V. A. González-Mora et al. / J. Biomedical Science and Engineering 4 (2011) 375-382 381
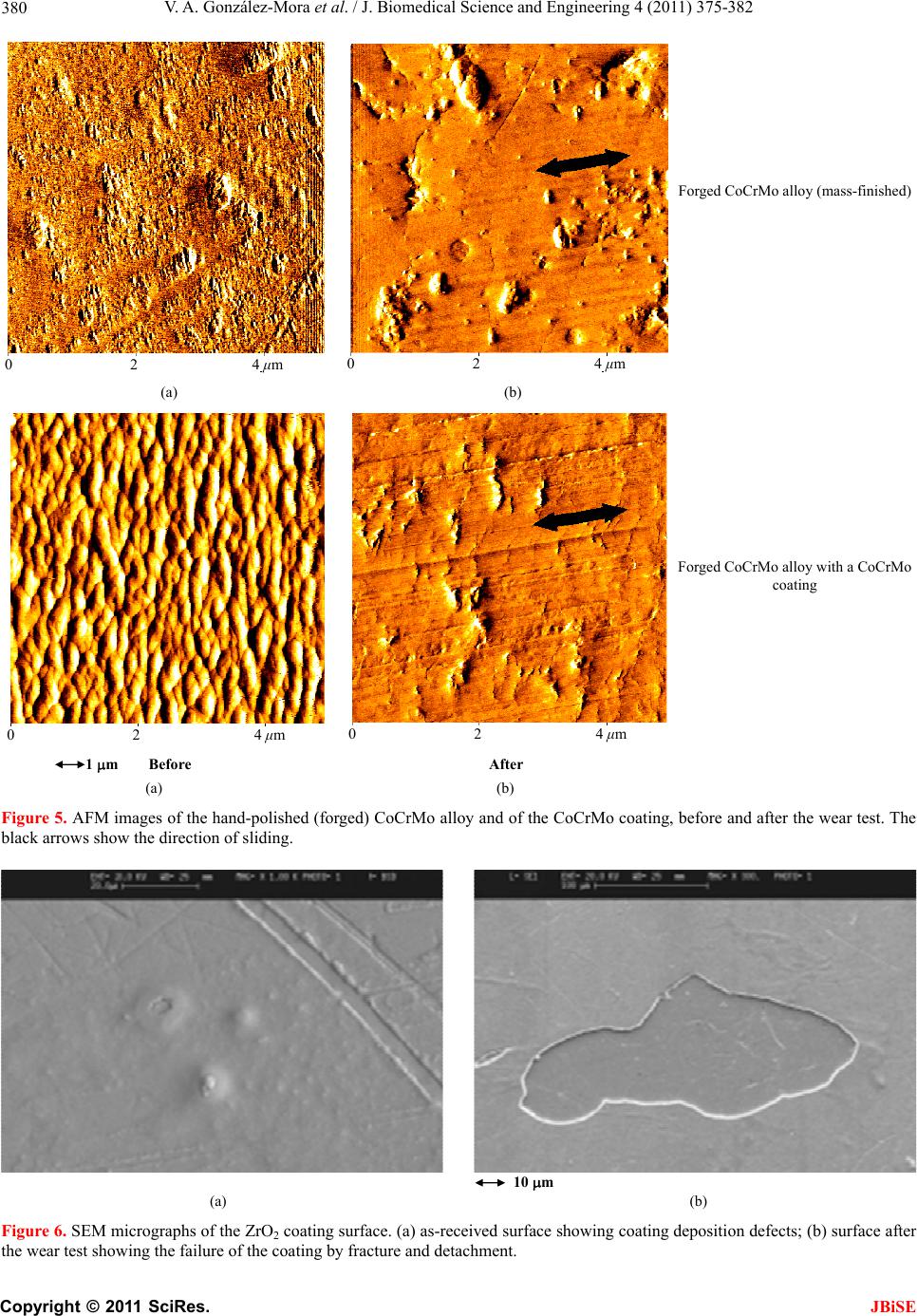
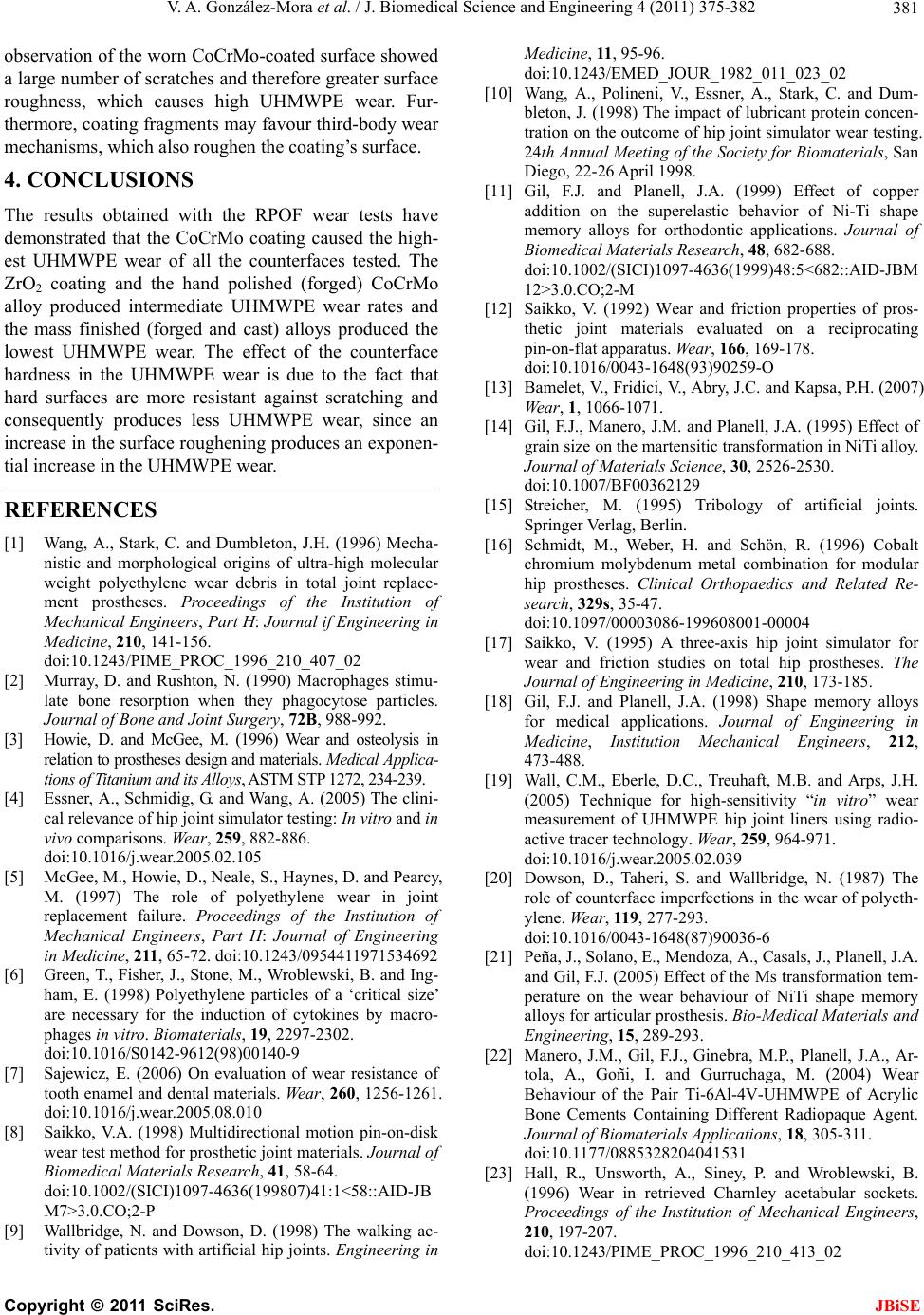
observation of the worn CoCrMo-coated surface showed
a large number of scratches and therefore greater surface
roughness, which causes high UHMWPE wear. Fur-
thermore, coating fragments may fa vour third-body wear
mechanisms, which also roughen the coating’s surface.
4. CONCLUSIONS
The results obtained with the RPOF wear tests have
demonstrated that the CoCrMo coating caused the high-
est UHMWPE wear of all the counterfaces tested. The
ZrO2 coating and the hand polished (forged) CoCrMo
alloy produced intermediate UHMWPE wear rates and
the mass finished (forged and cast) alloys produced the
lowest UHMWPE wear. The effect of the counterface
hardness in the UHMWPE wear is due to the fact that
hard surfaces are more resistant against scratching and
consequently produces less UHMWPE wear, since an
increase in the surface roughening produces an expon en-
tial increase in the UHMWPE wear.
REFERENCES
[1] Wang, A., Stark, C. and Dumbleton, J.H. (1996) Mecha-
nistic and morphological origins of ultra-high molecular
weight polyethylene wear debris in total joint replace-
ment prostheses. Proceedings of the Institution of
Mechanical Engineers, Part H: Journal if Engineering in
Medicine, 210, 141-156.
doi:10.1243/PIME_PROC_1996_210_407_02
[2] Murray, D. and Rushton, N. (1990) Macrophages stimu-
late bone resorption when they phagocytose particles.
Journal of Bone and Joint Surgery, 72B, 988-992.
[3] Howie, D. and McGee, M. (1996) Wear and osteolysis in
relation to prostheses design and materials. Medical Applica-
tions of Titanium and its Alloys, AS TM STP 1 272, 23 4-239.
[4] Essner, A., Schmidig, G. and Wang, A. (2005) The clini-
cal relevance of hip joint simulator testing: In vitro and in
vivo comparisons. Wear, 259, 882-886.
doi:10.1016/j.wear.2005.02.105
[5] McGee, M., Howie, D., Neale, S., Haynes, D. and Pearcy,
M. (1997) The role of polyethylene wear in joint
replacement failure. Proceedings of the Institution of
Mechanical Engineers, Part H: Journal of Engineering
in Medicine, 211, 65-72. doi:10.1243/0954411971534692
[6] Green, T., Fisher, J., Stone, M., Wroblewski, B. and Ing-
ham, E. (1998) Polyethylene particles of a ‘critical size’
are necessary for the induction of cytokines by macro-
phages in vitro. Biomaterials, 19, 2297-2302.
doi:10.1016/S0142-9612(98)00140-9
[7] Sajewicz, E. (2006) On evaluation of wear resistance of
tooth enamel and dental materials. Wear, 260, 1256-1261.
doi:10.1016/j.wear.2005.08.010
[8] Saikko, V.A. (1998) Multidirectional motion pin-on-disk
wear test method for prosthetic joint materials. Journal of
Biomedical Materials Research, 41, 58-64.
doi:10.1002/(SICI)1097-4636(199807)41:1<58::AID-JB
M7>3.0.CO;2-P
[9] Wallbridge, N. and Dowson, D. (1998) The walking ac-
tivity of patients with artificial hip joints. Engineering in
Medicine, 11, 95-96.
doi:10.1243/EMED_JOUR_1982_011_023_02
[10] Wang, A., Polineni, V., Essner, A., Stark, C. and Dum-
bleton, J. (1998) The impact of lubricant protein concen-
tration on the outcome of hip joint simulator wear testing.
24th Annual Meeting of the Society for Biomaterials, San
Diego, 22-26 April 1998.
[11] Gil, F.J. and Planell, J.A. (1999) Effect of copper
addition on the superelastic behavior of Ni-Ti shape
memory alloys for orthodontic applications. Journal of
Biomedical Materials Research, 48, 682-688.
doi:10.1002/(SICI)1097-4636(1999)48:5<682::AID-JBM
12>3.0.CO;2-M
[12] Saikko, V. (1992) Wear and friction properties of pros-
thetic joint materials evaluated on a reciprocating
pin-on-flat apparatus. Wear, 166, 169-178.
doi:10.1016/0043-1648(93)90259-O
[13] Bamelet, V., Fridici, V., Abry, J.C. and Kapsa, P.H. (2007)
Wear, 1, 1066-1071.
[14] Gil, F.J., Manero, J.M. and Planell, J.A. (1995) Effect of
grain size on the martensitic transformation in NiTi alloy.
Journal of Materials Science, 30, 2526-2530.
doi:10.1007/BF00362129
[15] Streicher, M. (1995) Tribology of artificial joints.
Springer Verlag, Berlin.
[16] Schmidt, M., Weber, H. and Schön, R. (1996) Cobalt
chromium molybdenum metal combination for modular
hip prostheses. Clinical Orthopaedics and Related Re-
search, 329s, 35-47.
doi:10.1097/00003086-199608001-00004
[17] Saikko, V. (1995) A three-axis hip joint simulator for
wear and friction studies on total hip prostheses. The
Journal of Engineering in Medicine, 210, 173-185.
[18] Gil, F.J. and Planell, J.A. (1998) Shape memory alloys
for medical applications. Journal of Engineering in
Medicine, Institution Mechanical Engineers, 212,
473-488.
[19] Wall, C.M., Eberle, D.C., Treuhaft, M.B. and Arps, J.H.
(2005) Technique for high-sensitivity “in vitro” wear
measurement of UHMWPE hip joint liners using radio-
active tracer technology. Wear, 259, 964-971.
doi:10.1016/j.wear.2005.02.039
[20] Dowson, D., Taheri, S. and Wallbridge, N. (1987) The
role of counterface imperfections in the wear of polyeth-
ylene. Wear, 119, 277-293.
doi:10.1016/0043-1648(87)90036-6
[21] Peña, J., Solano, E., Mendoza, A., Casals, J., Planell, J.A.
and Gil, F.J. (2005) Effect of the Ms transformation tem-
perature on the wear behaviour of NiTi shape memory
alloys for articular prosthesis. Bio-Medical Materials and
Engineering, 15, 289-293.
[22] Manero, J.M., Gil, F.J., Ginebra, M.P., Planell, J.A., Ar-
tola, A., Goñi, I. and Gurruchaga, M. (2004) Wear
Behaviour of the Pair Ti-6Al-4V-UHMWPE of Acrylic
Bone Cements Containing Different Radiopaque Agent.
Journal of Biomaterials Applications, 18, 305-311.
doi:10.1177/0885328204041531
[23] Hall, R., Unsworth, A., Siney, P. and Wroblewski, B.
(1996) Wear in retrieved Charnley acetabular sockets.
Proceedings of the Institution of Mechanical Engineers,
210, 197-207.
doi:10.1243/PIME_PROC_1996_210_413_02
C
opyright © 2011 SciRes. JBiSE