Optimizing the Glass Fiber Cutting Process Using the Taguchi Methods and Grey Relational Analysis19
1) The multiple parameters for multiple performance
characteristics are found to be the higest speed, the
smaller cutting volume and the medium load.
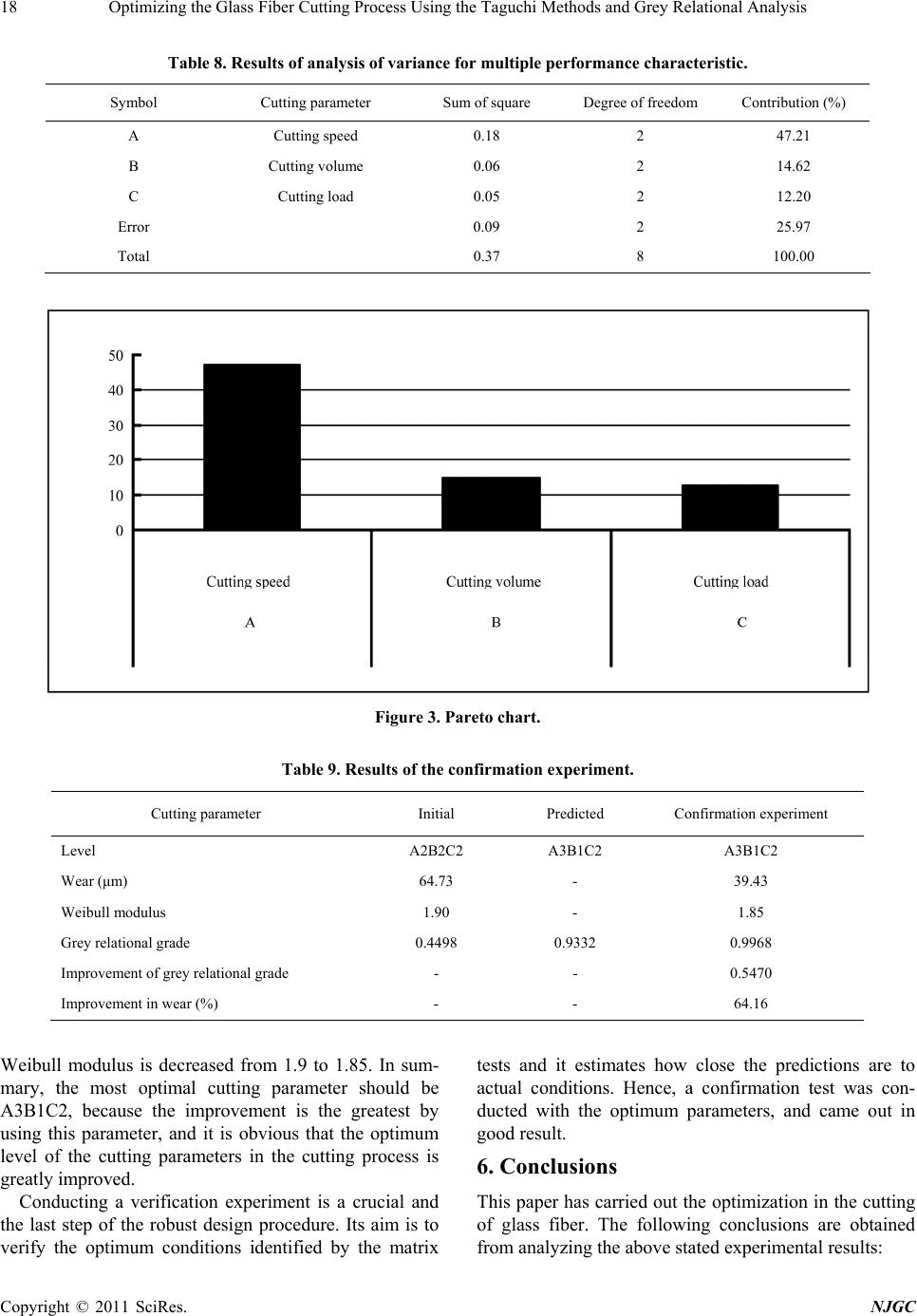
2) To study further within the experimental range used,
we found that the most significant cutting parameter for
multiple performance characteristics are the cutting
speed, which accounts for 47.21% of the total effect,
followed by the cutting volume (14.62%), and the cutting
load, which accounts for only 12.20% of the total effect.
3) In summary, the most optimal cutting parameter is
A3B1C2.
4) In the cutting glass fiber, using reliability analysis
with Grey-based Taguchi methods is a good way to im-
prove the multiple performance characteristics.
REFERENCES
[1] S. O. An, E. S. Lee and S. L. Noh, “A Study on the Cut-
ting Characteristics of Glass Fiber Reinforced Plastics
with Respect to Tool Materials and Geometries,” Journal
of Materials Processing Technology, Vol. 68, No. 1, 1997,
pp. 60-67. doi:10.1016/S0924-0136(96)02534-4
[2] K. H. Lau, D. Mei, C. F. Yeung and H. C. Man, “Wear
Characteristics and Mechanisms of a Thin Edge Cutting
Blade, “Journal of Materials Processing Technology, Vol.
102, No. 1-3, 2000, pp. 203-207.
doi:10.1016/S0924-0136(99)00410-0
[3] S. L. Casto, E. L. Valvo, E. Lucchini, S. Maschio and V.
F. Ruisi, “Wear Rates and Wear Mechanisms of Alu-
mina-Based Tools Cutting Steel at a Low Cutting Speed,”
Wear, Vol. 208, No. 1-2, 1997, pp. 67-72.
doi:10.1016/S0043-1648(96)07376-0
[4] C. L. Yang, S. H. Sheu and K.T. Yu, “The Reliability
Analysis of a Thin-Edge Blade Wear in the Glass Fiber
Cutting Process,” Journal of Materials Processing Tech-
nology, Vol. 209, No. 4, 2009, pp. 1789-1795.
doi:10.1016/j.jmatprotec.2008.04.028
[5] W. S. Lin, “The Reliability Analysis of Cutting Tools in
the HSM Processes,” Archives of Materials Science and
Engineering, Vol. 30, No. 2, 2008, pp. 97-100.
[6] Z. Klim, E. Ennajimi, M. Balazinski and C. Fortin, “Cut-
ting Tool Reliability Analysis for Variable Feed Milling
of 17-4PH Stainless Steel,” Wear, Vol. 195, No. 1-2,
1996, pp. 206-213. doi:10.1016/0043-1648(95)06863-5
[7] P. J. Ross, “Taguchi Techniques for Quality Engineer-
ing,” McGraw-Hill Book Company Press, New York,
1996.
[8] J. Kang and M. Hadfield, “Parameter Optimization by
Taguchi Methods for Finishing Advanced Ceramic Balls
Using a Novel Eccentric Lapping Machine,” Proceedings
of the Institution of Mechanical Engineers, Part B: Jour-
nal of Engineering Manufacture, Vol. 215, No. 1, 2001,
pp. 69-78. doi:10.1243/0954405011515145
[9] T. R. Lin, “The Use of Reliability in the Taguchi Method
for the Optimization of the Polishing Ceramic Gauge
Block,” The International Journal of Advanced Manu-
facturing Technology, Vol. 22, No. 3-4, 2003, pp.
237-242. doi:10.1007/s00170-002-1465-1
[10] J. T. Huang and Y. S. Liao, “Optimization of Machining
Parameters of Wire-EDM Based on Grey Relational and
Statistical Analyses,” International Journal of Production
Research, Vol. 41, No. 8, 2003, pp. 1707-1720.
doi:10.1080/1352816031000074973
[11] S. H. Chang, J. R. Hwang and J. L. Doong, “Optimization
of the Injection Molding Process of Short Glass Fiber
Reinforced Polycarbonate Composites Using Grey Rela-
tional Analysis,” Journal of Materials Processing Tech-
nology, Vol. 97, No. 1-3, 2000, pp. 186-193.
doi:10.1016/S0924-0136(99)00375-1
[12] J. L. Lin and C. L. Lin, “The Use of the Orthogonal Array
with Grey Relational Analysis to Optimize the Electrical
Discharge Machining Process with Multiple Performance
Characteristics,” International Journal of Machine Tools
and Manufacture, Vol. 42, No. 2, 2002, pp. 237-244.
doi:10.1016/S0890-6955(01)00107-9
[13] J. L. Deng, “Introduction to Grey System Theory,” Jour-
nal of Grey System, Vol. 1, No. 1, 1989, pp.1-24.
[14] C. L. Lin, “Use of the Taguchi Method and Grey Rela-
tional Analysis to Optimize Turning Operations with
Multiple Performance Characteristics,” Materials and
Manufacturing Processes, Vol. 19, No. 2, 2004, pp. 209-
220. doi:10.1081/AMP-120029852
[15] T. R. Lin, H. C. Chiu and M. F. Huang, “Optimizing Re-
moval Rate and Reliability of Polishing of Ceramic
Blocks Using a Combination of Taguchi and Grey
Method,” Institute of Materials Minerals an Mining, Au-
gust 2004.
[16] J. E. Shigley, C. R. Mischke and R. G. Budynas, “Me-
chanical Engineering Design,” 7th Edition, McGraw-Hill
Press, New York, 2003.
[17] M. C. Shaw, “Metal Cutting Principles,” Oxford Science
Press, New York, 2004.
[18] K. L. Wen, Y. W. Huang, W. C. Chung, T. C. Chung, M.
L. You and C. J. Lai, “Method and Application of Grey
Model,” Gau-Lih Press, Taipei, 2003.
Copyright © 2011 SciRes. NJGC