K. YAMADA, S. THUMSORN
Open Access AMPC
331
[2] S. Thumsorn, K. Yamada, Y. W. Leong and H. Hamada,
“Thermal Decomposition Kinetic and Flame Retardancy
of CaCO3 Filled Recycled Polyethylene Terephtha-
late/Recycled Polypropylene Blend,” Journal of Applied
Polymer Science, Vol. 127, 2013, pp. 1245-1256.
http://dx.doi.org/10.1002/app.37673
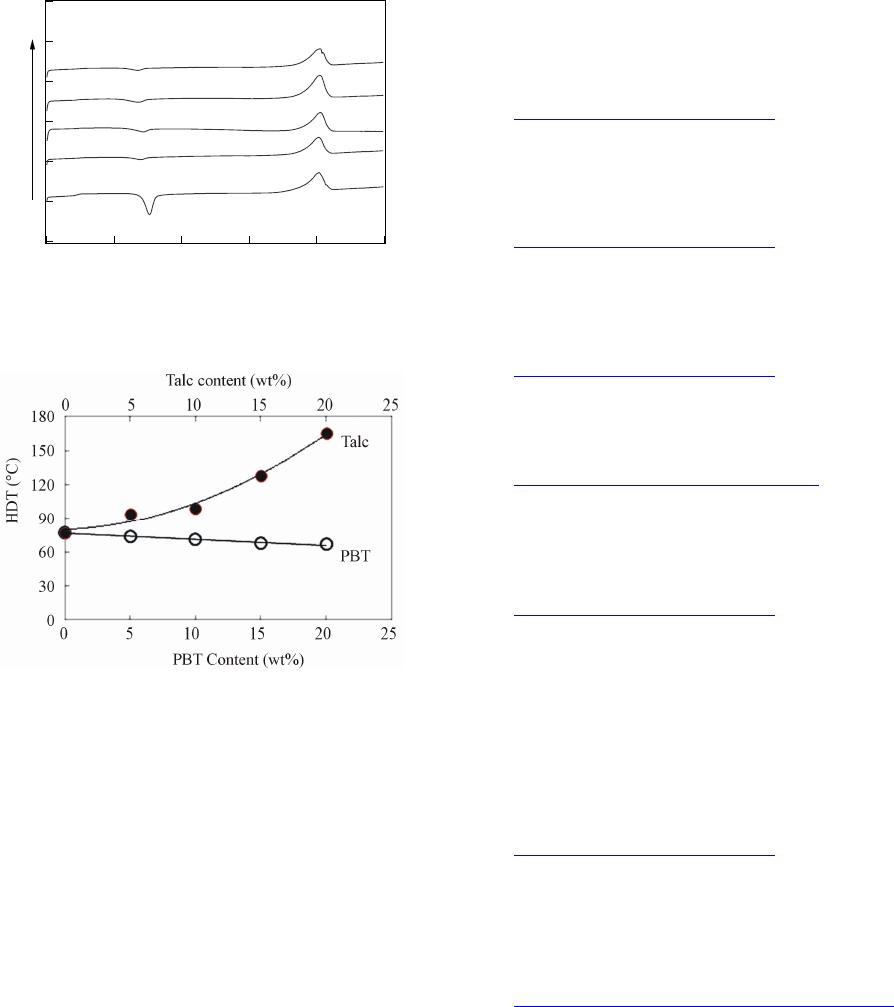
Endothermic Heat Flow
30025020015010050
Temperature [°C]
RPET/E-GMA
Talc 5 wt%
Talc 10 wt%
Talc 15 wt%
Talc 20 wt%
[3] M. Ogasahara, M. Shidou, S. Nagata, K. Yamada, Y. W.
Leong and H. Hamada, “Effectiveness of High Frequency
Heating on Drying and Intrinsic Viscosity Enhancement
of Recycled Poly (Ethylene Terephthalate),” Journal of
Applied Polymer Science, Vol. 126, 2012, pp. E166-E171.
http://dx.doi.org/10.1002/app.34368
[4] S. Thumsorn, K. Yamada, Y. W. Leong and H. Hamada,
“Effect of Pellet Size and Compatibilization on Thermal
Decomposition Kinetic of Recycled Polyethylene Ter-
ephthalate/Recycled Polypropylene Blend,” Journal of
Applied Polymer Science, Vol. 124, 2012, pp. 1605-1613.
http://dx.doi.org/10.1002/app.35166
Figure 8. DSC curves of RPET/E-GMA/talc blends at vari-
ous talc content.
[5] S. Thumsorn, K. Yamada, Y. W. Leong and H. Hamada,
“Development of Cockleshell-Derived CaCO3 for Flame
Retardancy of Recycled PET/Recycled PP Blend,” Mate-
rials Sciences and Applications, Vol. 2, 2011, pp. 59-69.
http://dx.doi.org/10.4236/msa.2011.22009
[6] N. Kunimune, K. Yamada, Y. W. Leong, S. Thumsorn
and H. Hamada, “Influence of the Reactive Processing of
Recycled Poly(Ethylene Terephthalate)/Poly (Ethylene-
Coglycidyl Methacrylate) Blends,” Journal of Applied
Polymer Science, Vol. 120, 2011, pp. 50-55.
http://dx.doi.org/10.1002/app.32836
[7] R. Konishi, K. Miyata, K. Yamada, Y. W. Leong, Y.
Hashimoto and H. Hamada, “Interface of Draw Ratio on
Adhesion of Heat-sealed Recycled-PET Films,” Journal
of Packaging Science and Technology, Vol. 20, No. 2,
2011, pp.107-115.
Figure 9. HDT properties for PBT or talc contents (wt%)
on RPET/E-GMA(3 wt%) blends.
[8] Y. Yand, C. G’Sell, J. Hiver and S. Bai, “Dynamic Me-
chanical Properties and Morphology of High-Density
Polyethylene/CaCO3 Blends with and without an Impact
Modifier,” Journal of Applied Polymer Science, Vol. 103,
2007, pp. 3907-3914.
http://dx.doi.org/10.1002/app.25619
5. Acknowledgements
This work was partly supported by Japan Science and
Technology Agency (JST), A-STEP feasibility study pro-
gram (#AS242Z01291K). We would like to express our
profound gratitude to them. [9] B. Alcock, N. O. Cabrera, N.-M. Barkoula, C. T. Rey-
nolds, L. E. Govaert and T. Peijs, “The Effect of Tempe-
rature and Strain Rate on the Mechanical Properties of
Highly Oriented Polypropylene Tapes and All-Polypropy-
lene Composites,” Composites Science and Technology,
Vol. 67, 2007, pp. 2061-2070.
http://dx.doi.org/10.1016/j.compscitech.2006.11.012
REFERENCES
[1] The Council for PET Bottle Recycling, “The Trend of
PET Bottle Resin Polymer in Japan,” 2009.
http://www.petbottle-rec.gr.jp/english/trend.html