Z. Y. Tong et al.
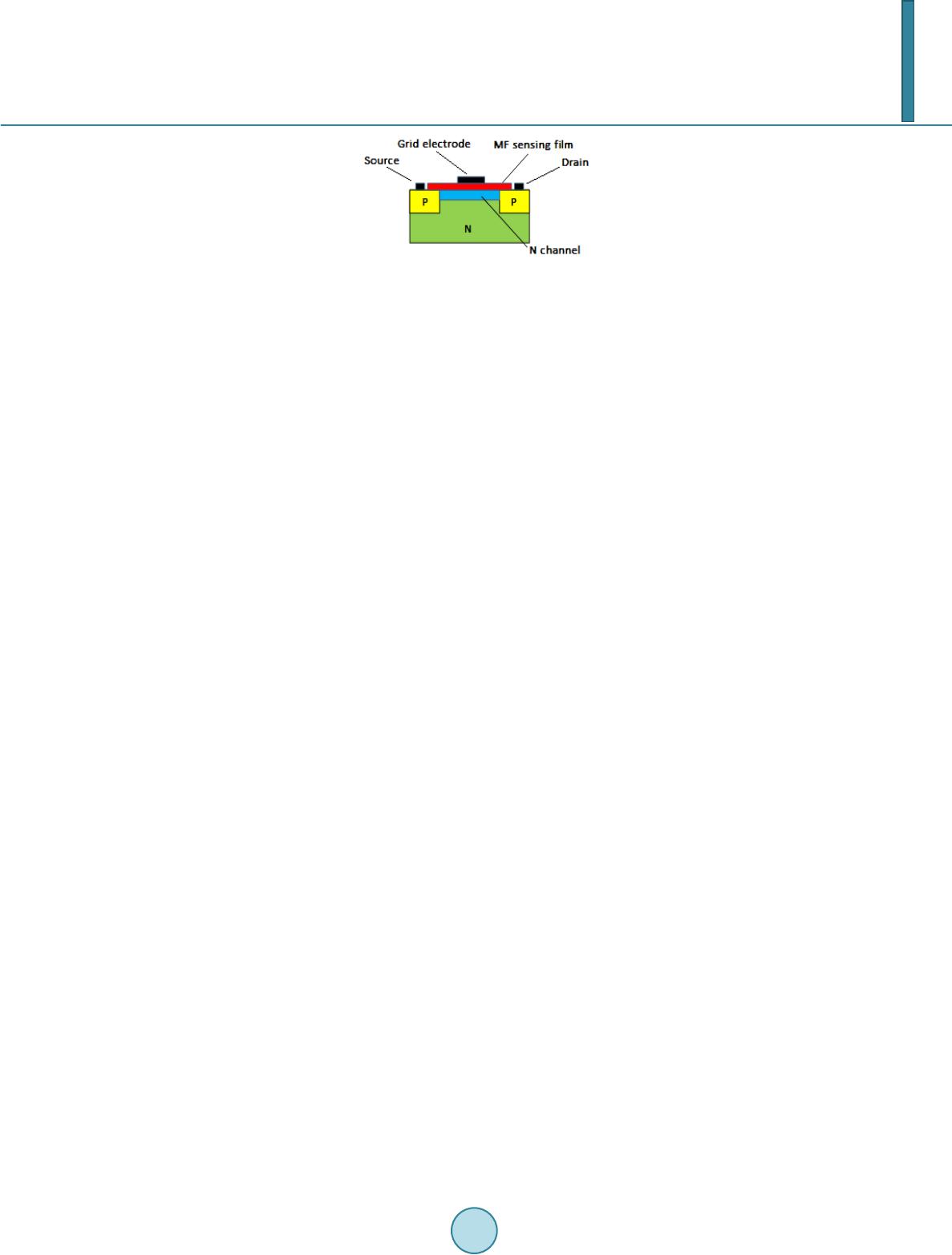
Figure 1. MF sensor structure.
drain electrode and source electrode. This process h elps to achieve the MF detection .
Fabrication procedur e of MF sensor includes substrate prepara tion, oxidation, photolithography erosion, fil m
deposition, fluorescent purification , electrodes sputtering, and slicing, sintering, bond ing, sealing [1 ].
Firstly, we deposited 20 nm of nano -silicon nitr ide f ilm on epitaxial wafer of substrate throu gh Pu l s e d Las er
Deposition (PLD). In the deposition process, we kept the substrate temperature at 800˚C. After deposition, we
applied photo etching to the deposition layer. Then we uniformly dispersed the positive photoresist with spin-
coating method on in the film. After that we exposed the film with the photolithography and remove the photo-
resist. This process is followed by corrosion. Then we examin ed th e regularity of lithography line under micro-
scope [2].
After the photo etching is finished, we need to do plasma etching. The main purpose is to remove the dirt on
the film surface. We uniformly disperse the negative photoresist with spin-coating method on in the fil m. Then
we exposed the film with the second photolithography. We plated 2 - 3 um of gold on the film with thermal
evaporation method.
After the gold film has been evaporated, we put the film with negative photoresist and gold film into acetone
solvent, heated the solvent for 4 - 5 minutes, and observed the gold electrode. Wh en the electrode was fully visi-
ble, we did plasma etchin g with oxygen plasma to completely remove the photoresist. Then the grating type
fieldtron has been successfully fabr icated on the N-Si substr ate . Finally we use ultrasonic bonding to package
the device, welding the leads to pins. Afte r we f inish ed all the procedures above, the MF sensor was fabricated.
3. MF Sensor Applications in Motor Fault Discharge Detection
3.1. Slot Discharge Detection
Due to the core vibration in motor working produces, it is possible that fault occurs on the fixed parts of stator s,
such as antihalation layer damaged and s lot carve lo osened. These may lead to insuff icient thermal expans ion of
insulation at different temperatures, and slot wall and slot part may have poor contact with each other accor-
dingly. As a result, the slo t bottom or slot wall will not have good contact with stator bar. When the electric field
in gap is large enough to caus e a breakdown, there will be a slot discharge [3].
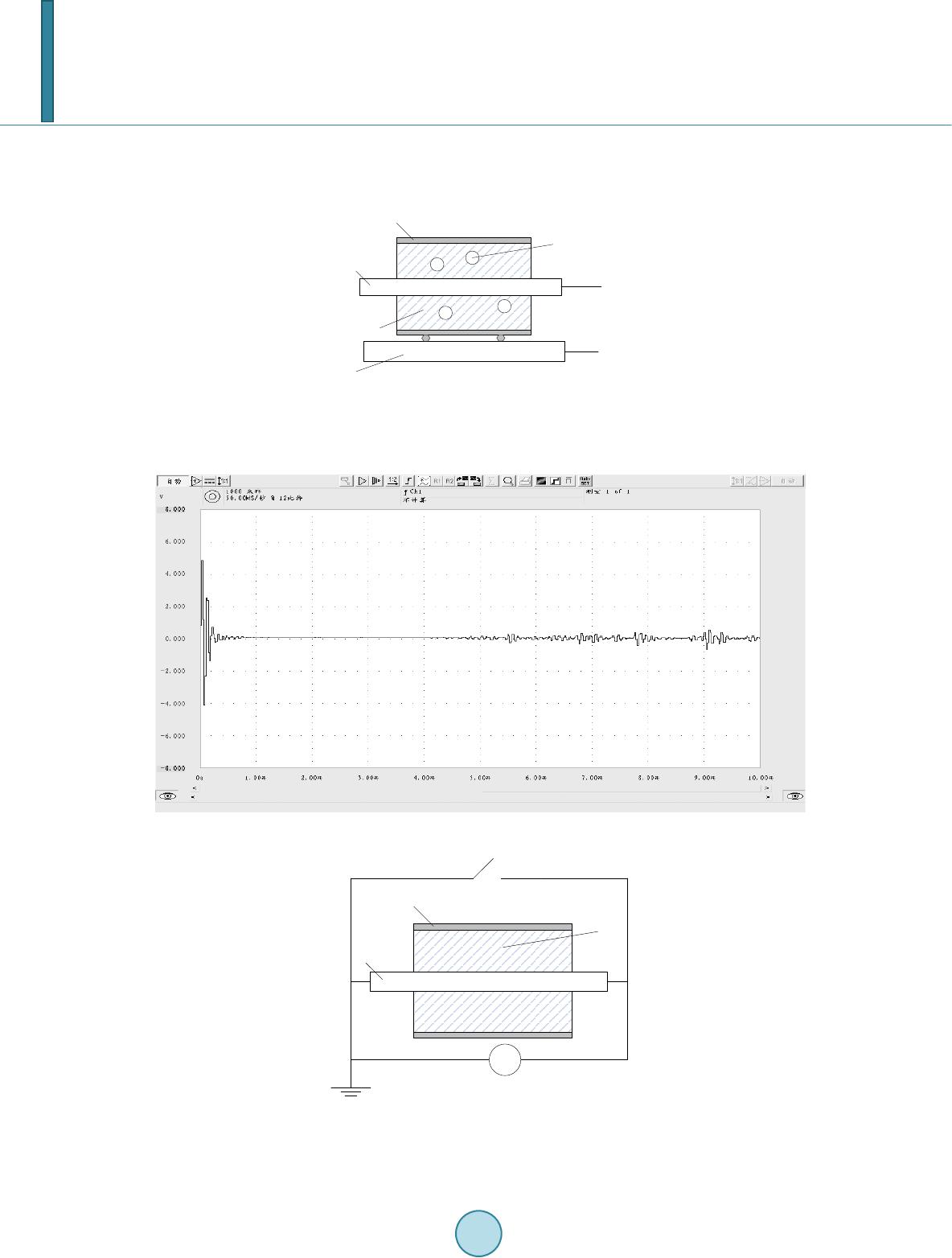
Figure 2 shows the physical model of slot discharge. In this model, copper plate is connec t ed to ground and
copper core is connected to high voltage, and there is an air gap created by low resistance paint layer between
stator bar and the insu lation. With this stru cture, we can simulate the discharge caused by po or contact conditio n
between bar and slot w all.
We regulated the transformer, and observe the phenomenon on different discharge levels. When the power
supply voltage is about 45 kV , the output voltage signal reaches 4 V. The measured amplitude-frequency cha-
racteristic is shown in Figure 3.
We can see from the signal wavefor m that, the initial amplitude is large, but it damps quickly. Then the am-
plitude fluctuates in a small range It is shown in amplitude-frequency wave that the signal is mainly distributed
in the range of 0 - 250 kHz.
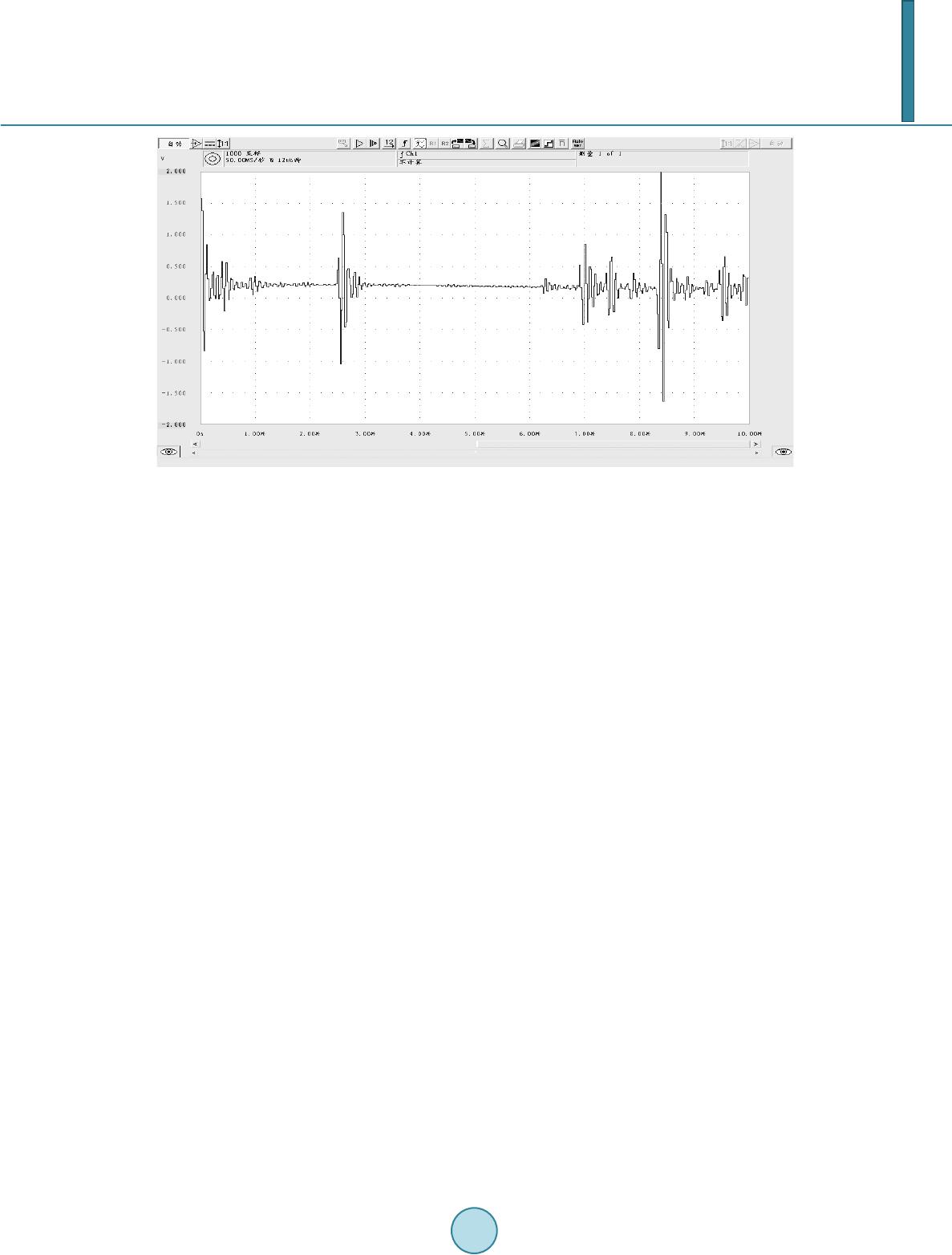
3.2. Arc Discharge Detection
When the motor stator winding is working under mechanical, electricity, heat and other forces, the p lied wire of
stator winding may rupture, which will cause arc discharge. Because of the zero crossing character of power
frequency current, this form of discharge will repeatedly extinguish and rekindle with great energy conversion.
Heat generated in conversion process will accelerate insulation ageing and have significant harm to motor pro-
tection system [4]. Figure 4 shows the physica l model of arc discharge.