Q. Wang, N. Bennett
study aimed at improving efficiency and productivity of a local manufacturing shop floor by integration of 5S
management rules into a manual assembly line using highly skilled walking workers. These workers are capable
of performing multiple and/or all the required tasks of a unit by traveling down between stations on the line.
Such a system can also be reconfigured easily and quickly as needed to accommodate the fluctuating change of
production requirement on a daily basis.
2. A Lean Management of Using Walking Worker Assembly
In manufacturing sectors, it is well-known that flexibility and reconfigurability of a manufacturing system has
increasingly become important as the system needs to respond quickly to frequent changes of such as product
mix and production volume due to a fluctuating demand of the competitive market today. Such a characteristic
of flexible and reconfigurable manufacturing systems can also be helpful to maximize systems capability and
minimize production costs to compete with other rivals that make similar products. It was reported that approx-
imately one third of all German companies that have invested in highly advanced automaton have recognized
that these solutions were not flexible enough and have reduced again their level of automation; 38% of these
companies have reduced automation by taking advantage of a more efficient use of their qualified workforce [2].
These workers can be trained to perform multiple or all the required tasks in a production area leading to a sig-
nificant improvement in terms of cost, time, quality and capability when dealing with a variety of products over
a traditional static allocation of worker(s) to a station in which each worker only performs a single and repetitive
task. Thus, capability in manufacturing products with high customer customization is relatively low. Figure 1
illustrates a typical manufacturing system using multifunctional and dynamic walking workers. Within such a
system, each worker travels with a partially assembled product downstream and stops at each station carrying
out the essential assembly work as scheduled. Each worker is previously trained to be capable of building a
product completely from start to end along the line. Under such a ‘pull’ system, a new item of assembled prod-
ucts enters the line whenever a walking worker is available after a product assembly is completed by this walk-
ing worker at the end of the line and this worker then releases the assembled product and moves back to the first
station ready to start a new item. Because each item can only travel with one walking worker who works on it by
visiting all the stations along the line, the number of items in the system is therefore deterministic and theoreti-
cally it cannot be greater than the total number of workers employed on the line. Thus, this type of system inhe-
rently prevents unnecessary in-process inventory thereby decreasing the buffer requirement. Moreover, each
walking worker on the line cannot be starved because each worker is attached to one item all the time and it is
their responsibility for completely assembling a product within an expected cycle time through training, this de-
creases the loss of labor efficiency and maximizes individual labor utilization in practice. However, the loss of
labor efficiency can be made by the idle time, which includes a combination of a possible in-process waiting
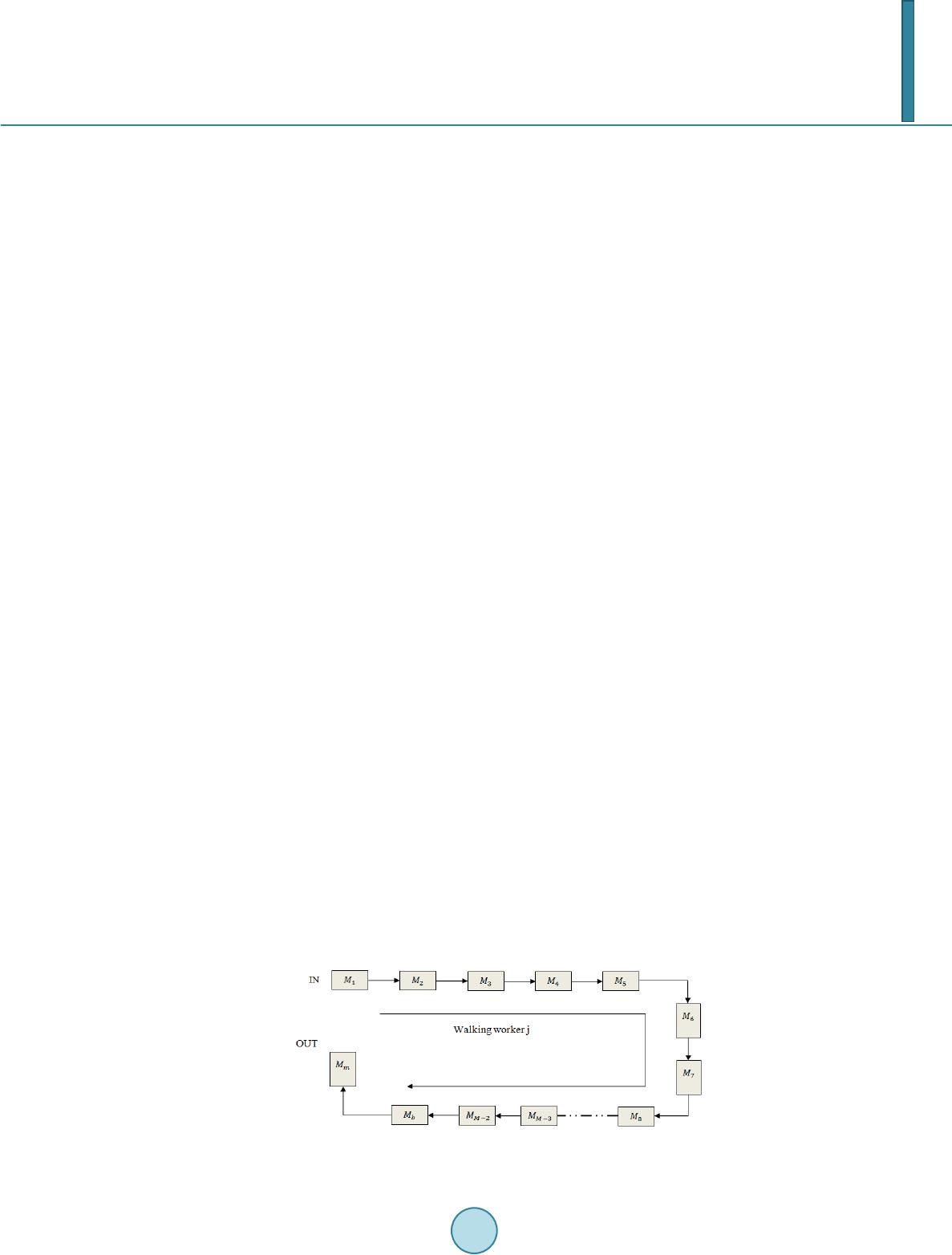
time on the line and a travel time from each walking worker. Nevertheless, a U-shaped cell as show in Figure 1
can minimize the travel time along the line.
3. Mathematical Analysis
The following notations are used:
-m: the total number of stations (or machines) on the line.
-N: the total number of walking workers in operating the system.
- PTi: the processing time (fixed) at machine
.
- PTi, j: the processing time at machine
for walking worker j (1 ≤ j ≤ N).
Figure 1. A linear walking worker U-shaped line