M. D. D.-RODRÍGUEZ ET AL.
Copyright © 2011 SciRes. JMP
420
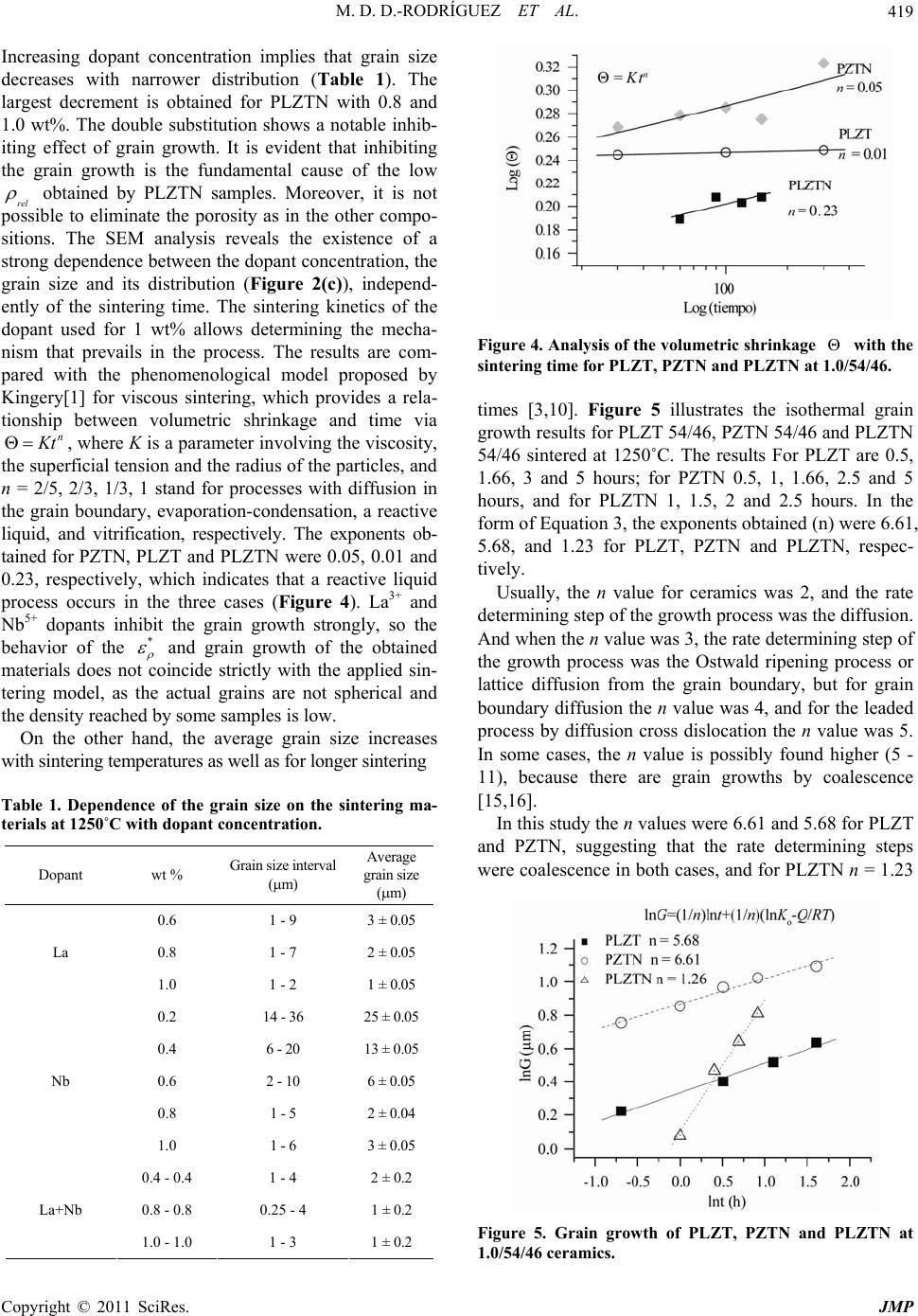
suggesting that the rate determining step was viscous
flow.
The n value was influenced by the particle size, the
agglomeration shape and impurities type and content.
The Consideration of all this results suggests that per-
haps a grain growth mechanism occurs at critical impuri-
ties content and the mixing of dopants modified very
much the sintering kinetics.
4. Conclusions
From the point of view of the sintering, the same dopant
concentrations in A and B, the results for rel
, *
and
are similar. For the combination A + B, the sintered
state was not obtained. Both dopants inhibit the grain
growth and accelerate the sintering process. This effect
increases with the dopant concentration and with the
combination of both dopants. The phenomenological
model for viscous sintering suggests, in all the cases, that
sintering is governed by a reactive liquid process. The
phenomenological model for solid state sintering sug-
gests for PLZT and PZTN that the sintering rate deter-
mining step was coalescence and for PLZTN the rate
determining step was viscous flow. As the actual grains
are not identical in size and shape, the theoretical results
differs form the experimental ones to the Skorohod-
Olevsky Model.
5. Acknowledgments
The authors gratefu lly acknowledge the support from the
project PNCB 10/04, Cuba, and Prof. Dr. Jose Antonio
Eiras, Head of Department of Physics, Science and
Technology Center, UFSCar, Brazil, for providing SEM
facilities.
6. References
[1] W. D. Kingery, H. K. Bowen, D. R. Uhlmann, “Introduc-
tion to Ceramics,” John Wiley & Sons, Inc., New York,
1976.
[2] M. Braginsky, V. Tikare, E. Olevsky, “Numerical Simu-
lation of Solid State Sintering,” International Journal of
Solids Structures, Vol. 42, No. 2, 2005, pp. 621-636.
doi:10.1016/j.ijsolstr.2004.06.022
[3] V. V. Skorohod, E. A. Olesvsky, M. B. Shtern, “Contin-
num Theory for Sintering of the Porous Bodies: Model
and Application,” Science of Sintering, Vol. 23, No. 2,
1991, pp. 79-91.
[4] E. Olevsky, A. Molinari, “Instability of Sintering of
Porous Bodies,” Internal Journal of Plasticity, Vol. 16, No.
1, 2000, pp. 1-37. doi:10.1016/S0749-6419(99)00032-7
[5] E. Olevsky, H. J. Dudek, W. A. Kaysser, “HIPing
Conditions for Processing of Metal Matrix Composites
Using the Continuum Theory for Sintering-I. Theoretical
Analysis,” Acta Materialia, Vol. 44, No. 2, 1996, 707-
713. doi:10.1016/1359-6454(95)00179-4
[6] A. Boccaccini, D. M. R. Taplin, P. A. Trusty, C. B.
Ponton, “Creep and Densification During Anisotropic
Sintering of Glass Powders,” Journal of Material Science,
Vol. 30, No. 22, 1995, pp. 5652-5656.
doi:10.1007/BF00356700
[7] T. Senda, R. C. Bradt, “Grain Growth in Sintered ZnO
and ZnO-Bi2O3 Ceramics,” Journal of the American
Ceramic Society, Vol. 73, No. 1, 1990, pp. 106-114.
doi:10.1111/j.1151-2916.1990.tb05099.x
[8] Q. Shaojun, Chao Gao, Z. Xiaodong, G. Xiaoxian, Y.
Chen, C. Jin, F. Pinyang, F. Huiqing, “Grain Growth in
Sintered Porous Pb(Zr0.95Ti0.05)O3 Ceramics,” Solid
State Ionics, Vol. 179, No. 21-26, 2008, pp. 875-877.
doi:10.1016/j.ssi.2008.01.050
[9] V. V. Skorohod, “Rheological Basis of Theory of
Sintering,” Naukova Durka, Kiev, 1972.
doi:10.1111/j.1151-2916.1998.tb02768.x
[10] M. Hammer, M. J. Hoffmann, “Sintering Model for
Mixed-Oxide-Derived Lead Zirconate Titanate Ceramics,”
Journal of the American Ceramic Society, Vol. 81, No.
12, 1998, pp. 3277-3284.
doi: 10.1111/j.1151-2916.1998.tb02768.x
[11] J. J. Prieto, M. D. Durruthy, F. Calderón, A. Tuero, A.
Silverio, Rev Cub Fis, VI, 71 (1986).
[12] J. J. Prieto, M. D. Durruthy, F. Calderón, J. C. Llópiz,
Rev Cub Fis, VI, 77 (1986).
[13] M. D. Durruthy, J. J. Prieto, A. Victorero, Rev Lat Met
Mat, 9, 18 (1989).
[14] W. Wersing, K. Lubitz, J. Mohaupt, “Dielectric, Elastic
and Piezoelectric Properties of Porous Pzt Ceramics,”
Ferroelectrics, Vol. 68, No. 1, 1986, pp. 77-97.
doi:10.1080/00150198608238739
[15] O. Bustos, R. Leiva, C. Sanchez, S. Ordoñez, L. Carvajal,
R. Mannheim, “Evolución microestructural y propiedades
reológicas de la aleación AA6063 fabricada mediante
técnicas de procesado semisólido (SIMA y MHD),”
Revista de Metalugia, Vol. 43, No. 3, 2007, pp. 165-180.
doi:10.3989/revmetalm.2007.v43.i3.62
[16] Suk-Joong L. Kang, “Sintering: Densification, Grain
Growth and Microstructure,” Elsevier, Butterworth
Heinemann, 2005, ISBN 0-7506-6385-5.