Materials Sciences and Applications
Vol.4 No.9(2013), Article ID:36665,7 pages DOI:10.4236/msa.2013.49064
Ashes of Biogenic Wastes—Pozzolanicity, Prospects for Use, and Effects on Some Engineering Properties of Concrete
![]()
Department of Civil Engineering, The Federal University of Technology, Akure, Nigeria.
Email: *arumcnwchrist@yahoo.co.uk
Copyright © 2013 Chinwuba Arum et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received July 13th, 2013; revised August 11th, 2013; accepted August 22nd, 2013
Keywords: Ordinary Portland Cement; Supplementary Cementitious Material; Pozzolana; Biogenic Waste
ABSTRACT
The growing concern for the environment all over the world, as well as the high cost of Portland cement has placed limitation on its use as the sole binding material in concrete. This work has shown that ashes from some agricultural or other biogenic wastes when mixed with appropriate amounts of ordinary Portland cement (OPC) can be used as low-cost, environmentally, more friendly binders for concrete production, than using OPC alone. Experimental determination of requisite properties of the ashes of rice husk, coconut husk, palm leaf, bamboo leaf and peanut shell revealed that they satisfy the essential requirements for pozzolans. Further experimental work was carried out on OPC/rice husk ash (RHA) and OPC/coconut husk ash (CHA) concretes to determine their essential properties in fresh and hardened states. Although the initial and final setting times of OPC/RHA and OPC/CHA pastes were longer than the setting times of 100% OPC paste, they are all within the limits specified by relevant standards. The workability of fresh concrete produced by partially replacing OPC with either of RHA and CHA was found to be better than with 100% OPC. It was also shown that the porosity of OPC/RHA and OPC/CHA concretes was less than the porosity of OPC concrete. Strength tests using very finely ground RHA and CHA to partially replace Portland cement in concrete production showed that at up to 15% replacement the strength activity index of each of them is greater than 100%, which indicating that they are excellent pozzolans.
1. Introduction
1.1. Background
It is common knowledge that the demand for affordable housing grows at a faster pace than its supply in practically all countries of the world. Nigeria’s housing deficit presents one of the very touching scenarios even within the context of developing countries [1]. According to Alitheia [2], the national housing deficit rose from 7 million units in 1991 to between 12 and 15 million units in 2008; and currently stands at 17 million units [3]. Unfortunately, there is indication that the deficit will continue to mount.
One of the main reasons for the continued increase in the deficit of affordable housing in Nigeria is the high cost of ordinary Portland cement (OPC), an essential constituent of concrete. Unfortunately, the increasing use of concrete in buildings is becoming problematic in developing countries because of the ever-rising cost of OPC. The situation is worsened for Nigeria by its huge population with high growth rate, all of which combine to put further pressure on the available supply of OPC. According to CIA World Factbook [4], the current population of Nigeria is estimated at 170 million people with an annual growth rate of 2.55%.
1.2. Housing, Ordinary Portland Cement (OPC), Sustainable Development and Sustainable Construction
Sustainable development has been defined as development which meets the needs of the present without compromising the ability of future generations to meet their own needs [5]. It is known that cement production is accompanied by the emission of huge amounts of CO2, a greenhouse gas, into the atmosphere. It has been reported that approximately one ton of CO2 is emitted into the atmosphere for every ton of cement produced, a fact responsible for about 7% of the total global production of CO2 in 1995 [6]. Moreover during cement production, clinker is burnt at a temperature as high as about 1450˚C and this contributes to the environmentally negative phenomenon of global warming. In addition, naturally occurring raw materials for OPC manufacture (limestone, sand, shale, clay, iron ore) continue to deplete, a situation which does not promote sustainability. There is therefore the need to find alternative to OPC which should not only be more environmentally friendly but also be cheaper.
Materials that substantially satisfy the above requirements are collectively known as supplementary cementitious materials (SCMs). SCM has been defined as a material that when used in conjunction with OPC, contrib.- utes to the properties of the hardened concrete through hydraulic or pozzolanic activity, or both [7]. By this definition, SCMs include all pozzolans, fly ash, and ground granulated blast-furnace slag (GGBFS).
According to BSI [8], pozzolanic materials are natural substances of siliceous or silico-aluminous composition or a combination thereof which do not harden in themselves when mixed with water but, when finely ground and in the presence of water, they react at normal ambient temperature with dissolved calcium hydroxide (Ca(OH)2) to form strength-developing calcium silicate and calcium aluminate compounds. The compounds so formed are similar to those which are formed in the hardening of hydraulic materials.
1.3. Biogenic SCMs
The use of industry by-products and natural pozzolans as SCMs in concrete is old and well-established. However, there has been a relatively recent but continuously growing interest in another group of SCMs, namely pozzolans derived from ashes of organic (mostly agricultural) wastes. These SCMs are also known as biogenic wastes [6]. They include rice husk ash, coconut husk ash, peanut (or groundnut) shell ash, palm oil fuel ash (POFA), sugar cane bagasse ash, palm leaf ash, bamboo leaf ash, corn cob ash, rice straw ash, among others.
In many developing countries of the world, the current research interest in the use of SCMs for mortar and concrete production appear to favour pozzolans from biogenic wastes at the expense of industrial by-products. This seems logical because in these countries biogenic wastes are more readily available than industrial byproducts. Thus, research has shown that palm oil fuel ash (POFA) is viable for use as a supplementary cementitious material in Malaysia, a country that produces about 0.3 million ton of POFA annually [6]. Another research effort in Thailand (a world giant producer of rice) reported that the widespread availability of rice husk ash (RHA) as agricultural waste in the country makes it the most appropriate material for cement-based applications [9].
A research reported on the use of rice straw ash to partially replace cement in concrete in the Philippines showed that at 10% replacement, concrete with calcined rice straw ash has a greater compressive strength value at 28 days than the control specimen [10]. A wide-ranging review of research works on the use of rice husk ash as a SCM in mortar and concrete was done by Givi et al. [11].
In Nigeria, the high cost of cement, negative impacts of its production on the environment, high energy demand, fast depletion of naturally occurring raw materials for Portland cement production, all contribute to reduce the attractiveness of Portland cement. However, there is a big opportunity for the use of pozzolans of organic origin, mostly ashes from some agricultural waste materials which otherwise would constitute environmental nuisance and require huge financial resources for appropriate disposal in landfills. Such waste materials include rice husk, coconut husk, palm oil fuel, sugarcane bagasse, and so forth.
Rice cultivation is widespread in Nigeria, extending from the northern to southern zones. In a recent research report on the use of rice husk ash as a pozzolana in Nigeria, Akindahunsi and Alade [12] noted that the strength activity index of concrete produced at replacement levels of 0, 5, 10, 15 and 20% at 28 days curing age were 100%, 97%, 89%, 81% and 74% respectively for a 1:2:4 weight ratio concrete and water/cement ratio of 0.6. Another organic material that can be utilized as a source of pozzolan in Nigeria is coconut husk. Some research works have shown that this material can be a useful source of pozzolan for the local construction industry. A very recent work in this regard is that of Utsev and Taku [13]. As the world’s 13th largest producer of coconut oil, some sizable amount of the husk is available in Nigeria for conversion to ash [14].
1.4. Necessity for the Present Study
Although it is commonly known that the ashes of a number of agricultural waste materials could be used as pozzolans, information on research findings is available only on very few of the materials and some of the findings are conflicting.
The present research is therefore borne out of the need to widen the information base on the pozzolanic properties of a wider-ranging list of organic waste materials available in Nigeria in worthwhile quantities as well as carry out more detailed investigation on the ashes by using two of them (rice husk and coconut husk) as case studies. Accordingly, the objectives of the research are to:
a) evaluate the composition of the relevant oxides in the ashes of a selected list of organic waste materials (rice husk, peanut shell, coconut husk, bamboo leaf and palm leaf) in order to determine their pozzolanicity using functional standard equipment (Minipal 4 Energy Dispensing X-ray Fluorescence Spectrometer (EDXRF);
b) determine the loss on ignition (LOI) and the specific gravity of each of the ashes in a) above;
c) determine the standard consistence and the setting times of the pastes made from the case study ashes - rice husk ash (RHA) and coconut husk ash (CHA) pastes;
d) conduct compacting factor test on fresh concretes utilizing 100% Portland cement and various levels of its partial replacement with RHA and CHA; and e) determine the density and compressive strength of hardened concrete made with different levels of replacement of Portland cement using RHA and CHA as case studies.
2. Experimental Details
2.1. Requisite Biogenic Materials
Five biogenic materials were investigated for loss on ignition as well as chemical composition and the specific gravity of their ashes. They include rice husk sourced from a rice mill in Abakaliki in Ebonyi state, coconut husk from a coconut plantation at Fuga in Edo state, peanut shell from Bambara in Kebbi state, palm leaf from Akure in Ondo state, and bamboo leaf from AdoEkiti in Ekiti state, all in Nigeria. However, more detailed investigation involving standard consistence, setting times, workability and compressive strength test were carried out for only two of the ashes—RHA and CHA which are the case study materials.
2.2. Production of Ashes
The different biogenic materials were air-dried for 3 months to expel moisture from them. After air-drying, the materials were processed by burning in a muffle furnace at the Foundry Laboratory of the Materials and Metallurgical Engineering Department, Federal University of Technology, Akure (FUTA). The materials were burned at a temperature of 700˚C for about 6 hours such that the amorphous form of the ash was preserved. The temperature was controlled with a thermocouple together with a temperature regulator that automatically controlled the heating by means of magnetic valves in the gas and combustion air supply system, thus keeping the temperature constant at the desired level. The materials were burnt in a closed compartment in the furnace thereby keeping the ash from direct flame from the combusting gases. Any unburnt particles were put back into the furnace and left until completely calcined. The fully burnt ash was left to cool for 72 hours before it was collected and finely ground by means of a Sonik SB-1212 brand of domestic blender. After grinding, the particles were sieved through a sieve of 45 µm.
2.3. Methods
2.3.1. Determination of Chemical Composition
The chemical analysis for the determination of the oxides composition was carried out in the Central Research Laboratory of FUTA with the aid of Minipal 4 Energy Dispensing X-ray Fluorescence Spectrometer (EDXRF).
Ash sample from each of the 5 materials was placed inside one of 5 small containers labeled 1 to 5 and placed inside the spectrometer tray. Each tray was named according to the ash type it contained. The test machine was subsequently enabled and automatically the results of the different oxides and their amounts present in each of the materials were displayed on a computer screen. In addition, the loss on ignition and the specific gravity of the materials were determined at the Geotechnical and Concrete Laboratories of the Civil Engineering Department, FUTA.
2.3.2. Determination of Standard Consistence
This test was performed for the locally widely used Elephant brand of ordinary Portland cement and for 5%, 10% and 15% replacement levels with either of rice husk ash (RHA) and coconut husk ash (CHA), in accordance with the provisions of BSI [15]. The test was conducted in the Concrete Laboratory of the Civil Engineering Department of FUTA using the standard Vicat apparatus. The ratio of the mass of water required to obtain a uniform paste (after mixing for 4 mins) to the mass of cementitious material in percentage terms was recorded as the standard consistence for each paste.
2.3.3. Determination of Setting Times
The initial and final setting times were determined for OPC as well as for the blends of OPC and the case study ashes of rice husk and coconut husk (OPC/RHA and OPC/CHA) pastes for different replacement levels. The setting time tests were conducted in accordance with the requisite standard [15].
2.3.4. Proportioning of Concrete Mix
The batching of the materials was a weight ratio of 1:2:4 for binder: fine aggregate: coarse aggregate and the water to binder ratio was 0.55. The replacement levels of Portland cement by ash were 0% to 15% at 5% intervals. The Portland cement/ash batching was by volume. Two sets of cubes were cast using RHA to replace Portland cement (PC) in one and using CHA in the other. Concrete was batched in accordance with the recommendations of BSI [16].
2.3.5. Determination of Air Void in Concrete
The test was carried out for the case study ashes using the pressure method as described in [17]. Accordingly, freshly mixed concrete was placed in the requisite pressure air meter and compacted in 3 layers. Each layer received 50 blows and the equipment was well clamped. Water was poured in the calibrated tube up to the zero mark. Air pressure was applied by means of a bicycle pump into the concrete and measured by a pressure gauge. Due to the increase in pressure above the atmospheric pressure, the volume of air in the concrete decreased and this caused a fall in the level of the water above the concrete. The air content was read directly. This procedure was repeated for 5%, 10% and 15% replacement levels of OPC by SCMs.
2.3.6. Determination of Workability
The compacting factor test was used as the basis for comparison of the workability of OPC concrete, OPC/ RHA and OPC/CHA concretes, owing to the low workability of the mixes as observed in the trial mixes. The test was conducted in accordance with the provisions of BSI [18].
2.3.7. Casting of Concrete Cubes and Determination of Density and Compressive Strength
Forty eight (48) 150 mm × 150 mm × 150 mm cubes were cast for each of the 2 sets of experiments for crushing after curing for 7, 14, 21 and 28 days. Three (3) cubes were crushed at each maturity age and at each replacement level. The casting and curing of concrete were in accordance with the recommendations of BSI [19]. Prior to the crushing of the concrete cubes, the density of the hardened concrete was determined for each replacement level at various curing ages, according to the provisions of BSI [19]. The testing for compressive strength was carried out as recommended by BSI [20].
3. Results and Discussion
3.1. Chemical Composition
The results of the properties of the ashes of the five (5) organic materials investigated are presented in Table 1.
From Table 1, the sum of the percentage composition of the oxides SiO2+ Al2O3+ Fe2O3 is respectively 77.13, 74.5, 74.7, 91.1 and 69.2 in the ashes of rice husk, coconut husk, palm leaf, bamboo leaf and peanut shell. According to ASTM [21], a pozzolana should have 70% minimum value for the sum of those oxides. Accordingly, all the tested materials satisfy this requirement for pozzolans with only peanut shell ash having a slightly lower value at 69.2%. In addition, magnesium oxide which in excess of 4% would make the pozzolana to be unsound, was not detected which implies that it could only be present in trace quantities.
Other properties of the organic materials and their ashes investigated are shown in Table 2. From Table 2, the loss on ignition for each of the five materials is far less than the maximum permissible value of 10% [21]. This indicates that there is only very little unburnt carbon, a substance which reduces the pozzolanic activity of the ashes if present in amounts greater than 10%. The pozzolanic activity of the investigated ashes is therefore not inhibited by the presence of unburnt carbon. At 1.84, the specific gravity of Abakaliki rice husk ash is less than the value of 2.31 reported for the RHA from Erin-Ijesha [12]. Both values are lower than the specific gravity of Portland cement which is 3.15.
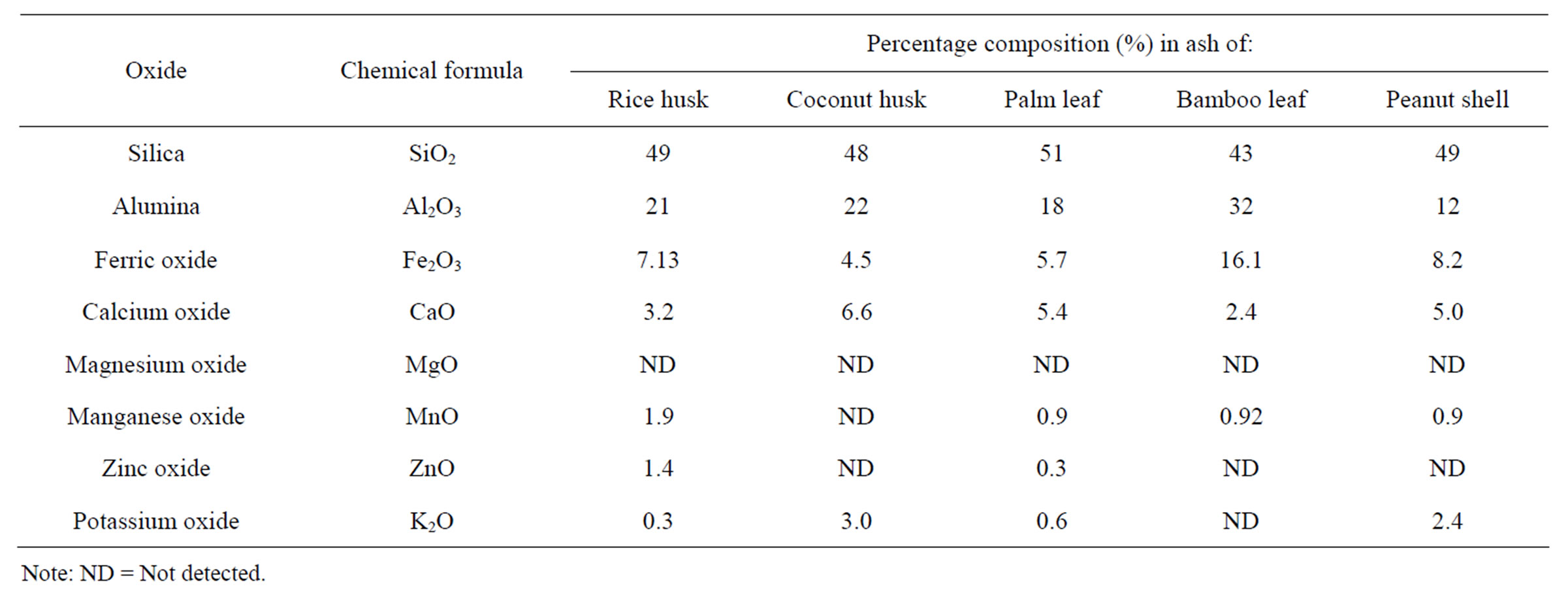
Table 1. Percentage oxides composition of the ashes of the investigated organic materials.
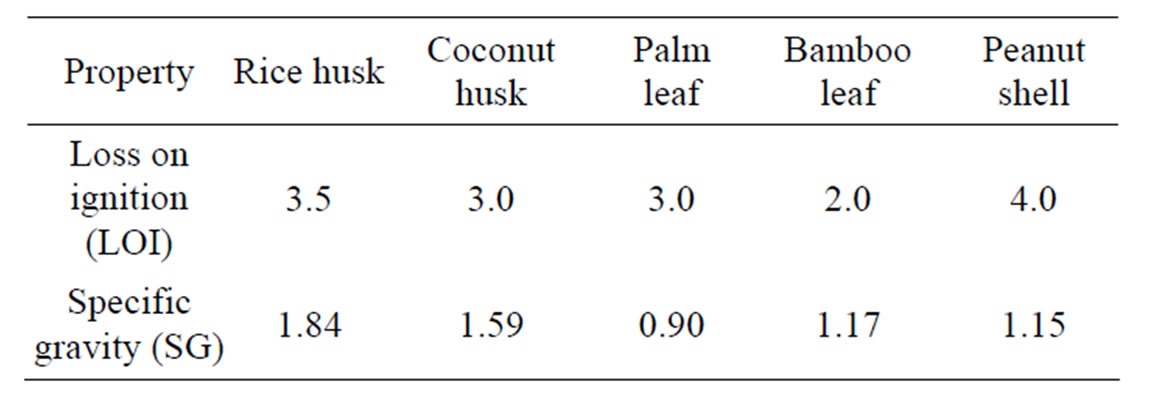
Table 2. Loss on ignition of the materials and the specific gravities of their ashes.
3.2. Standard Consistence
The result of the standard consistence test is presented in Table 3 for OPC and the case study ashes. The table shows that the amount of water needed to achieve the desired consistence increases as the replacement level of Portland cement with SCM increases. This is as expected because of the presence of carbon in the SCMs which as it is known, increases the water absorption capacity of the material.
3.3. Setting Times
The results of the setting times test are shown in Table 4 for the 2 case study ashes and presented graphically in Figure 1 for OPC/RHA mix which is typical for OPC/CHA also, as seen from Table 4. Owing to partial replacement of OPC with SCMs, the rate of reaction was reduced causing a reduction in the amount of heat released which led to delay in the hardening of the paste. The reduction in the rate of reaction could have been caused by the presence of alumina in the ashes. The results of the setting times well agree with those given by Okpala [22], Utsev and Taku [13] and Ganesan et al. [23]. Although both the initial and final setting times of the OPC/SCM pastes were longer than those of the control OPC paste, the initial setting times for OPC/RHA and OPC/CHA pastes were both greater than the minimum of 45 mins while the final setting times were less than the maximum of 600 mins according to the recommendations of BSI [15]. Therefore at the replacement levels used in this work, the addition of SCMs to OPC did not adversely affect the setting time of concrete binder.
3.4. Air Void
The results of the air void test carried out are shown in Table 5.
The results shown in Table 5 are in agreement with the position in [11] that with partial replacement of cement by pozzolans, the porosity of concrete decreases. This decrease is probably due to the pore size redistribution in quantity and size as a result of the reaction of the ashes with the calcium hydroxide to form C-S-H gel [24].

Table 3. Standard consistence test result.
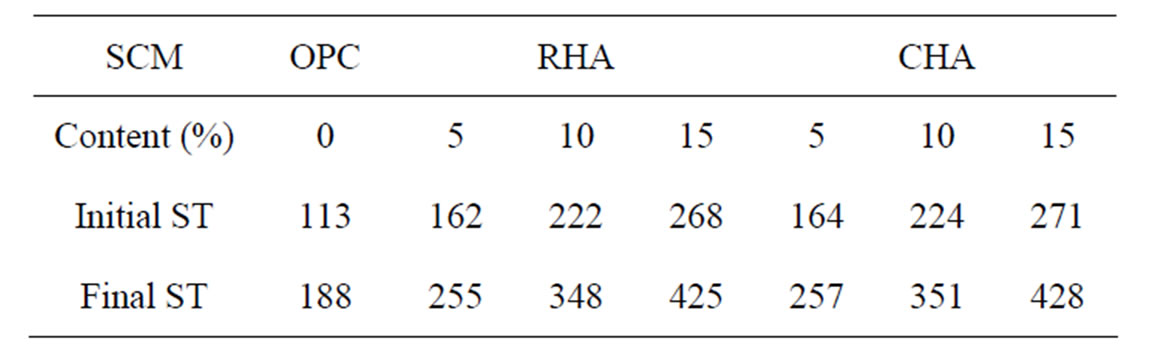
Table 4. Results of setting times-ST (mins).
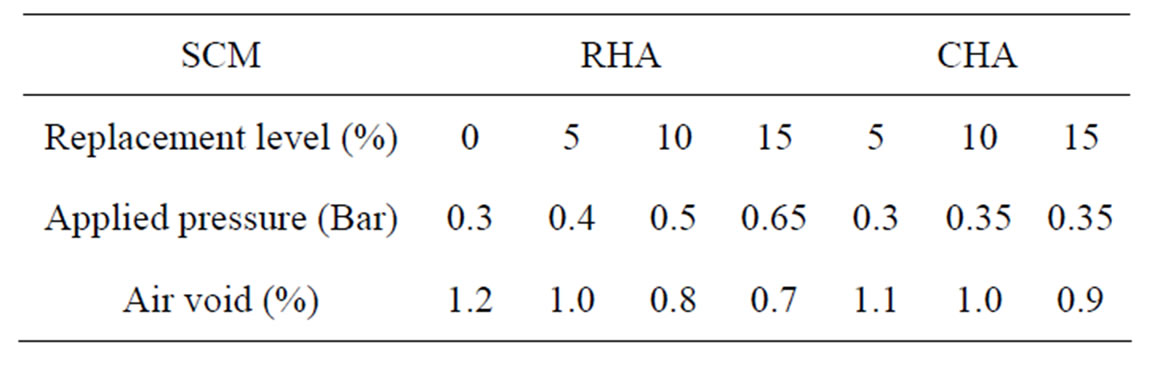
Table 5. Air void for concrete with RHA and CHA.
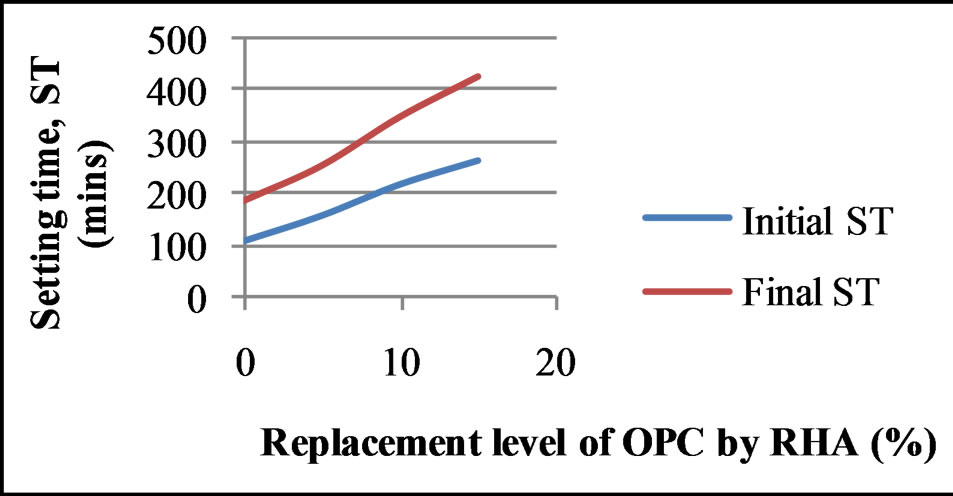
Figure 1. Curves of setting times for OPC/RHA pastes.
3.5. Workability
The results of the compacting factor test are shown in Table 6.
The results in Table 6 show that compacting factor increase with increase in rice husk ash (RHA) and coconut husk ash (CHA) levels. This indicates that both the concretes with OPC/RHA and OPC/CHA mixes have better workability/compactability than concrete produced using 100% OPC.
3.6. Compressive Strength
The results of the tests on the compressive strengths of the rice husk ash concrete and coconut husk ash concrete are presented graphically in Figures 2 and 3 respectively for OPC/RHA and OPC/CHA concretes.
Figures 2 and 3 show that the compressive strength of concrete increased as the replacement level of Portland cement by RHA increased from 0 to 10% and started decreasing at 15% at all testing ages investigated. On the other hand, the compressive strength of concrete increased continuously as the replacement level of Portland cement by CHA increased from 0% to 15%. The strength activity indices at 28 days curing of concrete containing RHA were 110.2%, 110.6% and 103.5%, and 103.1%, 106.2% and 109.8% for concrete containing CHA, respectively for 5%, 10% and 15% replacement levels. The values are well above the 75% minimum value specified for utilization of a pozzolana in concrete [21].
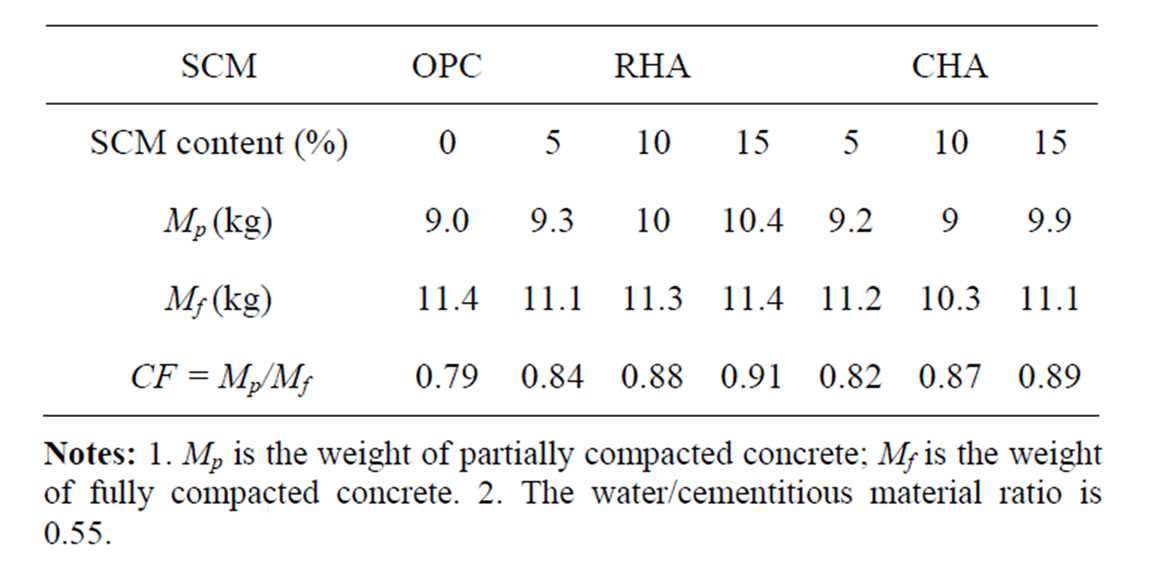
Table 6. Compacting factor (CF) test results.
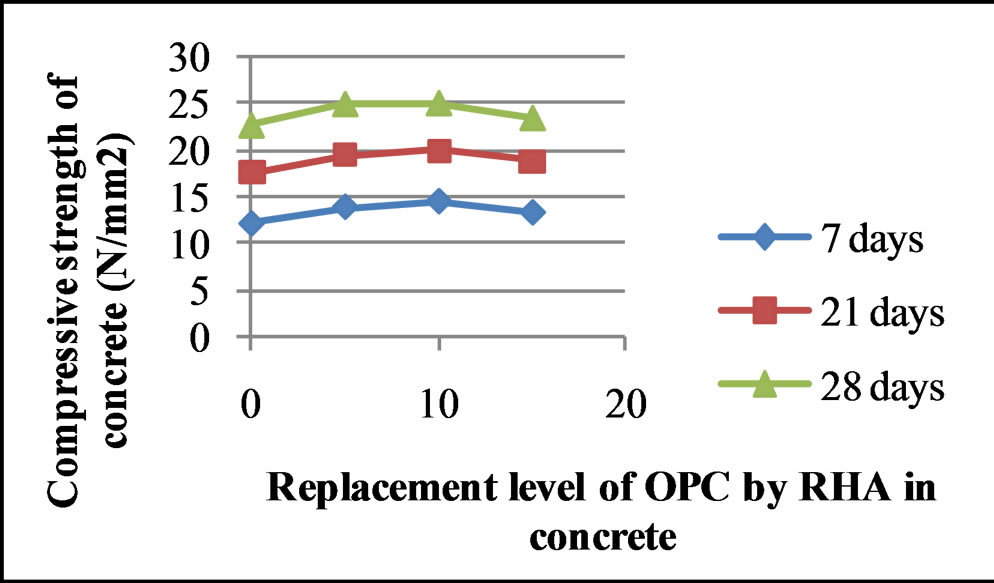
Figure 2. Curves of compressive strength of OPC/RHA concrete.
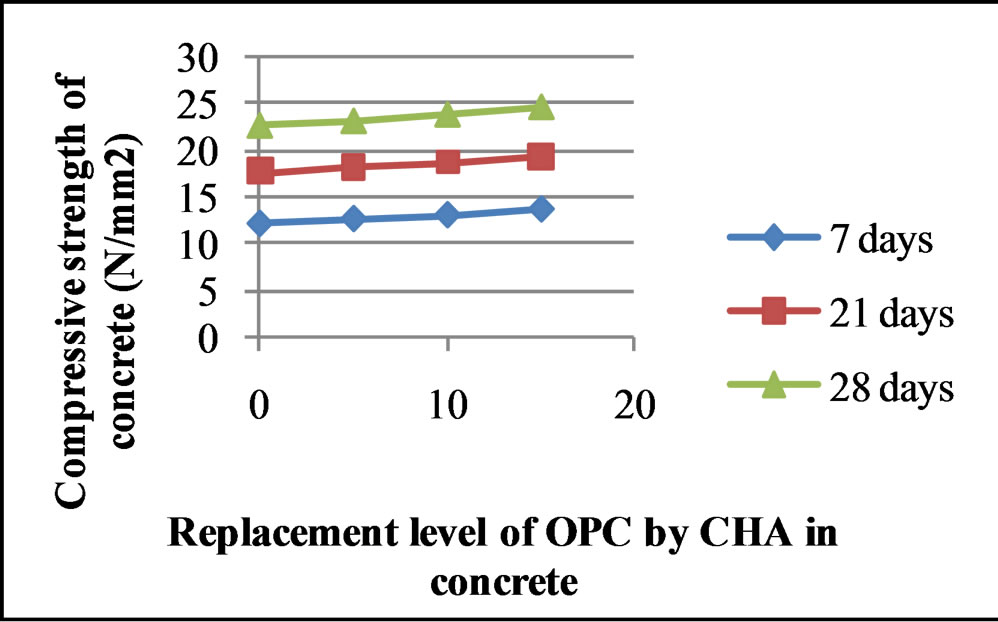
Figure 3. Curves of compressive strength of OPC/CHA concrete.
3.7. Density
The results of the density test are shown in Table 7.
The results in Table 7 show that there is no meaningful change in the density of 100% OPC concrete as the replacement level of OPC by RHA or CHA increases from 0% to 15%. Therefore pozzolans of biogenic origin do not adversely affect the density of concrete.
4. Conclusions
From the results obtained in this research the following conclusions are made:
1) The use of RHA and CHA as pozzolans for partial replacement of Portland cement in the production of concrete is an excellent alternative to using pozzolans from industrial by products for developing countries such as Nigeria.
2) The water requirement for a desired consistence increases as the replacement level of RHA or CHA in OPC increases.
3) The initial and final setting times of RHA/OPC and CHA/OPC pastes are each slightly longer than of 100% OPC paste but are all within the limits set by requisite standards.
4) The volume of void occupied by air in concrete with OPC is greater than the volume occupied using concrete with either OPC/RHA or OPC/CHA.
5) The compactability of RHA/OPC and CHA/OPC concrete is better than that of the control 100% OPC concrete. Moreover, the greater the RHA or CHA content in concrete the greater the compactability.
6) At up to 15% replacement level the density of RHA/OPC and CHA/OPC concrete is not substantially different from that of the control and falls within the requisite level for normal weight concrete.
7) The chemical composition of the ashes of rice husk, coconut husk, palm leaf, bamboo leaf and peanut shell shows that they satisfy the basic requirements for pozzolans.
8) Concrete made by replacing up to 15% Portland cement with ashes ground to such fineness that it passes

Table 7. Results of density test of hardened concrete (kg/m3).
sieve size 45 µm had compressive strength higher than its control which had 100% Portland cement as the binder.
REFERENCES
- J. O. Basorun and G. Fadairo, “Government Challenges in Housing the Urban Poor in Ado-Ekiti, Nigeria,” Journal of Sustainable Society, Vol. 1, No. 2, 2012, pp. 31- 35.
- Alitheia Capital, “Housing—Creating the Right Environment. Lessons from other economies in tackling the housing crisis,” Vol. 24, 2012. http://www.thealitheia.com/newsletters/Alitheia%20Capital%20REInsight%20-%20March%202012.pdf
- K. Adegboye, “52 Years of Homelessness: Experts Proffer Solutions to Dearth of Affordable Housing,” Vanguard Mobile Edition, 2012. http://www.vanguardngr.com/2012/10/52-years-of-homelesness-experts-proffer-solutions-to-dearth-of-affordable-housing/
- CIA World Factbook, “Nigeria Population, 2012,” 2012. http://www.onlinenigeria.com/population/
- WCED, “Our Common Future,” World Commission on Environment and Development, Report No. A/42/427, 1987.
- M. R. Karim, M. F. M. Zain, M. Jamil, F. C. Lai and M. N. Islam, “Necessity and Opportunity of Sustainable Concrete from Malaysia’s Waste Materials,” Australian Journal of Basic and Applied Sciences, Vol. 5, No. 5, 2011, pp. 998-1006.
- M. Thomas, “Supplementary Cementing Materials: Benefits & Limitations,” Materials, Testing & PerformanceBased Specifications, University of New Brunswick. http://www.circainfo.ca/pdf/M.%20Thomas%20-%20UNB%20-%20BC%20&%20MB.pdf
- British Standards Institution, “Cement—Part 1: Composition,” Specifications and Conformity Criteria for Common Cements, BS EN 197, BSI, London, 2000.
- S. Wansom, S. Janjaturaphan and S. Sinthupinyo, “Pozzolanic Activity of Rice Husk Ash: Comparison of Various Electrical Methods,” Journal of Metals, Materials and Minerals, Vol. 19, No. 2, 2009, pp. 1-7.
- F. B. Tanglao, P. N. Javier and A. L. Robles, “Compressive Strength of Concrete Blended with Calcined Rice Straw Ash,” The 3rd ACF International Conference-ACF/VCA, HoChiminh City, 11-13 November 2008, pp. 592-597.
- A. N. Givi, S. A. Rashid, F. N. A. Aziz and M. A. M. Salleh, “Contribution of Rice Husk Ash to the Properties of Mortar and Concrete: A Review,” Journal of American Science, Vol. 6, No. 3, 2010, pp. 157-165.
- A. A. Akindahunsi and O. Alade, “Exploiting the Potentials of Rice Husk Ash as Supplement in Cement for Construction in Nigeria,” International Journal of Concrete Structures and Materials Vol. 4, No. 1, 2010, pp. 3- 8. doi:10.4334/IJCSM.2010.4.1.003
- J. T. Utsev and J. K. Taku, “Coconut Shell Ash as Partial Replacement of Ordinary Portland Cement in Concrete Production,” International Journal of Scientific & Technology Research, Vol. 1, No. 8, 2012, pp. 86-89.
- United States Department of Agriculture, “Coconut Oil Production by Country in 1000 metric Tons,” 2012. http://www.indexmundi.com/agriculture/
- British Standards Institution, “Methods of testing cement—Part 3: Determination of Setting Time and Soundness,” BS EN 196, BSI, London, 1995.
- British Standards Institution, “BS 5328: Part 1: Guide to Specifying Concrete; Part 2: Methods for Specifying Concrete Mixes,” BSI, London, 1997.
- British Standards Institution, “Testing Concrete—Part 106: Methods for Determination of Air Content of Fresh Concrete,” BS 1881, BSI, London, 1993.
- British Standards Institution, “Testing Concrete—Part 103: Method for Determination of Compacting Factor,” BS 1881, BSI, London, 1993.
- British Standards Institution, “Testing Concrete—Part 7: Density of Hardened Concrete,” BS 12390, BSI, London, 2000.
- British Standards Institution, “Testing Concrete—Part 116: Method for Determination of Compressive Strength of Concrete Cubes,” BS 1881, BSI, London, 1983.
- ASTM International, “Standard Specification for Fly Ash and Raw or Calcined Natural Pozzolan for Use as a Mineral Admixture in Portland Cement Concrete,” Annual Book of ASTM Standards, ASTM International, West Conshohocken, 1994.
- D. C. Okpala, “Some Engineering Properties of Sandcrete Blocks Containing Rice Husk Ash,” Building and Environment, Vol. 28, No. 3, 1993, pp. 235-241. doi:10.1016/0360-1323(93)90029-3
- K. Ganesan, K. Rajagopal and K. Thangavel, “Rice Husk Ash Blended Concrete: Assessment of Optimal Level of Replacement for Strength and Permeability Properties of Concrete,” Construction and Building Materials, Vol. 22, No. 8, 2008, pp. 1675-1683. doi:10.1016/j.conbuildmat.2007.06.011
- A. E. Dakroury and M. S. Gasser, “Rice Husk Ash (RHA) as Cement Admixture for Immobilization of Liquid Radioactive Waste at Different Temperatures,” Journal of Nuclear Materials, Vol. 381, No. 3, 2008, pp. 271-277. doi:10.1016/j.jnucmat.2008.08.026
NOTES
*Corresponding author.