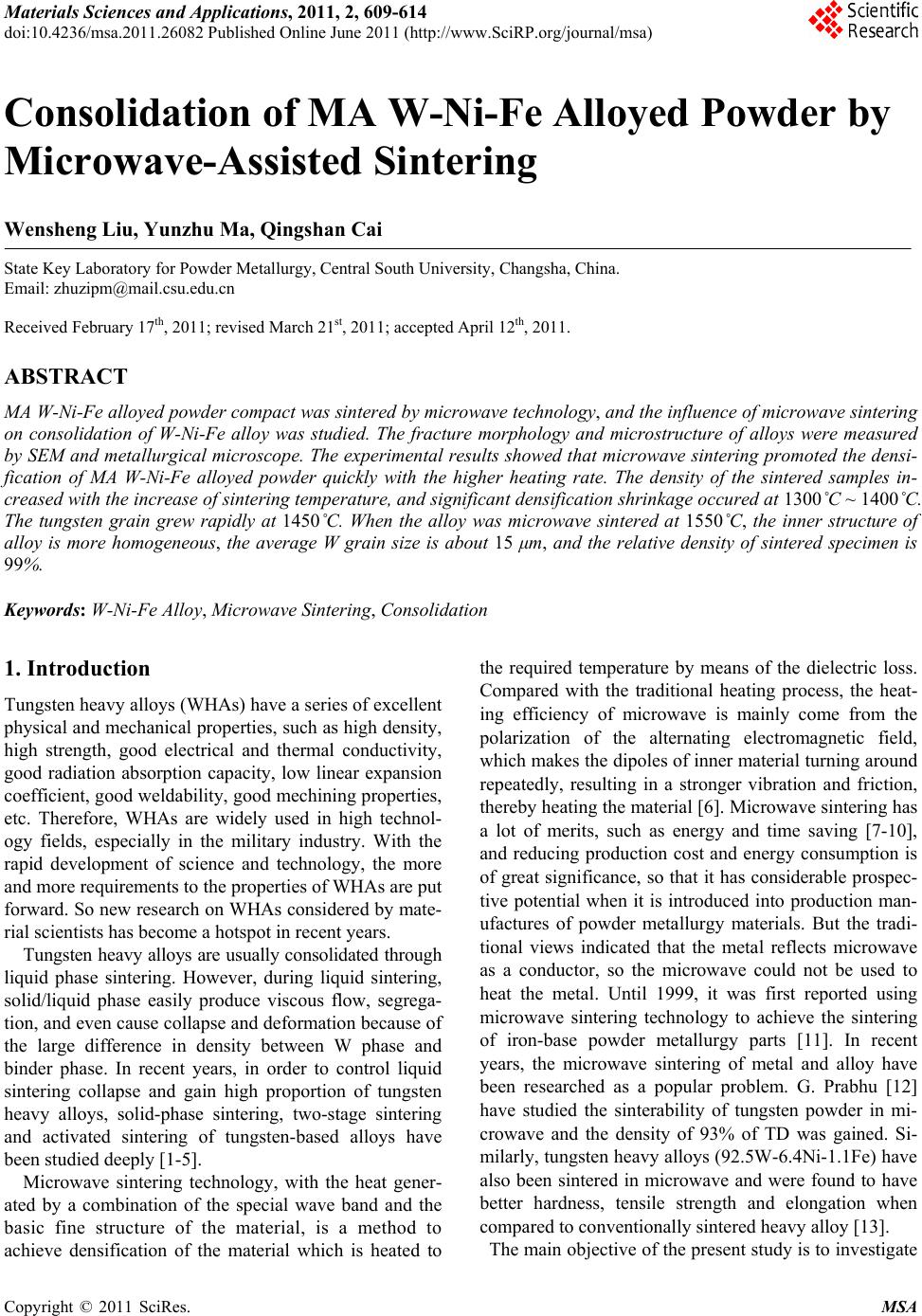 Materials Sciences and Applicatio ns, 2011, 2, 609-614 doi:10.4236/msa.2011.26082 Published Online June 2011 (http://www.SciRP.org/journal/msa) Copyright © 2011 SciRes. MSA 609 Consolidation of MA W-Ni-Fe Alloyed Powder by Microwave-Assisted Sintering Wensheng Liu, Yunzhu Ma, Qingshan Cai State Key Laboratory for Powder Metallurgy, Central South University, Changsha, China. Email: zhuzipm@mail.csu.edu.cn Received February 17th, 2011; revised March 21st, 2011; accepted April 12th, 2011. ABSTRACT MA W-Ni-Fe alloyed powder compact was sintered by microwave technology, and the influence of microwave sintering on consolidation of W-Ni-Fe alloy was studied. The fracture morphology and microstructure of alloys were measured by SEM and metallurgical microscope. The experimental results showed that microwave sintering promoted the densi- fication of MA W-Ni-Fe alloyed powder quickly with the higher heating rate. The density of the sintered samples in- creased with the increase of sintering temperature, and significant densification shrinkage occured at 1300˚C ~ 1400˚C. The tungsten grain grew rapidly at 1450˚C. When the alloy was microwave sintered at 1550˚C, the inner structure of alloy is more homogeneous, the average W grain size is about 15 μm, and the relative density of sintered specimen is 99%. Keywords: W-Ni-Fe Alloy, Microwave Sintering, Consolidation 1. Introduction Tungsten heavy alloys (WHAs) have a series of excellent physical and mechanical properties, such as high density, high strength, good electrical and thermal conductivity, good radiation absorption capacity, low linear expansion coefficient, good weldability, good mechining properties, etc. Therefore, WHAs are widely used in high technol- ogy fields, especially in the military industry. With the rapid development of science and technology, the more and more requirements to the properties of WHAs are put forward. So new research on WHAs considered by mate- rial scientists has become a hotspot in recent years. Tungsten heavy alloys are usually consolidated through liquid phase sintering. However, during liquid sintering, solid/liquid phase easily produce viscous flow, segrega- tion, and even cause collapse and deformation because of the large difference in density between W phase and binder phase. In recent years, in order to control liquid sintering collapse and gain high proportion of tungsten heavy alloys, solid-phase sintering, two-stage sintering and activated sintering of tungsten-based alloys have been studied deeply [1-5]. Microwave sintering technology, with the heat gener- ated by a combination of the special wave band and the basic fine structure of the material, is a method to achieve densification of the material which is heated to the required temperature by means of the dielectric loss. Compared with the traditional heating process, the heat- ing efficiency of microwave is mainly come from the polarization of the alternating electromagnetic field, which makes the dipoles of inner material turning around repeatedly, resulting in a stronger vibration and friction, thereby heating the material [6]. Microwave sintering has a lot of merits, such as energy and time saving [7-10], and reducing production cost and energy consumption is of great significance, so that it has considerable prospec- tive potential when it is introduced into production man- ufactures of powder metallurgy materials. But the tradi- tional views indicated that the metal reflects microwave as a conductor, so the microwave could not be used to heat the metal. Until 1999, it was first reported using microwave sintering technology to achieve the sintering of iron-base powder metallurgy parts [11]. In recent years, the microwave sintering of metal and alloy have been researched as a popular problem. G. Prabhu [12] have studied the sinterability of tungsten powder in mi- crowave and the density of 93% of TD was gained. Si- milarly, tungsten heavy alloys (92.5W-6.4Ni-1.1Fe) have also been sintered in microwave and were found to have better hardness, tensile strength and elongation when compared to conventionally sintered heavy alloy [13]. The main objective of the present study is to investigate 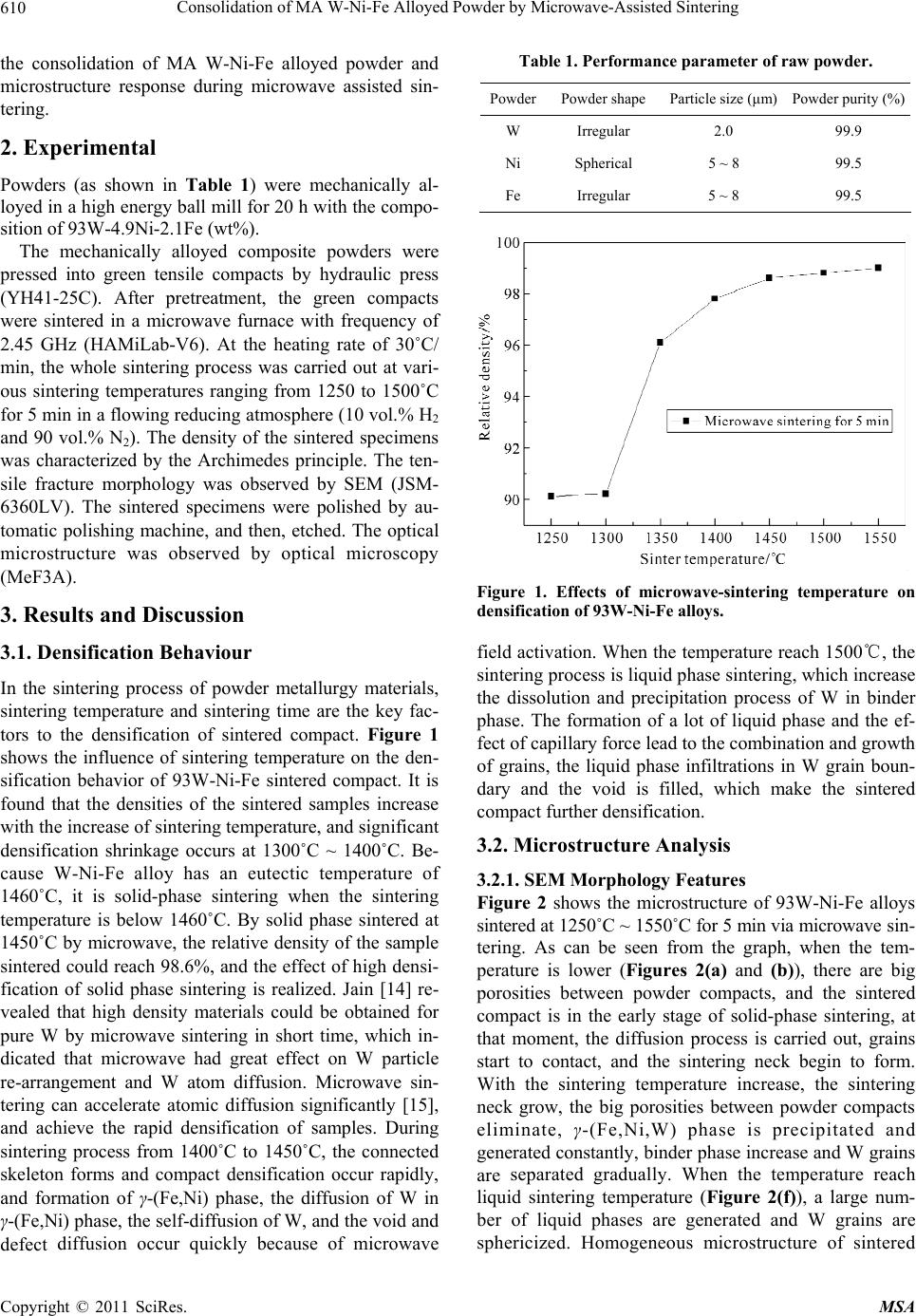 Consolidation of MA W-Ni-Fe Alloyed Powder by Microwave-Assisted Sintering 610 the consolidation of MA W-Ni-Fe alloyed powder and microstructure response during microwave assisted sin- tering. 2. Experimental Powders (as shown in Table 1) were mechanically al- loyed in a high energy ball mill for 20 h with the compo- sition of 93W-4.9Ni-2.1Fe (wt%). The mechanically alloyed composite powders were pressed into green tensile compacts by hydraulic press (YH41-25C). After pretreatment, the green compacts were sintered in a microwave furnace with frequency of 2.45 GHz (HAMiLab-V6). At the heating rate of 30˚C/ min, the whole sintering process was carried out at vari- ous sintering temperatures ranging from 1250 to 1500˚C for 5 min in a flowing reducing atmosphere (10 vol.% H2 and 90 vol.% N2). The density of the sintered specimens was characterized by the Archimedes principle. The ten- sile fracture morphology was observed by SEM (JSM- 6360LV). The sintered specimens were polished by au- tomatic polishing machine, and then, etched. The optical microstructure was observed by optical microscopy (MeF3A). 3. Results and Discussion 3.1. Densification Behaviour In the sintering process of powder metallurgy materials, sintering temperature and sintering time are the key fac- tors to the densification of sintered compact. Figure 1 shows the influence of sintering temperature on the den- sification behavior of 93W-Ni-Fe sintered compact. It is found that the densities of the sintered samples increase with the increase of sintering temperature, and significant densification shrinkage occurs at 1300˚C ~ 1400˚C. Be- cause W-Ni-Fe alloy has an eutectic temperature of 1460˚C, it is solid-phase sintering when the sintering temperature is below 1460˚C. By solid phase sintered at 1450˚C by microwave, the relative density of the sample sintered could reach 98.6%, and the effect of high densi- fication of solid phase sintering is realized. Jain [14] re- vealed that high density materials could be obtained for pure W by microwave sintering in short time, which in- dicated that microwave had great effect on W particle re-arrangement and W atom diffusion. Microwave sin- tering can accelerate atomic diffusion significantly [15], and achieve the rapid densification of samples. During sintering process from 1400˚C to 1450˚C, the connected skeleton forms and compact densification occur rapidly, and formation of γ-(Fe,Ni) phase, the diffusion of W in γ-(Fe,Ni) phase, the self-diffusion of W, and the void and defect diffusion occur quickly because of microwave Table 1. Performance parameter of raw powder. PowderPowder shape Particle size (μm) Powder purity (%) W Irregular 2.0 99.9 Ni Spherical 5 ~ 8 99.5 Fe Irregular 5 ~ 8 99.5 Figure 1. Effects of microwave-sintering temperature on densification of 93W-Ni-Fe alloys. field activation. When the temperature reach 1500℃, the sintering process is liquid phase sintering, which increase the dissolution and precipitation process of W in binder phase. The formation of a lot of liquid phase and the ef- fect of capillary force lead to the combination and growth of grains, the liquid phase infiltrations in W grain boun- dary and the void is filled, which make the sintered compact further densification. 3.2. Microstructure Analysis 3.2.1. SEM Morphology Features Figure 2 shows the microstructure of 93W-Ni-Fe alloys sintered at 1250˚C ~ 1550˚C for 5 min via microwave sin- tering. As can be seen from the graph, when the tem- perature is lower (Figures 2(a) and (b)), there are big porosities between powder compacts, and the sintered compact is in the early stage of solid-phase sintering, at that moment, the diffusion process is carried out, grains start to contact, and the sintering neck begin to form. With the sintering temperature increase, the sintering neck grow, the big porosities between powder compacts eliminate, γ-(Fe,Ni,W) phase is precipitated and generated constantly, binder phase increase and W grains are separated gradually. When the temperature reach liquid sintering temperature (Figure 2(f)), a large num- ber of liquid phases are generated and W grains are sphericized. Homogeneous microstructure of sintered Copyright © 2011 SciRes. MSA 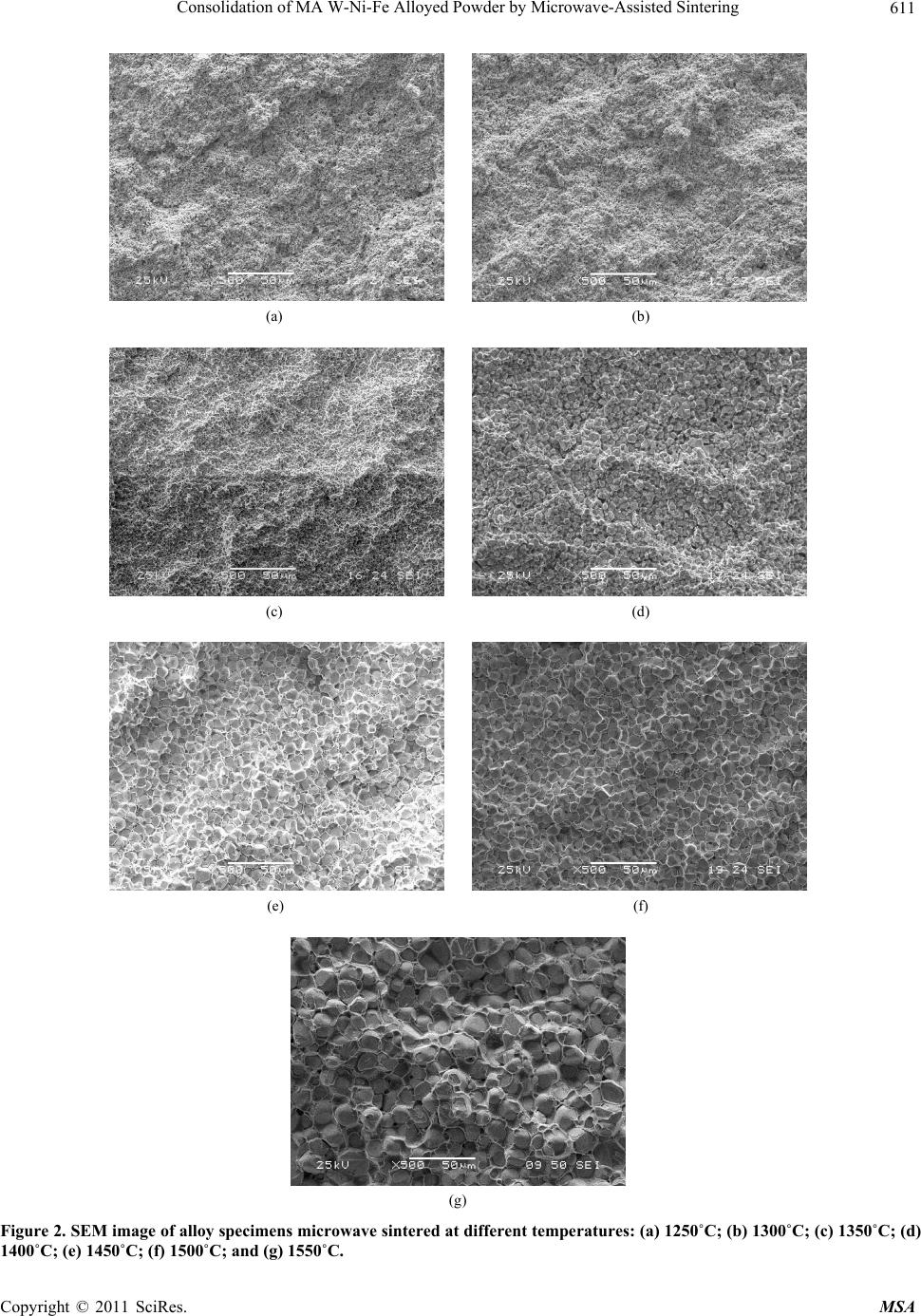 Consolidation of MA W-Ni-Fe Alloyed Powder by Microwave-Assisted Sintering Copyright © 2011 SciRes. MSA 611 (a) (b) (c) (d) (e) (f) (g) Figure 2. SEM image of alloy specimens microwave sintered at different temperatures: (a) 1250˚C; (b) 1300˚C; (c) 1350˚C; (d) 400˚C; (e) 1450˚C; (f) 1500˚C; and (g) 1550˚C. 1  Consolidation of MA W-Ni-Fe Alloyed Powder by Microwave-Assisted Sintering 612 samples with fine grains are obtained by microwave sin- tering at 1500˚C. This is reason why the microwave sin- tering process is the material as a whole coupled with microwave heating, is a “volume heating”, is a more uniform temperature distribution, leads to the more evenly sintering of the grains [6]. On the other hand, the microwave sintering holding time is only 5 min, the pore of samples diffusion time is short, which generates re- sults in fine grains in alloys. When the sintering tem- perature is 1550˚C (Figure 2(g)), as can be seen that the grain size of microwave sintered samples grows signifi- cantly, while relative density of specimen reaches 99.0%. 3.2.2. Meta l l o gra ph i c Structure Analysis Figure 3 shows the metallurgical microstructure of 93W-Ni-Fe alloys sintered at 1250˚C ~ 1550˚C for 5 min via microwave sintering. As can be seen from the figure, when the sintering temperature (1250˚C ~ 1300˚C) is low, the powder particle is small, with complex shape and irregular arrangement. When the temperature rises from 1300˚C to 1400˚C, significant densification shrinkage occurs, the relative density of sintered samples increases from 90.2% to 98%. According to the modern sintering theory, sintering densification of tungsten heavy alloys in solid-state sintering stage occurs under the comprehen- sive effect factors, such as the interaction of defects and defect expanding, the reduction of surface energy caused by diffusion, the formation of diffusion driving force and pore migration, mutual diffusion of elements, formation of the connected W skeleton, and so on. When microwave sintering temperature is at 1450˚C, the densification of sintered samples reaches a high value and the density is 98.6%. There is an obvious phenome- non of growth on W grains. W grain growth is realized through the solid-state diffusion of W atoms because of microwave field activation. Microwave sintering can effectively reduce the energy barrier of W atom diffusion, and can significantly increase the speed of atomic diffu- sion which accelerates the grain growth [15]. In addition, microwave sintering is in order to realize the internal and external material uniform heating, which depends on the transforming microwave energy absorbed by material itself into kinetic energy and potential energy of the inner material. Under the action of microwave electromagnetic energy, atomic diffusion accelerates, which promoting the activation of sample grain, decreasing the reaction activation energy, reducing the reaction temperature and speeding up the reaction. That results in a small amount of liquid formation of the microwave sintered samples below the liquid temperature, the formation of liquid- -phase and the role of capillary force will lead to the consolidation and growth of grain. When the sintering temperature is at 1500˚C ~ 1550˚C, the sintered body is in the state of liquid phase sintering. The generation of liquid and the role of capillary force lead to liquid infiltrating in W grain boundary and growth of W grains, so that pores are filled and densifi- cation is further improved. From Figure 3(f), it can be seen that the distribution of tungsten grains in the matrix phase is not uniform, because liquid flowing and particle rearrangement are carried out insufficiently due to short sintering time. And the particle shape is irregular, with a large number of angular-shaped particles, and particle size and binder distributing are all not uniform. When the temperature rises to 1550˚C (Figure 3(g)), the tungsten grains and matrix phase are distributed more evenly, and the contact between the tungsten grains is closer and the grain size is more uniform, the average W grain size is 15 μm, the shape of grain is nearly spherical, the relative density of the alloy is up to 99%. This is because the sin- tering temperature increases, and the formation of a lot of liquid phase, the migration and rearrangement of W grains, as well as the late solution and precipitation are quite sufficient. In the dissolution-precipitation process, small particles solve first, the solubility of the sharp cor- ners part and the convex part are greater than the solubil- ity of the concave part and the rounded part in large par- ticle, which results in the preferential solution of these parts. When the solubility in the liquid is saturated, the precipitation will occur at the concave part, so that W grains grow into a nearly circular structure. On the other hand, W element is an isometric system with a body- centered cubic crystal structure, it has the same dissolu- tion-precipitation rate in all directions, so spherical structure grains are easy to form. 4. Conclusions 1) Microwave sintering technology can also be used to prepare the W-Ni-Fe material, when compared with conventional sintering, it has a significant advantage with the faster heating rate and the shorter sintering cycle. 2) The microwave sintered 93W-Ni-Fe samples have significant densification shrinkage at 1300˚C ~ 1400˚C. After solid state sintering by microwave processing at 1450˚C, the relative density of sintered samples is up to 98.6%, but there is an obvious phenomenon of grain growth. 3) The inner structure of microwave liquid phase sin- tered samples is more homogeneous at 1550˚C, and the average grain size of the nearly spherical tungsten is about 15 μm, the relative density of the sample sintered can reach 99%. 5. Acknowledgements The author thank National Natural Science Foundation of China (No. 50774098) and Creative research group of Copyright © 2011 SciRes. MSA  Consolidation of MA W-Ni-Fe Alloyed Powder by Microwave-Assisted Sintering613 (a) (b) (c) (d) (e) (f) (g) Figure 3. Optical photographs of alloy specimens microwave sintered at different temperatures: (a) 1250˚C; (b) 1300˚C; (c) 350˚C; (d) 1400˚C; (e) 1450˚C; (f) 1500˚C; and (g) 1550˚C. 1 Copyright © 2011 SciRes. MSA  Consolidation of MA W-Ni-Fe Alloyed Powder by Microwave-Assisted Sintering 614 National Natural Science Foundation of China (Grant No. 50721003) for financial support. REFERENCES [1] J. S. C. Jang, J. C. Fwu, L. J. Chang, G. J. Chen and C. T. Hsu, “Study on the Solid-Phase Sintering of the Nano- Structured Heavy Tungsten Alloy Powder,” Journal of Alloys and Compounds, Vol. 434-435, 2007, pp. 367-370. doi:10.1016/j.jallcom.2006.08.215 [2] F. Akhtar, “An Investigation on the Solid State Sintering of Mechanically Alloyed Nano-Structured 90W-Ni-Fe tungsten Heavy Alloy,” International Journal of Refrac- tory Metals and Hard Materials, Vol. 26, No. 3, May 2008, pp. 145-151. [3] S. H. Hong and H. J. Ryu, “Combination of Mechanical Alloying and Two-Stage Sintering of a 93W-5.6Ni-1.4Fe Tungsten Heavy Alloy,” Materials Science and Engi- neering A, Vol. 344, No. 1-2, March 2003, pp. 253-260. [4] K. H. Lee, S. I. Cha, H. J. Ryu and S. H. Hong, “Effect of Two-Stage Sintering Process on Microstructure and Me- chanical Properties of ODS Tungsten Heavy Alloy,” Ma- terials Science and Engineering: A, Vol. 458, No. 1-2, June 2007, pp. 323-329. [5] X. Q. Li, H. W. Xin, K. Hu and Y. Y. Li, “Microstructure and Properties of Ultra-Fine Tungsten Heavy Alloys Pre- pared by Mechanical Alloying and Electric Current Acti- vated Sintering,” Transactions of Nonferrous Metals So- ciety of China, Vol. 20, No. 3, March 2010, pp. 443-449. [6] S. Das, A. K. Mukhopadhyay, S. Datta and D. Basu, “Prospects of Microwave Processing: An Overview,” Bulletin of Materials Science, Vol. 32, No. 1, February 2009, pp. 1-13. [7] A. Upadhyayaa and G. Sethi, “Effect of Heating Mode on the Densification and Microstructural Homogenization Response of Premixed Bronze,” Scripta Materialia, Vol. 56, No. 6, March 2007, pp. 469-472. [8] A. Upadhyaya, S. K. Tiwari and P. Mishra, “Microwave Sintering of W-Ni-Fe Alloy,” Scripta Materialia, Vol. 56, No. 1, January 2007, pp. 5-8. [9] M. Mazaheri, A. M. Zahedi and M. M. Hejazi, “Pro- ces- sing of Nanocrystalline 8 mol% Yttria-Stabilized Zirconia by Conventional, Microwave-Assisted and Two- -Step Sintering,” Materials Science and Engineering A, Vol. 492, No. 1-2, September 2008, pp. 261-267. [10] S. S. Panda, V. Singh, A. Upadhyaya and D. Agrawal, “Sintering Response of Austenitic (316 L) and Ferritic (434 L) Stainless Steel Consolidated in Conventional and Microwave Furnaces,” Scripta Materialia, Vol. 54, No. 12, June 2006, pp. 2179-2183 [11] R. Roy, D. Agrawal, J. Cheng and S. Gedevanishvili, “Full Sintering of Powder Metal Bodies in a Microwave Field,” Nature, Vol. 399, No, 6737, June 1999, pp. 668- 670. [12] G. Prabhu, A. Chakraborty and B. Sarma, “Microwave Sintering of Tungsten,” International Journal of Refrac- tory Metals and Hard Materials, Vol. 27, No. 3, May 2009, pp. 545-548. [13] A. Upadhyaya, S. K. Tiwari and P. Mishra, “Microwave Sintering of W-Ni-Fe Alloy,” Scripta Materialia, Vol. 56, No. 1, January 2007, pp. 5-8. [14] M. Jain, G. Skandan, K. Martin, K. Cho, B. Klotz, R. Dowding, D. Kapoor, D. Agkawal and C. Jiping, “Mi- crowave Sintering: A New Approach to Fine-Grain Tung- sten: I,” International Journal of Powder Metallurgy, Vol. 42, No.2, 2006, pp. 45-50. [15] Z. Xie, J. Yang and Y. Huang, “Densification and Grain Growth of Alumina by Microwave Processing,” Materi- als Letters, Vol. 37, No. 4-5, November 1998, pp. 215- 220. Copyright © 2011 SciRes. MSA |