Predicting the Fatigue Life in Steel and Glass Fiber Reinforced Plastics Using Damage Models603
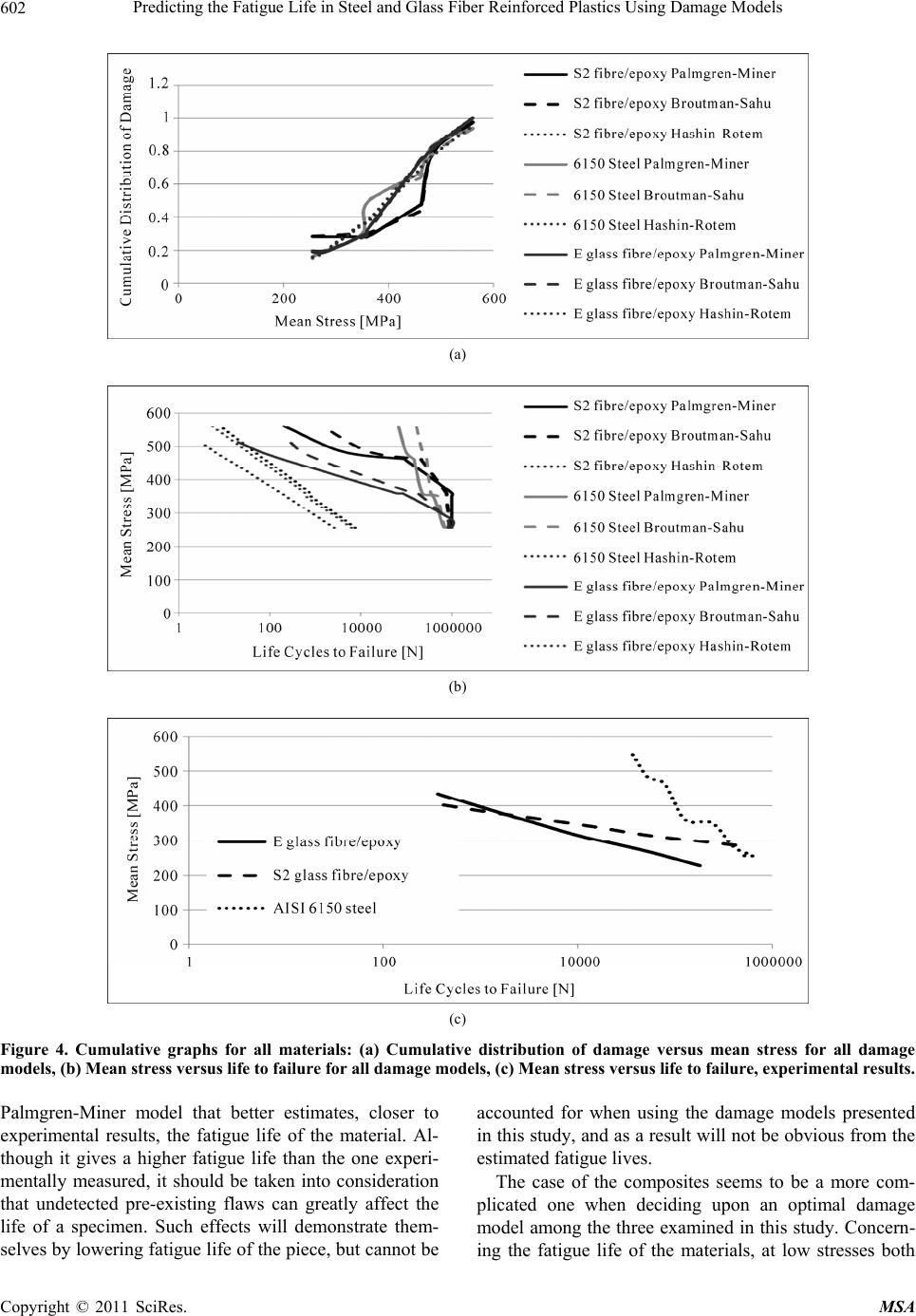
linear models, and especially Broutman-Sahu, give pre-
dictions close enough to experimental results, within less
than an order of magnitude for S2 glass fibre/epoxy
composite. At higher mean stresses, above 400 MPa, it is
the non-linear model, Hashin-Rotem, which can best
predict the fatigue life of the composite. The fatigue life
of E glass fibre/epoxy composite is more accurately pre-
dicted at high mean stresses by the Palmgren-Miner
model, while for the rest of the mean stress range all
three damage models deviate form experimental results
the same, and the question that determines the most ap-
propriate model among them is whether overestimation
or underestimation is the desired in the predictions.
Damage models can give great insight to the behavior
of materials under different types of loading. Choosing
the right model however, is an important task when
overestimation or underestimation of fatigue is to be
avoided. This study focuses on materials that are cycli-
cally loaded, and experimental data from cyclic loading
in bending is used to compare the predictions to [13-15].
Linear models tend to give an overestimated prediction
of the fatigue life of the materials, while the non-linear
models will give significantly underestimated results
compared to experimentally deduced values. It is clear
that for both the steel and the composites linear models
give more accurate, although overestimated results. The
dependence of the model on stress information is impor-
tant at lower stresses in the case of composites, where
Broutman-Sahu estimates were in closer agreement with
experimental data. In the case of steel experimental data
and both linear models agree at low stresses. However,
the stress independent model is better in predicting the
fatigue life of steel [11]. This can once more be ex-
plained by the different ways in which the two types of
materials fail. Caution should always be taken when re-
lying on such damage models to predict probability of
failure and fatigue life of an S2 or E glass fibre/epoxy
composite and AISI 6150 steel, and if possible should
always be compared with those of experiments done on
the materials, as there exist a variety of factors, such as
surface treatments and defects, the effects of which can-
not be accounted for in the damage models.
REFERENCES
[1] L. J. Broutman and R. H. Krock, “Composite Materials,”
Academic Press, New York, 1974.
[2] A. Kelly, “Concise Encyclopedia of Composite Materials
Revised Edition,” Elsevier Science Ltd., Oxford, 1994.
[3] Z. Hashin and A. Rotem, “A Cumulative Damage Theory
of Fatigue Failure,” Materials Science and Engineering,
Vol. 34, No. 2, 1978, pp. 147-160.
[4] R. M. Christensen, “Cumulative Damage Leading to Fa-
tigue and Creep for General Materials,” 2008.
www.failurecriteria.com
[5] F. L. Matthews, G. A. O. Davies, D. Hitchings and C.
Soutis, “Finite Element Modeling of Composite Materials
and Structures,” Woodhead Publishing Limited, Cam-
bridge, 2000.
[6] L. E. Kaechele, “Review and Analysis of Cumulative
Damage Theories,” The Rand Coorporation Memoran -
dum, Document Number: RM-3650-PR, 1963.
[7] L. J. Broutman and S. A. Sahu, “Progressive Damage of a
Glass Reinforced Plastic during Fatigue,” 24th Annual
Technical Conference, Reinforced Plastics/Composite
Div., SPI, 1969.
[8] M. J. Salkind, “Fatigue of Composites,” Composite Ma-
terials: Testing and Design, (2nd Conference), ASTM STP
497: American Society for Testing Materials, Anaheim,
20-22 April 1971, pp. 143-169.
[9] M. A. Miner, “Cumulative Damage in Fatigue,” Journal
of Applied Mechanics, Vol. 12, No. 3, 1945, pp. 159-164.
[10] J. A. Epaarachchi, “A Study on Estimation of Damage
Accumulation of Glass Fibre Reinforced Plastic (GFRP)
Composites under a Block Loading Situation,” Composite
Structures, Vol. 75, No. 1-4, 2006, pp. 88-92.
doi:10.1016/j.compstruct.2006.04.063
[11] S. Suresh, “Fatigue of Materials,” Cambridge University
Press, Cambridge, 1991.
[12] L. J. Broutman and S. A. Sahu, “A New Theory to Predict
Cumulative Fatigue Damage in Fiberglass Reinforced
Plastics,” Composite Materials: Testing and Design (2nd
Conference) ASTM STP 497: American Society for Test-
ing Materials, Anaheim, 20-22 April 1971, pp. 170-188.
[13] B. D. Agarwal, L. J. Broutman and K. Chandrashkhara,
“Analysis and Performance of Fiber Composites,” Wiley,
Hoboken, 2006.
[14] R. Fragoudakis, A. Saigal, G. Savaidis, et al., “Surface
Properties and Fatigue Behavior of Shot Peened Leaf
Springs,” Proceedings of the 2nd International Confer-
ence of Engineering against Fracture, Mykonos, 22-24
June 2011.
[15] R. N. Anderson, “Manufacturing Process for Production
of Composite Leaf Springs for 5-ton Truck,” Ciba-Geigy
Corporation, Fountain Valley, 1984.
[16] M. L. Aggarwal , V. P. Agrawal and R. A. Khan, “A
Stress Approach Model for Prediction of Fatigue Life by
Shot Peening of EN45A Spring Steel,” International
Journal of Fatigue, Vol. 28, No. 12, 2006, pp. 1845-1853.
doi:10.1016/j.ijfatigue.2005.12.004
[17] M. Guagliano and L. Veryani, “An Approach for Predic-
tion of Fatigue Strength of Shot Peened Components,”
Engineering Fracture Mechanics, Vol. 71, No. 4-6, 2004,
pp. 501-512. doi:10.1016/S0013-7944(03)00017-1
[18] J. B. Wheeler, et al., “Effects of Proof Test on the Str-
ength and Fatigue Life of a Unidirectional Composite,”
Fatigue of Fibrous Composite Materials, ASTM STP 723:
American Society for Testing Materials, San Francisco,
22-23 May 1979, pp. 116-132.
[19] A. S. D. Wang, P. C. Chou and J. Alper, “Effects of Proof
Copyright © 2011 SciRes. MSA