Journal of Materials Science and Chemical Engineering, 2014, 2, 9-15
Published Online October 2014 in SciRes. http://www.scirp.org/journal/msce
http://dx.doi.org/10.4236/msce.2014.210002
How to cite this paper: Pędzich, Z., Grabowski, G., Saferna, I., Ziąbka, M., Gubernat, A., Szczerba, J., Bućko, M.M. and Kot,
M. (2014) The Abrasive Wear of Non-Oxide Structural Ceramics in Wet Environment. Journal of Materials Science and
Chemical Engineering, 2, 9-15. http://dx.doi.org/10.4236/msce.2014.210002
The Abrasive Wear of Non-Oxide Structural
Ceramics in Wet Environment
Z. Pędzich1, G. Grabowski1, I. Saferna1, M. Ziąbka1, A. Gubernat1, J. Szczerba1, M. M. Bućko1,
M. Kot2
1Department of Ceramics and Refractory Materials, AGH-University of Science and Technology, Krakow, Poland
2Department of Machine Design and Technology, AGH-University of Science and Technology, Krakow, Poland
Email: pedzich@agh.edu.pl
Received July 2014
Abstract
Silicon carbide and silicon nitride are recognized as phases with very good mechanical properties.
Many parts of machines and mechanical devices are made of these materials. Particulate compo-
sites basing on both mentioned phases have significant potential of properties improvement. The
aim of presented work was to check the difference in wear behavior when materials surfaces were
attacked by hard, loose particles in wet environment (pulp). Investigations were performed on
silicon carbide, silicon nitride and two composites on their matrices. The basic performed test was
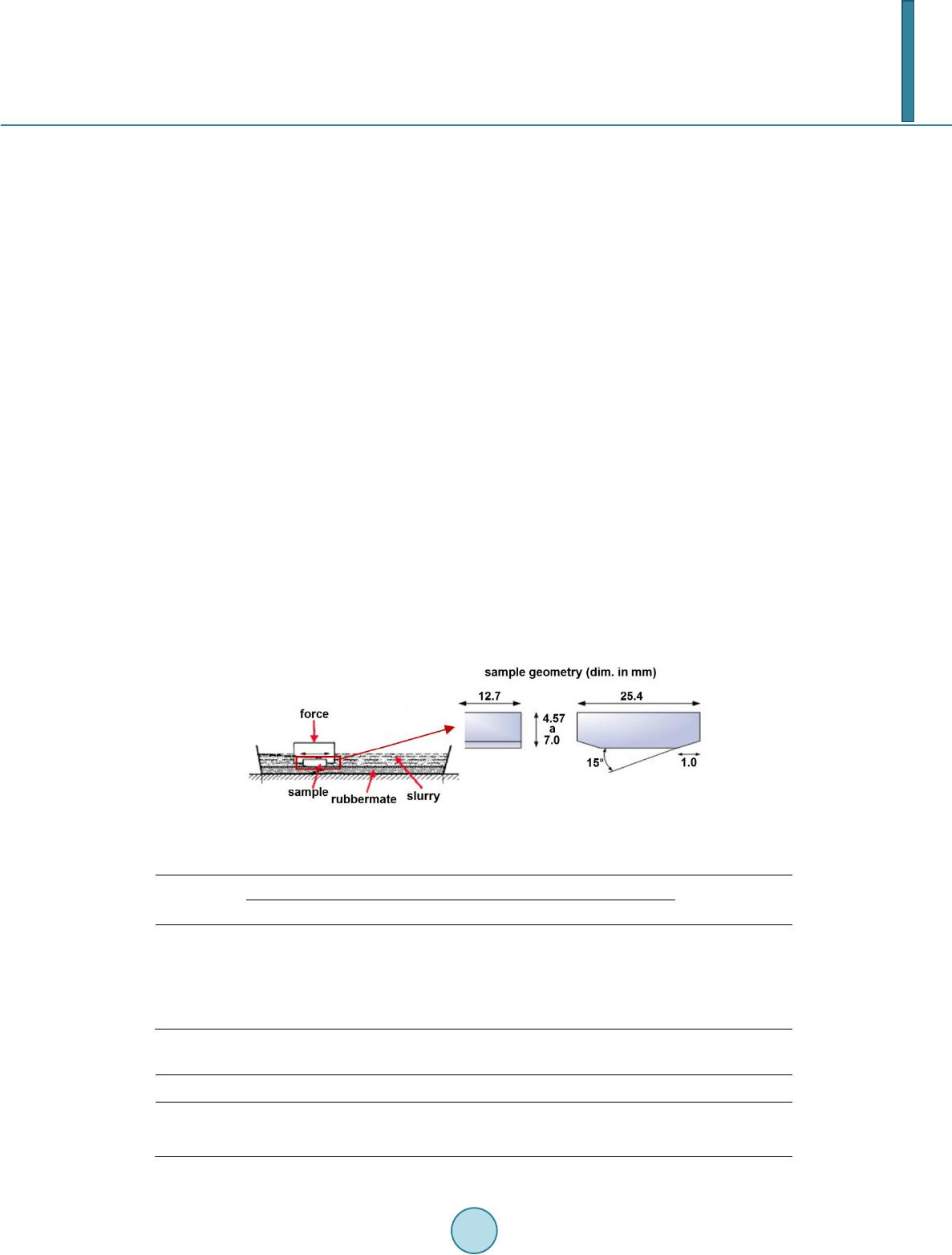
the Miller Test according to ASTM Standard. The detail microstructural and mechanical characte-
rization of investigated materials was done. Residual stress state caused by coefficients of thermal
expansion mismatch was calculated using FEM approach. The second phases for composites were
selected to introduce the compressive stress state into the matrix phase. Comparative studies of
abrasive wear of “pure” phases and composites performed showed differences between dominat-
ing wear mechanisms. Tests results proved that the influence of the second phase presence in the
materials was significant for the wear rate.
Keywords
Abrasive Wear, Miller Test, Silicon Carbide, Silicon Nitride, Residual Stress
1. Introduction
The exploitation of many mechanical devices consists in the movement of different parts which are very often
exposed on the action of loose hard particles. This may cause many problems according to destruction of surface
quality and tightness of part connections. The intensive wear rate in relatively small areas could destroy even big
and complicate devices. Ceramic materials are very promising from this point of view. They can offer very good
mechanical properties, especially hardness and stiffness which are very important for wear resistance improve-
ment. Additionally, the proper phase composition of ceramic matrix composites can produce in the matrix com-
pressed stresses caused by the mismatch of thermal expansion coefficients of constituent phases [1] [2]. Such
stresses could act additionally as toughening mechanism [3] [4] and also improve the abrasive wear resistance.