Studies on Feasibility of Reverse Osmosis (Membrane) Technology for Treatment of Tannery Wastewater45
ment is costlier than water cost. The multiple evaporation
system cost is about INR 60 - 70 m-3 of reject. A common
MEE facility may be cheaper than the individual one.
Irrespective of the cost of wastewater treatment, the recy-
cling process benefits by protecting environment from
contamination and ground water table reduction.
3.4. Other Cleaner Technology (CT) Options
Recommended for Tanning Process
1) Replacement of common salt preservation using en-
zyme and cold preservation technologies before bringing
to tannery that may reduce the TDS as well as water con-
sumption.
2) Soaking water in the last tanks may be used in the
first tank to minimize water consumption.
3) Applying paddles with drums and adopting low
float processing could minimize the use of water.
4) Washing in closed drums instead of rinsing with
running water and prevention of wastage of water from
pipes or hoses etc., may be followed for reducing waste-
water.
5) Attempts shall be made for de-liming with carbon
dioxide instead of ammonium salts.
6) Reduction in consumption of lime and quality of
lime shall be improved to minimize pollution load in the
wastewater.
4. Conclusions
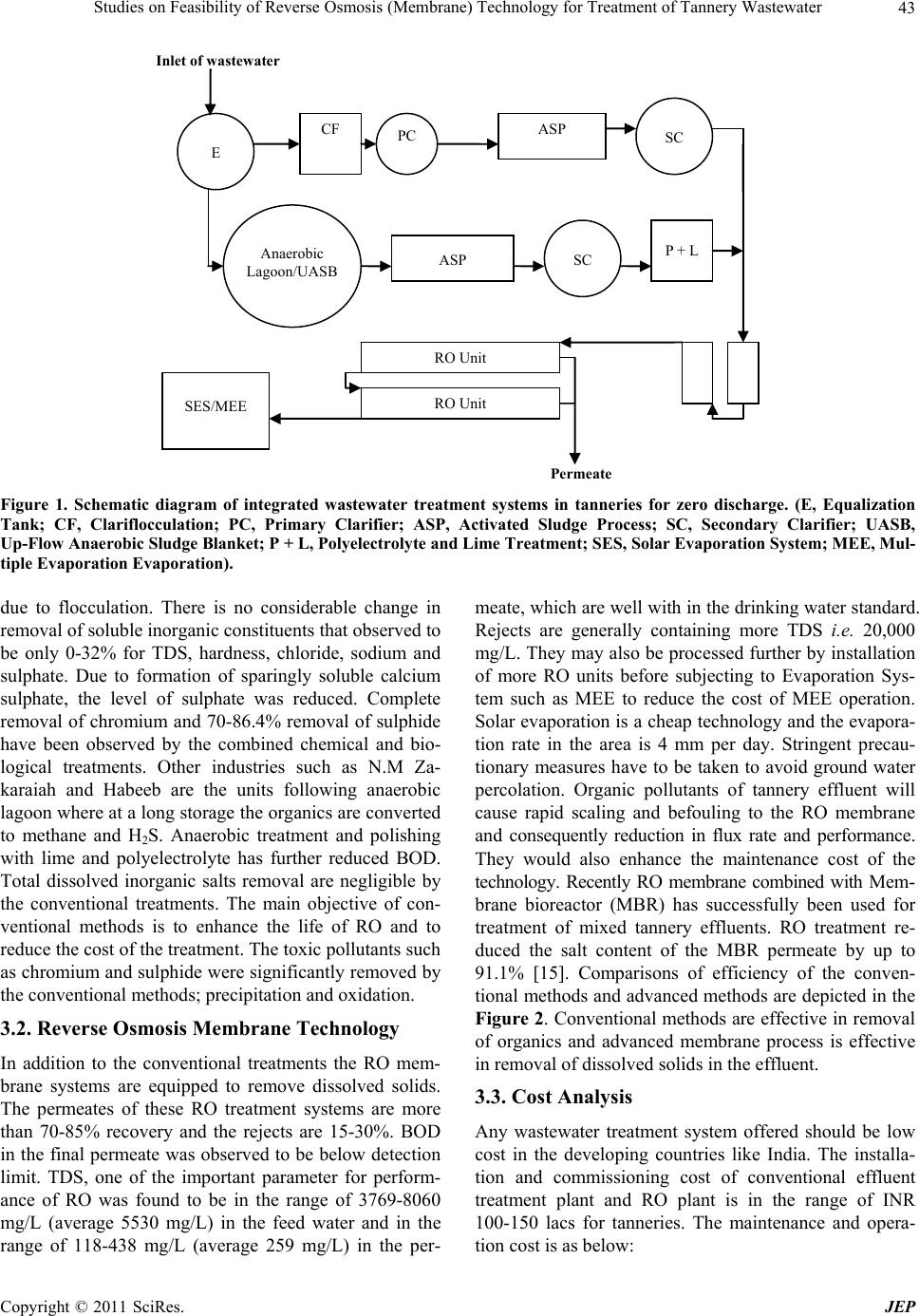
The effluents of tanneries are segregated as high TDS
soaking wastewater, toxic chromium wastewater and
other wastewaters channels. After chromium recovery the
wastewater is mixed with other wastewater and provided
advanced treatment for water recycling. Higher organic
load in the effluents are reduced before feeding into the
RO system to avoid scale formation and befouling of the
membranes. The studied tanneries show that the removal
of total dissolved solids, sodium and chloride are in the
range of 91-99%. Seventy to eighty five percentage of
wastewater has been recovered and recycled in the indus-
trial operations. The rejects are evaporated under solar
evaporation system or Multiple Effect Evaporation (MEE)
technology and the solid wastes are disposed into a se-
cured land fill site. The MEE is costlier technology as it
consumes more thermal energy. RO system combined
with conventional treatment is technically feasible.
5. Acknowledgements
The authors are thankful to the competent authority of
Central Pollution Control Board (CPCB) for their keen
encouragement to carry out the study. Also the laboratory
staffs of Central Pollution Control Board, Bangalore are
acknowledged for their kind assistance and co-operation
in analysis.
REFERENCES
[1] T. S. Ramasami, S. Rajamani and J. R. Rao, “Pollution
Control in Leather Industry: Emerging Technical Op-
tions,” Central Leather Research Institute, Adyar, Madras,
1995.
[2] A. S. Naidu, “Indian Leather Industry in 21st Century:
Challenges and Opportunities,” Yojana, 13th March, 2000.
[3] R. Krishnaswamy and G. Haridas, “Ground Water Pollu-
tion by Tanneries in Tamil Nadu (India),” In: W. Van
Duijvenbooden, P. Glasbergen and H. Van Lelyveld, Eds.,
Proceedings of International Symposium on Quality of
Ground Water, Noordwijkerhout, the Netherlands, 1981,
pp 287-290. doi:10.1016/S0166-1116(08)71917-4
[4] C. P. Gupta, M. Thangarajan, V. V. S. Gurunadha Rao, M.
Ramachandra and M. R. K. Sarma, “Preliminary Study of
Ground Water Pollution in the Upper Palar Basin and
Feasibility of Mass Transport Modeling to Predict Pollut-
ant Migration,” National Geophysical Research Institute
(NGRI) Tech Report, No. 94-GW-168, 1994, pp 45.
[5] V. V. S. Gurunadha Rao and M. Thangarajan, “Ground
Water Pollution Due to Discharge of Tannery Effluents in
Upper Palar Basin, Tamil Nadu, India: An Assessment
through Mass Transport Modeling,” Environmental Engg
and Policy, Vol. 1, No. 4, 1999, pp 201-208.
doi:10.1007/s100220050023
[6] V. Tare, S. Gupta and P. Bose, “Case Studies on Biologi-
cal Treatment of Tannery Effluents in India,” Air & Waste
Management Association, Vol. 53, 2003, pp. 976-982.
[7] Z. Song, C. J. Williams and R. G. J. Edyvean, “Tannery
Wastewater Treatment Using an Up-Flow Anaerobic
Fixed and Biofilm Reactor (UAFBR),” Environmental
Engineering Science, Vol. 20, No. 6, 2003, 587-599.
doi:10.1089/109287503770736104
[8] S. M. Contreras-Ramos, D. Alvarez-Bernal, Trujillo-
Tapia and L. Dendooven, “Composting of Tannery Ef-
fluent with Cow Manure and Wheat Straw,” Bioresource
Technology, Vol. 94, No. 2, 2004, pp. 223-228.
[9] A. Hafez, M. S. E. Manharwwy and M. A. Khedr, “RO
Membrane Removal of Unreacted Chromium from Spent
Tanning Effluent. A Pilot Scale Study, Part 2,” Desalina-
tion, Vol. 144, 2002, pp. 237-242.
doi:10.1016/S0011-9164(02)00318-1
[10] A. Hafez and M. S. E. Manharwwy, “Design and Per-
formance of Two-Stage/Two Pass RO Membrane System
for Chromium Removal from Tannery Wastewater. Part
3,” Desalination, Vol. 165, 2004, pp. 141-151.
[11] O. Lefebvre, N. Vasudevan, M. Torrijos, K. Thanasekaran
and R. Moletta, “Halophilic Biological Treatment of Tan-
nery Soak Liquor in a Sequencing Batch Reactor,” Water
Research, Vol. 39, No.8, 2005, pp. 1471-1480.
doi:10.1016/j.watres.2004.12.038
[12] S. Rajamani, T. S. Ramasami, J. S. A. Langerwerf and J.
E. Schappman, “Environmental Management in Tanner-
ies-Feasible Chromium Recovery and Reuse System,” In:
International Conference on Appropriate Waste Man-
agement Technology for Developing Countries, Nagpur,
India, 1995, pp. 965.
Copyright © 2011 SciRes. JEP