Process Parameters Optimization of an Aluminium Alloy with Pulsed Gas Tungsten Arc Welding
252
(GTAW) Using Gas Mixtures
uid interface advances towards the arc and becomes sus-
ceptible for disturbances in the arc formation. As current
increases again in the subsequent pulse, the growth of
dendrites can also occur. Current pulsing also results in
periodic variations of the arc forces resulting in addi-
tional fluid flow, which lowers the temperature in front
of the solidifying interface. Furthermore, the temperature
fluctuations inherent in pulsed welding leads to a contin-
ual change in the weld pool size and shape favoring
growth of new grains. It is to be understood that effective
heat input for unit volume of weld pool should be con-
siderably less in pulse current welds and thus expecting
the average weld pool temperatures to be low [6].
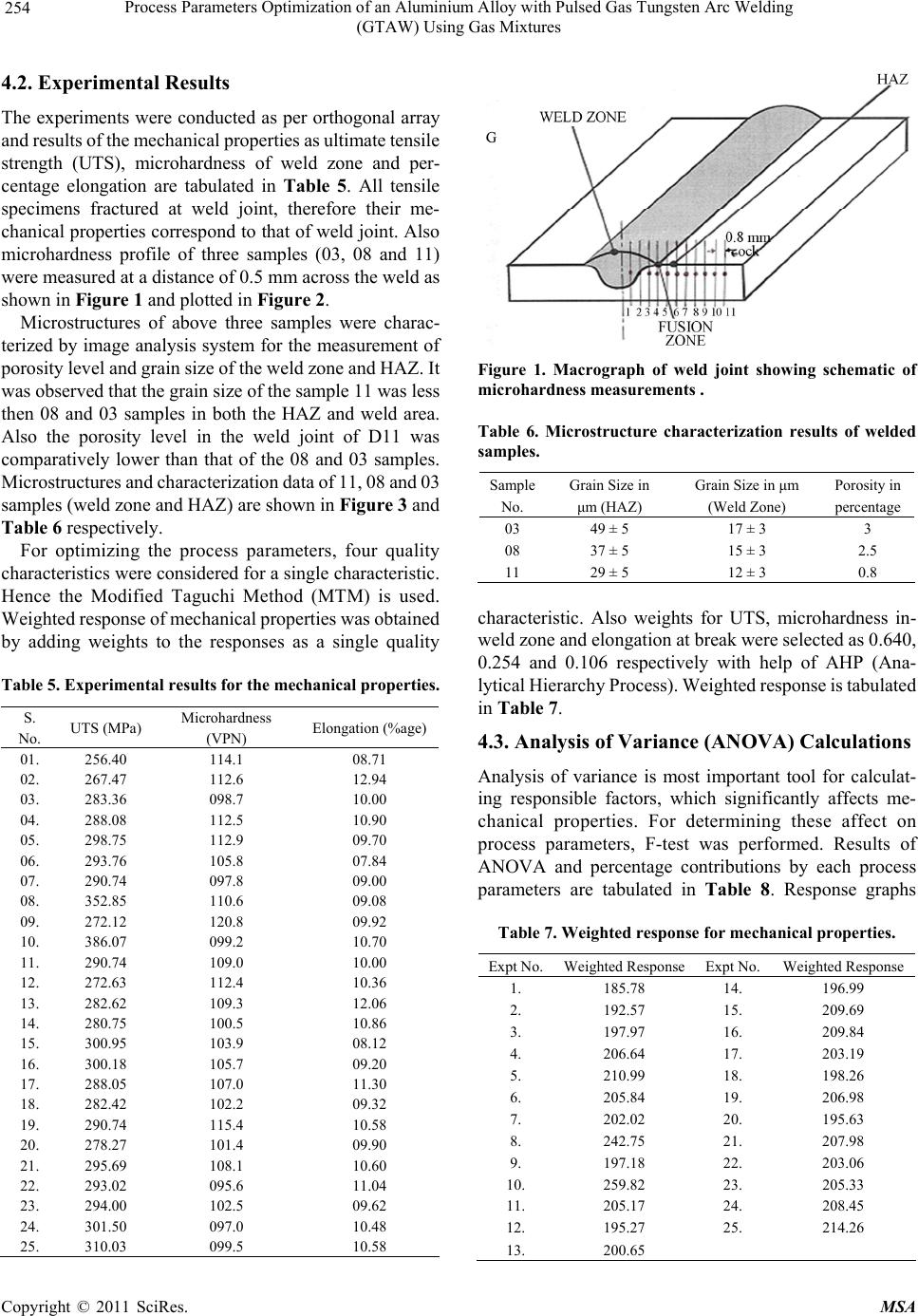
A weldment basically consists of five microstructur-
ally distinct regions normally identified as fusion zone,
unmixed region, partially melted region, HAZ, and unaf-
fected base metal. The HAZ is the portion of weld joint
which experiences peak temperatures high enough to
produce solid-state microstructural changes but they are
too low to cause any melting. Every point of the weld-
ment in the HAZ relative to the fusion line is subjected to
unique thermal experience during welding, in terms of
both maximum temperature and cooling rate. Thus, each
point has its own microstructural features and corrosion
susceptibility. Partially melted region extends usually
one or two grains into the HAZ relative to the fusion line.
It is characterized by grain boundary liquation, which
may result in liquation cracking. An increase in the pulse
frequency refines grain structure of weld metal using
pulses of short duration. At a given frequency, long pulse
duration produces coarser grain structure than shorter
pulse duration. Further increase in the peak current leads
to coarseness of grain structure [7].
Taguchi method is a powerful tool for design of
high-quality systems, widely used for improving quality
without increasing cost and with minimum experimenta-
tion. It provides a simple, efficient and systematic ap-
proach to optimize designs for performance, quality and
cost. This method is valuable when process parameters
are qualitative and discrete. The parameter design based
on the Taguchi method can optimize the quality charac-
teristics through the settings of process parameters and
reduce the sensitivity of the system performance to the
sources of variation [8]. In fact, Taguchi method had
been designed to optimize a single quality characteristic.
However, Modified Taguchi method (MTM) is used for
several quality characteristics taken together into consid-
eration for selection of process parameters [9,10].
2. Experimental Procedure
The material under investigation is 5.00 mm thick Al
alloy 6061. A non-consumable tungsten electrode of 2.4
mm Φ shielded by argon gas is used to strike the arc with
base metal. Filler rods (31.5 mm Φ) of Aluminium alloy
5183 are recommend for welding of this alloy for getting
maximum strength and elongation. The chemical compo-
sition of base metal and filler rod are tabulated in Table
1. Sample plates of size 300 × 150 × 5 mm were prepared
by milling and EDM wire-cut machines. Welding of the
samples was carried out on Automatic Pulse GTAW Tri-
ton 220 V AC/DC. In order to remove oil, moisture and
oxide layer from base metal, they were thoroughly wire
brushed, cleaned with acetone and preheated at 150˚C in
the oven. The quality of weld is based on the process
parameters, such as pulse current in the range of 150 -
210 A, base current in the range of 75 - 135 A, pulse fre-
quency in the range of 50 - 150 Hz, pulse-on-time in the
range of 30% - 90% and percentage of He in Ar + He
mixtures in a range of 10% - 50%.
Tensile specimens of required dimension as per ASTM
E8M were separated out from welded coupon plates and
tests were carried out on 400 kN computer controlled
Universal Testing Machine. The specimens were loaded
at the rate of 1.5 kN/minute as per ASTM specifications,
so that the tensile specimen undergoes deformation. All
specimens finally fail after necking and the influence of
load on displacement profile was recorded. Higher the
tensile properties have better quality characteristics.
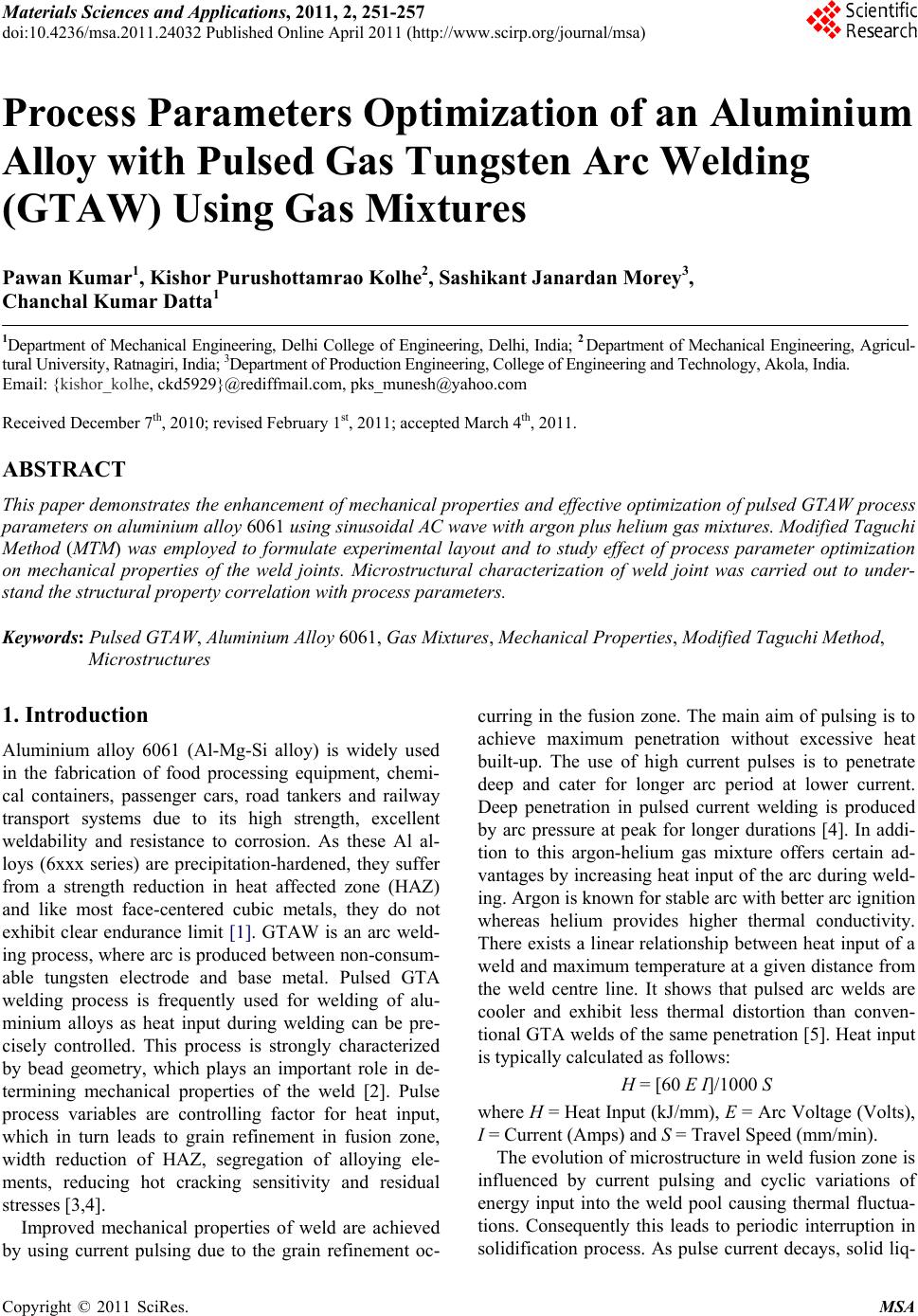
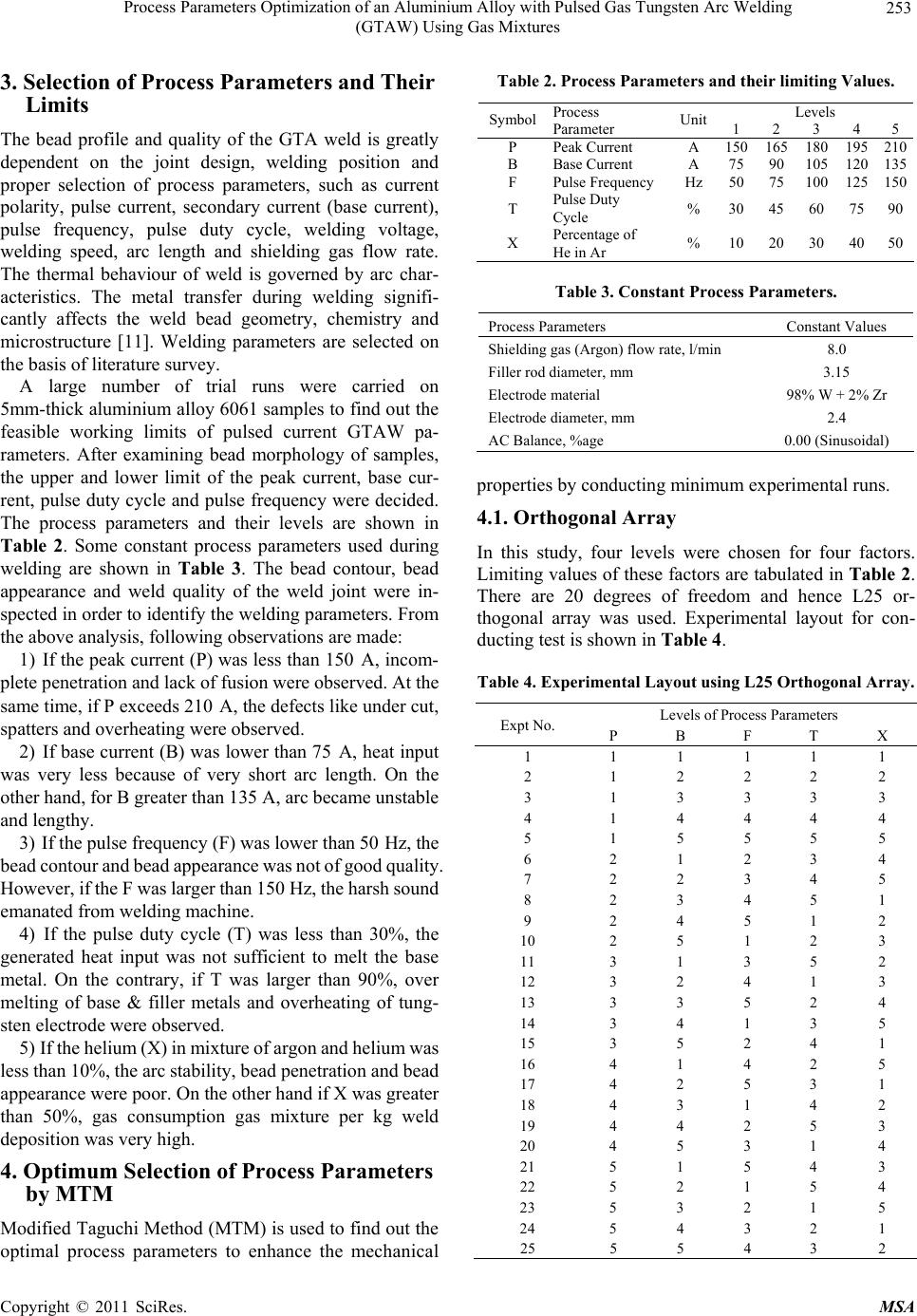
At the same time for microhardness measurement,
samples of transverse cross-section of joint were taken
from the weld coupons. The specimens formicrostruc-
tural characterization were mechanically polished using
220, 320, 400, 600 and 1000 grit waterproof SiC emery
papers and alumina grade-II paste. Microhardness tests
were carried out on a Leco Digital Microhardness Tester
with 50 gf load and 15 second dwell time incorporated
with diamond indenter. Final polishing was carried out
using 3 and 1 μm diamond paste. To reveal the macro-
structures of the welded sample, deep etching technique
using 10% HF acid solution in water was used. However,
for further revealing of microstructures, Keller’s reagent
was used as etchants. Metallurgical microscope coupled
with Image Analysis system was used for the micro-
structural characterization and to measure the porosity
level in the weldment.
Table 1. Chemical composition of Base metal and filler rod.
Weight Percentage
Aluminium
Alloys Mg Si Cu Zn Mn Al
6061 1.1 0.7 0.25 0.25 - Rest
5183 4.55 - - 0.1 0.65 Rest
C
opyright © 2011 SciRes. MSA