 Natural Resources, 2011, 2, 61-70 doi:10.4236/nr.2011.21008 Published Online Feburary 2011 (http://www.scirp.org/journal/nr) Copyright © 2011 SciRes. NR ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp Properties and Effluent Quality Marco Antônio Bandeira Azevedo1, Vânya Márcia Duarte Pasa1, Hannu Hämäläinen2, Ann Honor Mounteer3, Rubens Chaves de Oliveira3, Jorge Luiz Colodette3* 1Departament of Chemical, Universidade Federal de Minas Gerais, Belo Horizonte, Brazil; 2Kemira Oy, Vaasa, Finland; 3Departament of Forest Engineering, Universidade Federal de Viçosa, Viçosa, Brazil. E-mail: colodett@ufv.br Received December 17th, 2010; revised January 31st, 2011; accepted February 1st, 2011. ABSTRACT Acid hydrogen peroxide catalyzed with molybdenum (PMo stage) is effective to decrease pulp kappa number and poten- tially minimize chlorine dioxide demand in subsequent ECF bleaching. This study aimed at developing cost-effective methods for applying PMo as the first stage bleaching for eucalyptus kraft pulp and evaluating their impact on pulp properties and effluent quality in relation to current ECF bleaching techniques. The PMo(EP)DP and A/PMo(EP)DP sequences proved to be most cost-effective for PMo stage app lication. The pulp properties and effluent qu ality derived from bleaching with th ese two sequences were compared with those of the con ventional bleaching with th e DHT(EP)DP sequence. The PMo(EP)DP sequence produced pulp of refinability and physical properties similar to tha t of the refer- ence but the A/PMo(EP)DP one resulted in pulp of 20% lower refinability and 10% lower tearing strength. Untreated effluents of the PMo(EP)DP and A/PMo(EP)DP sequences presented similar COD, but lower AOX and color than the DHT(EP)DP effluents. None of the effluents exhibited acute toxicity. The effluents from the PMo(EP)DP sequence showed much lower BOD and BOD/COD ratio tha n that of the A/PMo(EP)DP on e. All effluents were readily treated in bench-scale reactors, and achieved COD removal efficiencies of greater than 70%. Keywords: Molybdenum, Bleaching, Eucalyptus, Kraft Qulp, Effluent, Pulp Quality 1. Introduction There has been a growing demand for light Elemental Chlorine Free (light-ECF) pulps, particularly in Europe, in order to replace the very expensive Totally Chlorine Free (TCF) ones. There is no clear definition for the so-called light-ECF pulps, but the market tends to accept under this denomination the bleached pulps that contain less than 50-60 g Cl-/adt pulp of organically bound chlo- rine substance (OX), as measured by a standard test method such as SCAN-CM 52:94, PTS-RH 012/90, ISO 11480, etc [1]. Such a low bound chlorine target requires that ECF bleaching be implemented under unusual op- erational conditions, i.e., with very low chlorine dioxide charges [2]. Many bleaching alternatives have been evaluated to minimize chlorine dioxide use for eucalyp- tus kraft pulps, one of them being the so-called molyb- denum activated hydrogen peroxide stage (PMo). The use of siliconmolybdate activated peroxide blea- ching has been very thoroughly investigated for bleach- ing or Scandinavian kraft pulp [3]. The great advantage of this stage in relation to other stages run under acidic conditions is the minimum formation of oxalic acid that can cause scaling in thee bleach plant. Oxalic acid is produced through acid hydrolysis that occurs when an acid stage (e.g. ozone and chlorine dioxide) is used to remove pulp hexenuronic acids [4]. In relation to poten- tial molybdenum residuals in the bleaching filtrate [3] have shown that the amount is sufficiently low in order to cause significant damages to the effluent treatment system. On the other hand, no effect in the chemical re- covery system was seen due to the low amount of mo- lybdenum used in the reaction. In addition, part of the fil- trate can be cycled back to the PMo stage thus recovering significant amounts of the molybdenum catalyst [5]. The acid peroxide bleaching activated with heavy metal salts was investigated firstly by [6] and subsequent- ly by [7] who evaluated its reactivity towards several 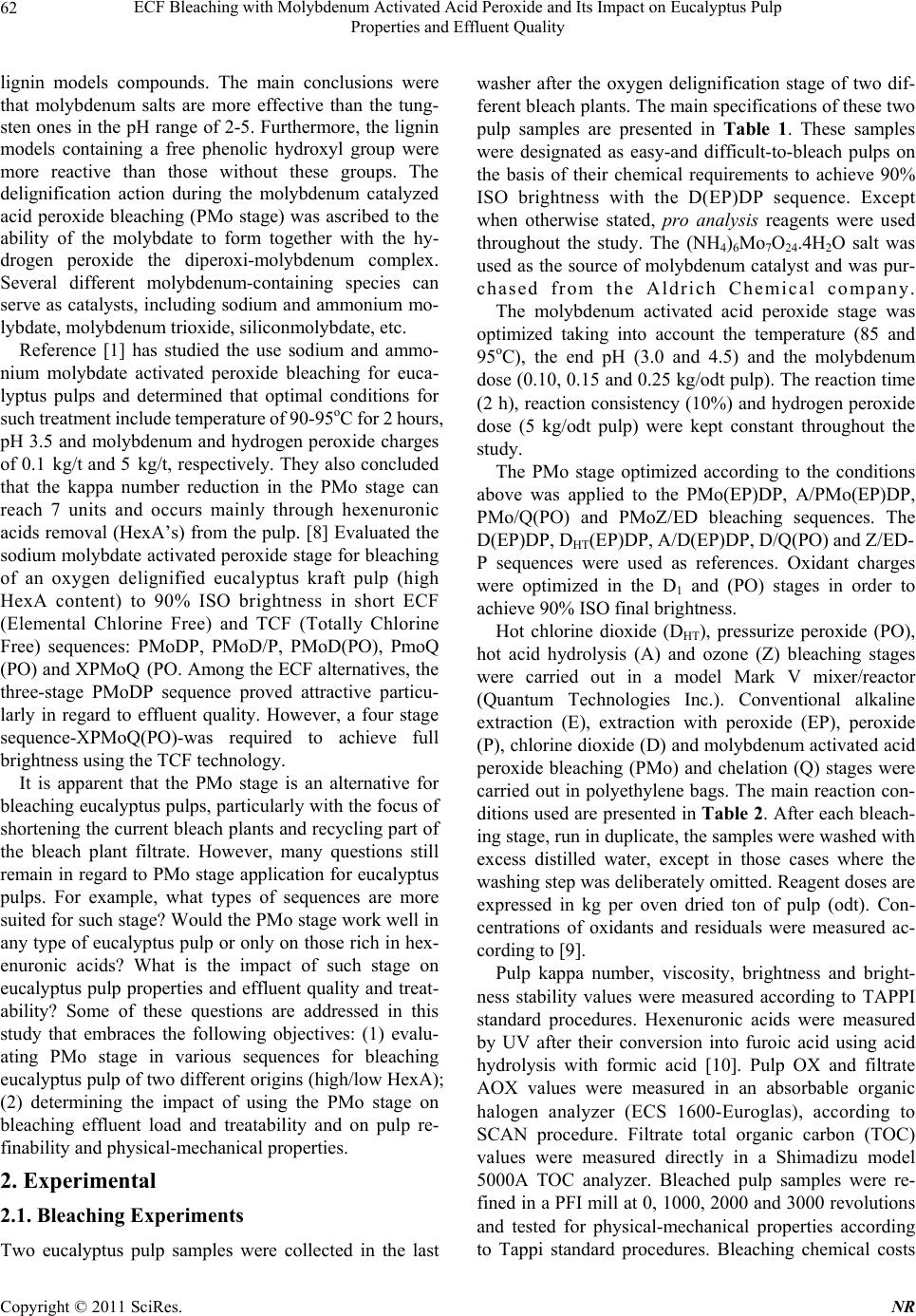 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 62 Properties and Effluent Quality lignin models compounds. The main conclusions were that molybdenum salts are more effective than the tung- sten ones in the pH range of 2-5. Furthermore, the lignin models containing a free phenolic hydroxyl group were more reactive than those without these groups. The delignification action during the molybdenum catalyzed acid peroxide bleaching (PMo stage) was ascribed to the ability of the molybdate to form together with the hy- drogen peroxide the diperoxi-molybdenum complex. Several different molybdenum-containing species can serve as catalysts, including sodium and ammonium mo- lybdate, molybdenum trioxide, siliconmolybdate, etc. Reference [1] has studied the use sodium and ammo- nium molybdate activated peroxide bleaching for euca- lyptus pulps and determined that optimal conditions for such treatment include temperature of 90-95oC for 2 hours, pH 3.5 and molybdenum and hydrogen peroxide charges of 0.1 kg/t and 5 kg/t, respectively. They also concluded that the kappa number reduction in the PMo stage can reach 7 units and occurs mainly through hexenuronic acids removal (HexA’s) from the pulp. [8] Evaluated the sodium molybdate activated peroxide stage for bleaching of an oxygen delignified eucalyptus kraft pulp (high HexA content) to 90% ISO brightness in short ECF (Elemental Chlorine Free) and TCF (Totally Chlorine Free) sequences: PMoDP, PMoD/P, PMoD(PO), PmoQ (PO) and XPMoQ (PO. Among the ECF alternatives, the three-stage PMoDP sequence proved attractive particu- larly in regard to effluent quality. However, a four stage sequence-XPMoQ(PO)-was required to achieve full brightness using the TCF technology. It is apparent that the PMo stage is an alternative for bleaching eucalyptus pulps, particularly with the focus of shortening the current bleach plants and recycling part of the bleach plant filtrate. However, many questions still remain in regard to PMo stage application for eucalyptus pulps. For example, what types of sequences are more suited for such stage? Would the PMo stage work well in any type of eucalyptus pulp or only on those rich in hex- enuronic acids? What is the impact of such stage on eucalyptus pulp properties and effluent quality and treat- ability? Some of these questions are addressed in this study that embraces the following objectives: (1) evalu- ating PMo stage in various sequences for bleaching eucalyptus pulp of two different origins (high/low HexA); (2) determining the impact of using the PMo stage on bleaching effluent load and treatability and on pulp re- finability and physical-mechanical properties. 2. Experimental 2.1. Bleaching Experiments Two eucalyptus pulp samples were collected in the last washer after the oxygen delignification stage of two dif- ferent bleach plants. The main specifications of these two pulp samples are presented in Table 1. These samples were designated as easy-and difficult-to-bleach pulps on the basis of their chemical requirements to achieve 90% ISO brightness with the D(EP)DP sequence. Except when otherwise stated, pro analysis reagents were used throughout the study. The (NH4)6Mo7O24.4H2O salt was used as the source of molybdenum catalyst and was pur- chased from the Aldrich Chemical company. The molybdenum activated acid peroxide stage was optimized taking into account the temperature (85 and 95oC), the end pH (3.0 and 4.5) and the molybdenum dose (0.10, 0.15 and 0.25 kg/odt pulp). The reaction time (2 h), reaction consistency (10%) and hydrogen peroxide dose (5 kg/odt pulp) were kept constant throughout the study. The PMo stage optimized according to the conditions above was applied to the PMo(EP)DP, A/PMo(EP)DP, PMo/Q(PO) and PMoZ/ED bleaching sequences. The D(EP)DP, DHT(EP)DP, A/D(EP)DP, D/Q(PO) and Z/ED- P sequences were used as references. Oxidant charges were optimized in the D1 and (PO) stages in order to achieve 90% ISO final brightness. Hot chlorine dioxide (DHT), pressurize peroxide (PO), hot acid hydrolysis (A) and ozone (Z) bleaching stages were carried out in a model Mark V mixer/reactor (Quantum Technologies Inc.). Conventional alkaline extraction (E), extraction with peroxide (EP), peroxide (P), chlorine dioxide (D) and molybdenum activated acid peroxide bleaching (PMo) and chelation (Q) stages were carried out in polyethylene bags. The main reaction con- ditions used are presented in Table 2. After each bleach- ing stage, run in duplicate, the samples were washed with excess distilled water, except in those cases where the washing step was deliberately omitted. Reagent doses are expressed in kg per oven dried ton of pulp (odt). Con- centrations of oxidants and residuals were measured ac- cording to [9]. Pulp kappa number, viscosity, brightness and bright- ness stability values were measured according to TAPPI standard procedures. Hexenuronic acids were measured by UV after their conversion into furoic acid using acid hydrolysis with formic acid [10]. Pulp OX and filtrate AOX values were measured in an absorbable organic halogen analyzer (ECS 1600-Euroglas), according to SCAN procedure. Filtrate total organic carbon (TOC) values were measured directly in a Shimadizu model 5000A TOC analyzer. Bleached pulp samples were re- fined in a PFI mill at 0, 1000, 2000 and 3000 revolutions and tested for physical-mechanical properties according to Tappi standard procedures. Bleaching chemical costs C opyright © 2011 SciRes. NR 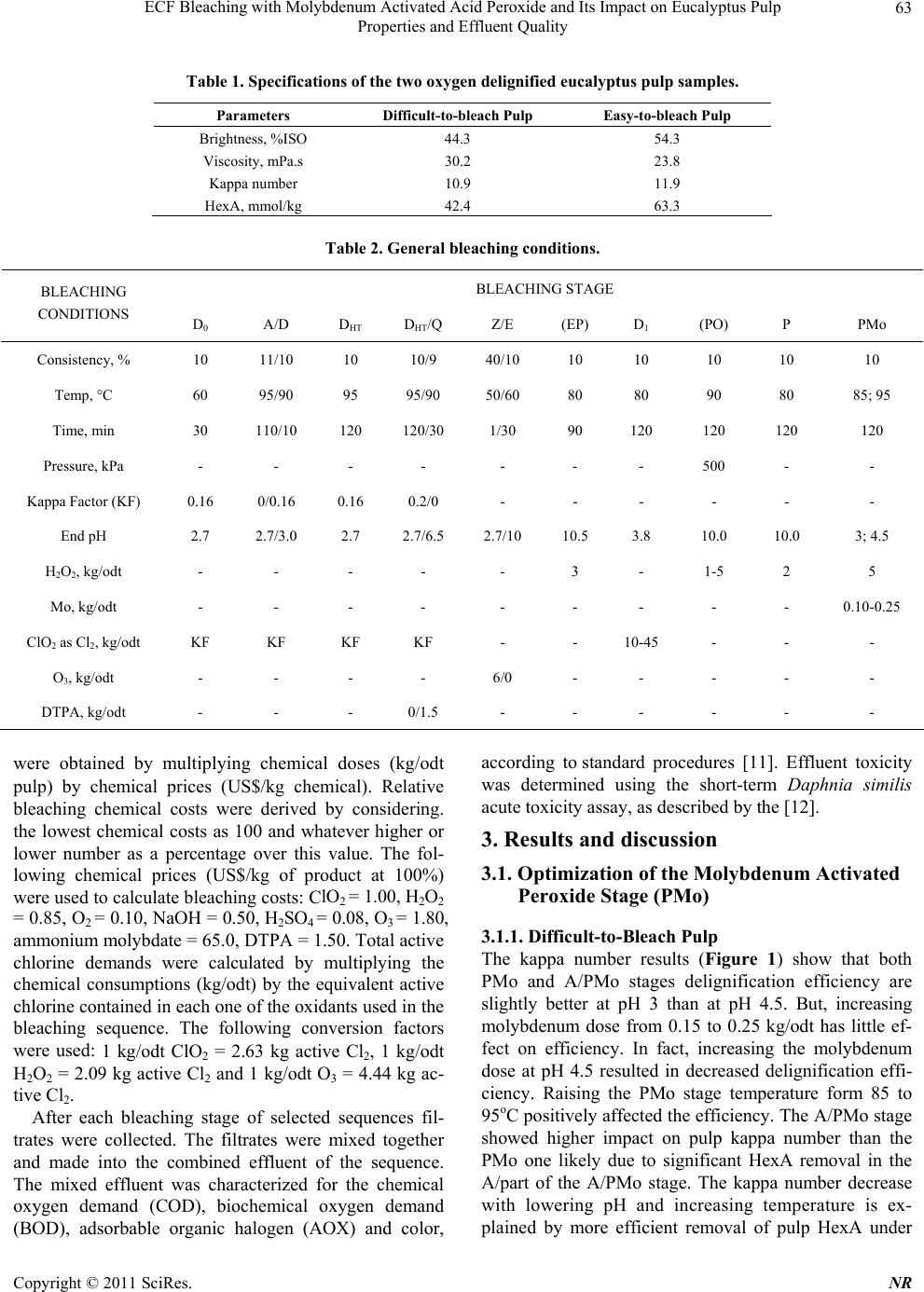 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp Properties and Effluent Quality Copyright © 2011 SciRes. NR 63 Table 1. Specifications of the two oxygen delignified eucalyptus pulp samples. Parameters Difficult-to-bleach Pulp Easy-to-bleach Pulp Brightness, %ISO 44.3 54.3 Viscosity, mPa.s 30.2 23.8 Kappa number 10.9 11.9 HexA, mmol/kg 42.4 63.3 Table 2. General bleaching conditions. BLEACHING STAGE BLEACHING CONDITIONS D0 A/D DHT D HT/Q Z/E (EP) D1 (PO) P PMo Consistency, % 10 11/10 10 10/9 40/10 10 10 10 10 10 Temp, C 60 95/90 95 95/90 50/60 80 80 90 80 85; 95 Time, min 30 110/10 120 120/30 1/30 90 120 120 120 120 Pressure, kPa - - - - - - - 500 - - Kappa Factor (KF) 0.16 0/0.16 0.16 0.2/0 - - - - - - End pH 2.7 2.7/3.0 2.7 2.7/6.5 2.7/10 10.5 3.8 10.0 10.0 3; 4.5 H2O2, kg/odt - - - - - 3 - 1-5 2 5 Mo, kg/odt - - - - - - - - - 0.10-0.25 ClO2 as Cl2, kg/odt KF KF KF KF - - 10-45 - - - O3, kg/odt - - - - 6/0 - - - - - DTPA, kg/odt - - - 0/1.5 - - - - - - were obtained by multiplying chemical doses (kg/odt pulp) by chemical prices (US$/kg chemical). Relative bleaching chemical costs were derived by considering. the lowest chemical costs as 100 and whatever higher or lower number as a percentage over this value. The fol- lowing chemical prices (US$/kg of product at 100%) were used to calculate bleaching costs: ClO2 = 1.00, H2O2 = 0.85, O2 = 0.10, NaOH = 0.50, H2SO4 = 0.08, O3 = 1.80, ammonium molybdate = 65.0, DTPA = 1.50. Total active chlorine demands were calculated by multiplying the chemical consumptions (kg/odt) by the equivalent active chlorine contained in each one of the oxidants used in the bleaching sequence. The following conversion factors were used: 1 kg/odt ClO2 = 2.63 kg active Cl2, 1 kg/odt H2O2 = 2.09 kg active Cl2 and 1 kg/odt O3 = 4.44 kg ac- tive Cl2. After each bleaching stage of selected sequences fil- trates were collected. The filtrates were mixed together and made into the combined effluent of the sequence. The mixed effluent was characterized for the chemical oxygen demand (COD), biochemical oxygen demand (BOD), adsorbable organic halogen (AOX) and color, according to standard procedures [11]. Effluent toxicity was determined using the short-term Daphnia similis acute toxicity assay, as described by the [12]. 3. Results and discussion 3.1. Optimization of the Molybdenum Activated Peroxide Stage (PMo) 3.1.1. Dif fi cul t-to-Bleach Pulp The kappa number results (Figure 1) show that both PMo and A/PMo stages delignification efficiency are slightly better at pH 3 than at pH 4.5. But, increasing molybdenum dose from 0.15 to 0.25 kg/odt has little ef- fect on efficiency. In fact, increasing the molybdenum dose at pH 4.5 resulted in decreased delignification effi- ciency. Raising the PMo stage temperature form 85 to 95oC positively affected the efficiency. The A/PMo stage showed higher impact on pulp kappa number than the PMo one likely due to significant HexA removal in the A/part of the A/PMo stage. The kappa number decrease with lowering pH and increasing temperature is ex- plained by more efficient removal of pulp HexA under 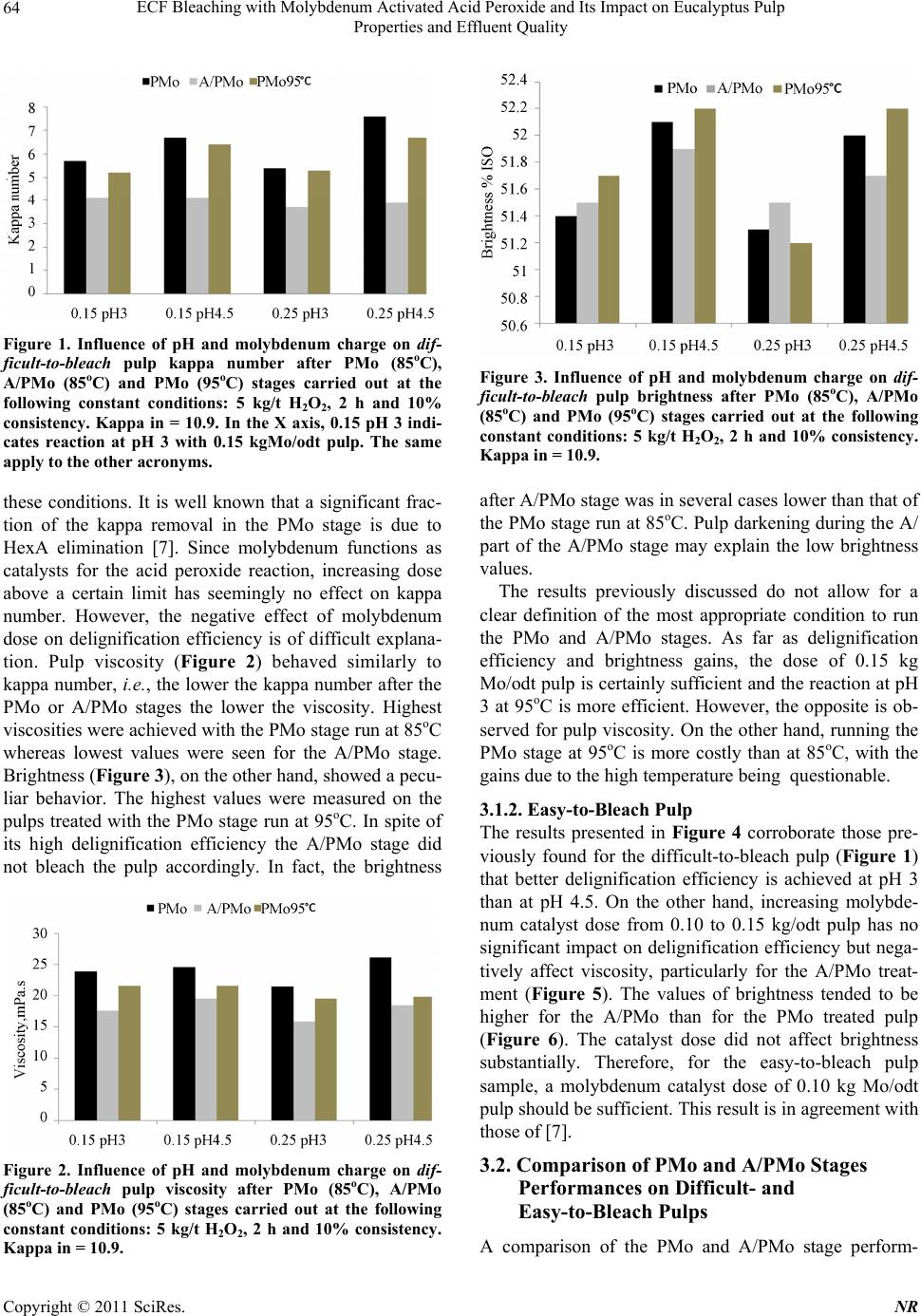 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 64 Properties and Effluent Quality Figure 1. Influence of pH and molybdenum charge on dif- ficult-to-bleach pulp kappa number after PMo (85oC), A/PMo (85oC) and PMo (95oC) stages carried out at the following constant conditions: 5 kg/t H2O2, 2 h and 10% consistency. Kappa in = 10.9. In the X axis, 0.15 pH 3 indi- cates reaction at pH 3 with 0.15 kgMo/odt pulp. The same apply to the other acronyms. these conditions. It is well known that a significant frac- tion of the kappa removal in the PMo stage is due to HexA elimination [7]. Since molybdenum functions as catalysts for the acid peroxide reaction, increasing dose above a certain limit has seemingly no effect on kappa number. However, the negative effect of molybdenum dose on delignification efficiency is of difficult explana- tion. Pulp viscosity (Figure 2) behaved similarly to kappa number, i.e., the lower the kappa number after the PMo or A/PMo stages the lower the viscosity. Highest viscosities were achieved with the PMo stage run at 85oC whereas lowest values were seen for the A/PMo stage. Brightness (Figure 3), on the other hand, showed a pecu- liar behavior. The highest values were measured on the pulps treated with the PMo stage run at 95oC. In spite of its high delignification efficiency the A/PMo stage did not bleach the pulp accordingly. In fact, the brightness Figure 2. Influence of pH and molybdenum charge on dif- ficult-to-bleach pulp viscosity after PMo (85oC), A/PMo (85oC) and PMo (95oC) stages carried out at the following constant conditions: 5 kg/t H2O2, 2 h and 10% consistency. Kappa in = 10.9. Figure 3. Influence of pH and molybdenum charge on dif- ficult-to-bleach pulp brightness after PMo (85oC), A/PMo (85oC) and PMo (95oC) stages carried out at the following constant conditions: 5 kg/t H2O2, 2 h and 10% consistency. Kappa in = 10.9. after A/PMo stage was in several cases lower than that of the PMo stage run at 85oC. Pulp darkening during the A/ part of the A/PMo stage may explain the low brightness values. The results previously discussed do not allow for a clear definition of the most appropriate condition to run the PMo and A/PMo stages. As far as delignification efficiency and brightness gains, the dose of 0.15 kg Mo/odt pulp is certainly sufficient and the reaction at pH 3 at 95oC is more efficient. However, the opposite is ob- served for pulp viscosity. On the other hand, running the PMo stage at 95oC is more costly than at 85oC, with the gains due to the high temperature being questionable. 3.1.2. Easy-to-Bleach Pulp The results presented in Figure 4 corroborate those pre- viously found for the difficult-to-bleach pulp (Figure 1) that better delignification efficiency is achieved at pH 3 than at pH 4.5. On the other hand, increasing molybde- num catalyst dose from 0.10 to 0.15 kg/odt pulp has no significant impact on delignification efficiency but nega- tively affect viscosity, particularly for the A/PMo treat- ment (Figure 5). The values of brightness tended to be higher for the A/PMo than for the PMo treated pulp (Figure 6). The catalyst dose did not affect brightness substantially. Therefore, for the easy-to-bleach pulp sample, a molybdenum catalyst dose of 0.10 kg Mo/odt pulp should be sufficient. This result is in agreement with those of [7]. 3.2. Comparison of PMo and A/PMo Stages Performances on Difficult- and Easy-to-Bleach Pulps A comparison of the PMo and A/PMo stage perform- C opyright © 2011 SciRes. NR 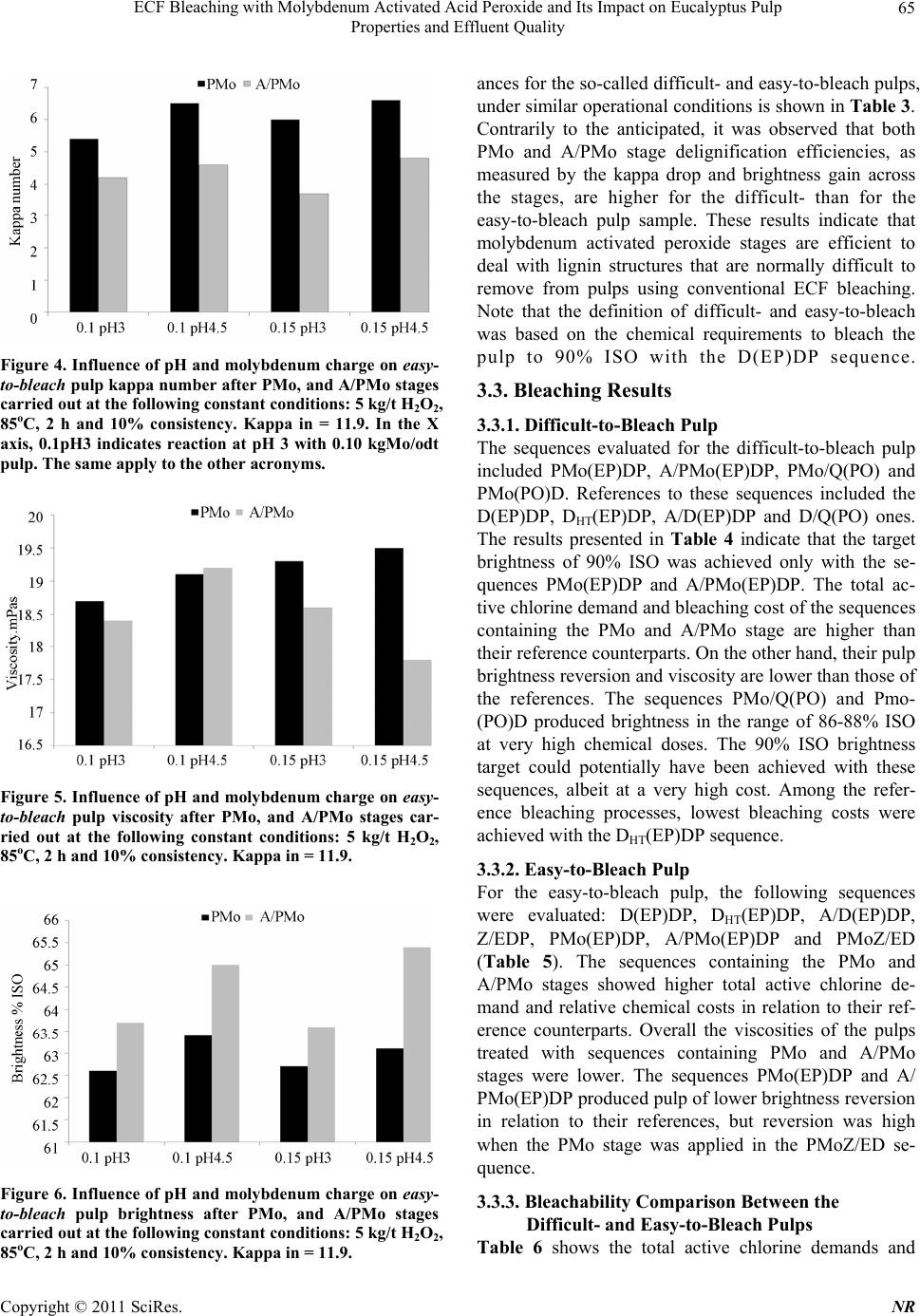 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 65 Properties and Effluent Quality Figure 4. Influenc e of pH and molybdenum charge on easy- to-bleach pulp kappa number after PMo, and A/PMo stages carried out at the following constant conditions: 5 kg/t H2O2, 85oC, 2 h and 10% consistency. Kappa in = 11.9. In the X axis, 0.1pH3 indicates reaction at pH 3 with 0.10 kgMo/odt pulp. The same apply to the other acronyms. Figure 5. Influenc e of pH and molybdenum charge on easy- to-bleach pulp viscosity after PMo, and A/PMo stages car- ried out at the following constant conditions: 5 kg/t H2O2, 85oC, 2 h and 10% consistency. Kappa in = 11.9. Figure 6. Influenc e of pH and molybdenum charge on easy- to-bleach pulp brightness after PMo, and A/PMo stages carried out at the following constant conditions: 5 kg/t H2O2, 85oC, 2 h and 10% consistency. Kappa in = 11.9. ances for the so-called difficult- and easy-to-bleach pulps, under similar operational conditions is shown in Table 3. Contrarily to the anticipated, it was observed that both PMo and A/PMo stage delignification efficiencies, as measured by the kappa drop and brightness gain across the stages, are higher for the difficult- than for the easy-to-bleach pulp sample. These results indicate that molybdenum activated peroxide stages are efficient to deal with lignin structures that are normally difficult to remove from pulps using conventional ECF bleaching. Note that the definition of difficult- and easy-to-bleach was based on the chemical requirements to bleach the pulp to 90% ISO with the D(EP)DP sequence. 3.3. Bleaching Results 3.3.1. Dif fi cul t-to-Bleach Pulp The sequences evaluated for the difficult-to-bleach pulp included PMo(EP)DP, A/PMo(EP)DP, PMo/Q(PO) and PMo(PO)D. References to these sequences included the D(EP)DP, DHT(EP)DP, A/D(EP)DP and D/Q(PO) ones. The results presented in Table 4 indicate that the target brightness of 90% ISO was achieved only with the se- quences PMo(EP)DP and A/PMo(EP)DP. The total ac- tive chlorine demand and bleaching cost of the sequences containing the PMo and A/PMo stage are higher than their reference counterparts. On the other hand, their pulp brightness reversion and viscosity are lower than those of the references. The sequences PMo/Q(PO) and Pmo- (PO)D produced brightness in the range of 86-88% ISO at very high chemical doses. The 90% ISO brightness target could potentially have been achieved with these sequences, albeit at a very high cost. Among the refer- ence bleaching processes, lowest bleaching costs were achieved with the DHT(EP)DP sequence. 3.3.2. Easy-to-Bleach Pulp For the easy-to-bleach pulp, the following sequences were evaluated: D(EP)DP, DHT(EP)DP, A/D(EP)DP, Z/EDP, PMo(EP)DP, A/PMo(EP)DP and PMoZ/ED (Table 5). The sequences containing the PMo and A/PMo stages showed higher total active chlorine de- mand and relative chemical costs in relation to their ref- erence counterparts. Overall the viscosities of the pulps treated with sequences containing PMo and A/PMo stages were lower. The sequences PMo(EP)DP and A/ PMo(EP)DP produced pulp of lower brightness reversion in relation to their references, but reversion was high when the PMo stage was applied in the PMoZ/ED se- quence. 3.3.3. Bleachability Comparison Between the Difficult- and Easy-to -Bl each Pulps Table 6 shows the total active chlorine demands and C opyright © 2011 SciRes. NR 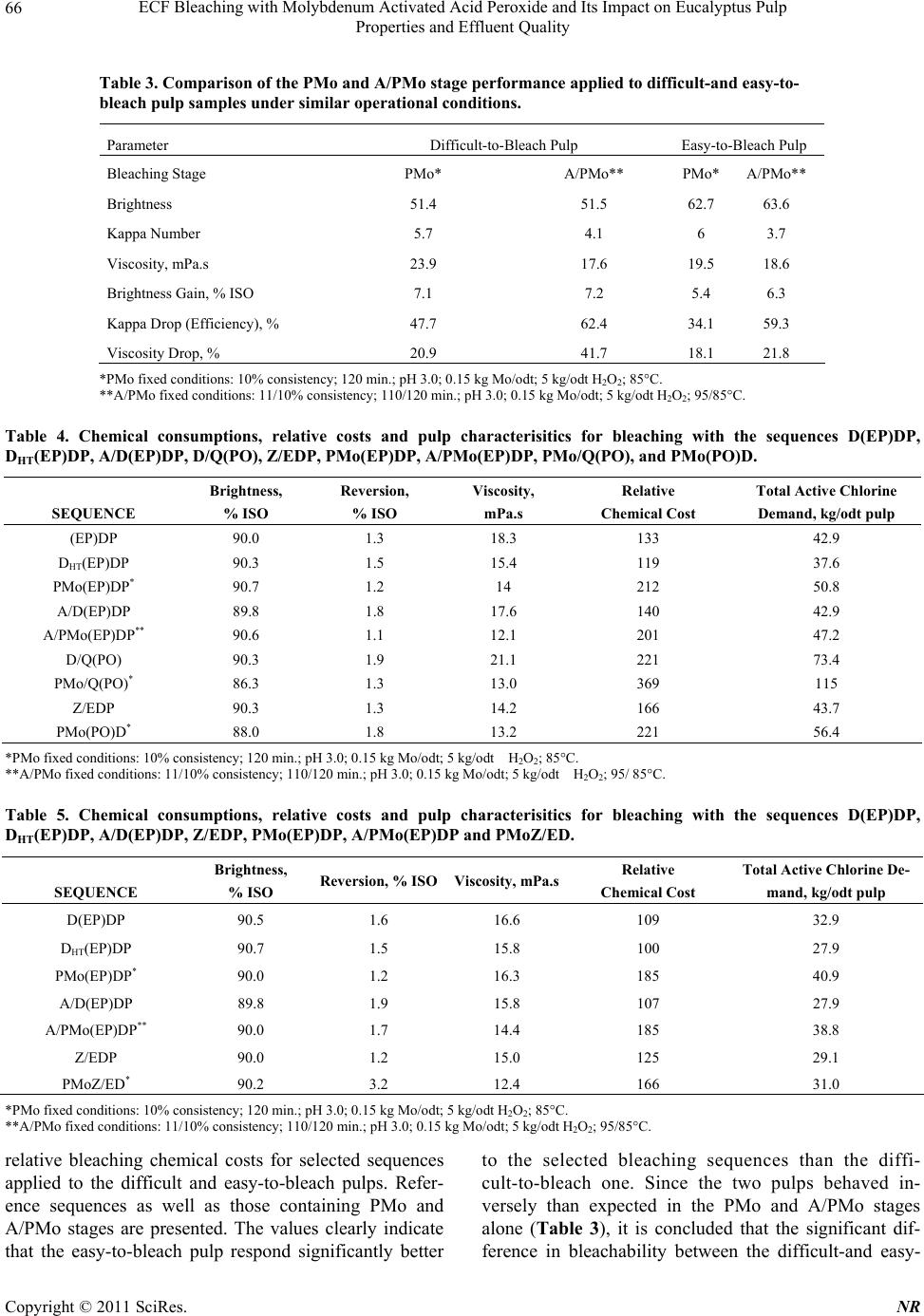 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp Properties and Effluent Quality Copyright © 2011 SciRes. NR 66 Table 3. Comparison of the PMo and A/PMo stage performance applied to difficult-and easy-to- bleach pulp samples under similar operational conditions. Parameter Difficult-to-Bleach Pulp Easy-to-Bleach Pulp Bleaching Stage PMo* A/PMo** PMo* A/PMo** Brightness 51.4 51.5 62.7 63.6 Kappa Number 5.7 4.1 6 3.7 Viscosity, mPa.s 23.9 17.6 19.5 18.6 Brightness Gain, % ISO 7.1 7.2 5.4 6.3 Kappa Drop (Efficiency), % 47.7 62.4 34.1 59.3 Viscosity Drop, % 20.9 41.7 18.1 21.8 *PMo fixed conditions: 10% consistency; 120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 85°C. **A/PMo fixed conditions: 11/10% consistency; 110/120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 95/85°C. Table 4. Chemical consumptions, relative costs and pulp characterisitics for bleaching with the sequences D(EP)DP, DHT(EP)DP, A/D(EP)DP, D/Q(PO), Z/EDP, PMo(EP)DP, A/PMo(EP)DP, PMo/Q(PO), and PMo(PO)D. SEQUENCE Brightness, % ISO Reversion, % ISO Viscosity, mPa.s Relative Chemical Cost Total Active Chlorine Demand, kg/odt pulp (EP)DP 90.0 1.3 18.3 133 42.9 DHT(EP)DP 90.3 1.5 15.4 119 37.6 PMo(EP)DP* 90.7 1.2 14 212 50.8 A/D(EP)DP 89.8 1.8 17.6 140 42.9 A/PMo(EP)DP** 90.6 1.1 12.1 201 47.2 D/Q(PO) 90.3 1.9 21.1 221 73.4 PMo/Q(PO)* 86.3 1.3 13.0 369 115 Z/EDP 90.3 1.3 14.2 166 43.7 PMo(PO)D* 88.0 1.8 13.2 221 56.4 *PMo fixed conditions: 10% consistency; 120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 85°C. **A/PMo fixed conditions: 11/10% consistency; 110/120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 95/ 85°C. Table 5. Chemical consumptions, relative costs and pulp characterisitics for bleaching with the sequences D(EP)DP, DHT(EP)DP, A/D(EP)DP, Z/EDP, PMo(EP)DP, A/PMo(EP)DP and PMoZ/ED. SEQUENCE Brightness, % ISO Reversion, % ISOViscosity, mPa.sRelative Chemical Cost Total Active Chlorine De- mand, kg/odt pulp D(EP)DP 90.5 1.6 16.6 109 32.9 DHT(EP)DP 90.7 1.5 15.8 100 27.9 PMo(EP)DP* 90.0 1.2 16.3 185 40.9 A/D(EP)DP 89.8 1.9 15.8 107 27.9 A/PMo(EP)DP** 90.0 1.7 14.4 185 38.8 Z/EDP 90.0 1.2 15.0 125 29.1 PMoZ/ED* 90.2 3.2 12.4 166 31.0 *PMo fixed conditions: 10% consistency; 120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 85°C. * *A/PMo fixed conditions: 11/10% consistency; 110/120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 95/85°C. relative bleaching chemical costs for selected sequences applied to the difficult and easy-to-bleach pulps. Refer- ence sequences as well as those containing PMo and A/PMo stages are presented. The values clearly indicate that the easy-to-bleach pulp respond significantly better to the selected bleaching sequences than the diffi- cult-to-bleach one. Since the two pulps behaved in- versely than expected in the PMo and A/PMo stages alone (Table 3), it is concluded that the significant dif- ference in bleachability between the difficult-and easy- 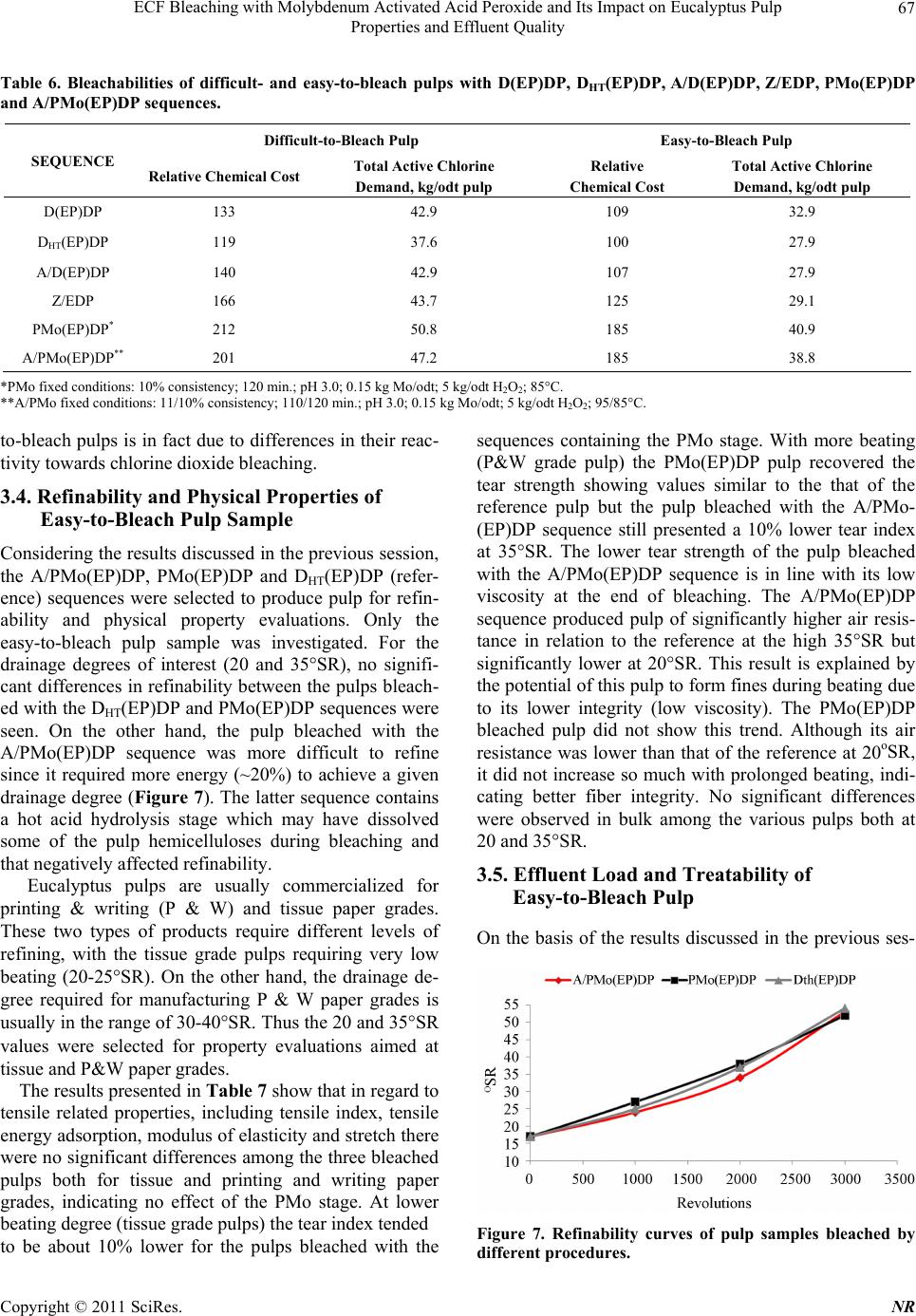 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 67 Properties and Effluent Quality Table 6. Bleachabilities of difficult- and easy-to-bleach pulps with D(EP)DP, DHT(EP)DP, A/D(EP)DP, Z/EDP, PMo(EP)DP and A/PMo(EP)DP sequenc e s. Difficult-to-Bleach Pulp Easy-to-Bleach Pulp SEQUENCE Relative Chemical Cost Total Active Chlorine Demand, kg/odt pulp Relative Chemical Cost Total Active Chlorine Demand, kg/odt pulp D(EP)DP 133 42.9 109 32.9 DHT(EP)DP 119 37.6 100 27.9 A/D(EP)DP 140 42.9 107 27.9 Z/EDP 166 43.7 125 29.1 PMo(EP)DP* 212 50.8 185 40.9 A/PMo(EP)DP** 201 47.2 185 38.8 *PMo fixed conditions: 10% consistency; 120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 85°C. **A/PMo fixed conditions: 11/10% consistency; 110/120 min.; pH 3.0; 0.15 kg Mo/odt; 5 kg/odt H2O2; 95/85°C. to-bleach pulps is in fact due to differences in their reac- tivity towards chlorine dioxide bleaching. 3.4. Refinability and Physical Properties of Easy-to-Bleach Pulp Sample Considering the results discussed in the previous session, the A/PMo(EP)DP, PMo(EP)DP and DHT(EP)DP (refer- ence) sequences were selected to produce pulp for refin- ability and physical property evaluations. Only the easy-to-bleach pulp sample was investigated. For the drainage degrees of interest (20 and 35°SR), no signifi- cant differences in refinability between the pulps bleach- ed with the DHT(EP)DP and PMo(EP)DP sequences were seen. On the other hand, the pulp bleached with the A/PMo(EP)DP sequence was more difficult to refine since it required more energy (~20%) to achieve a given drainage degree (Figure 7). The latter sequence contains a hot acid hydrolysis stage which may have dissolved some of the pulp hemicelluloses during bleaching and that negatively affected refinability. Eucalyptus pulps are usually commercialized for printing & writing (P & W) and tissue paper grades. These two types of products require different levels of refining, with the tissue grade pulps requiring very low beating (20-25°SR). On the other hand, the drainage de- gree required for manufacturing P & W paper grades is usually in the range of 30-40°SR. Thus the 20 and 35°SR values were selected for property evaluations aimed at tissue and P&W paper grades. The results presented in Tab le 7 show that in regard to tensile related properties, including tensile index, tensile energy adsorption, modulus of elasticity and stretch there were no significant differences among the three bleached pulps both for tissue and printing and writing paper grades, indicating no effect of the PMo stage. At lower beating degree (tissue grade pulps) the tear index tended to be about 10% lower for the pulps bleached with the sequences containing the PMo stage. With more beating (P&W grade pulp) the PMo(EP)DP pulp recovered the tear strength showing values similar to the that of the reference pulp but the pulp bleached with the A/PMo- (EP)DP sequence still presented a 10% lower tear index at 35°SR. The lower tear strength of the pulp bleached with the A/PMo(EP)DP sequence is in line with its low viscosity at the end of bleaching. The A/PMo(EP)DP sequence produced pulp of significantly higher air resis- tance in relation to the reference at the high 35°SR but significantly lower at 20°SR. This result is explained by the potential of this pulp to form fines during beating due to its lower integrity (low viscosity). The PMo(EP)DP bleached pulp did not show this trend. Although its air resistance was lower than that of the reference at 20oSR, it did not increase so much with prolonged beating, indi- cating better fiber integrity. No significant differences were observed in bulk among the various pulps both at 20 and 35°SR. 3.5. Effluent Load and Treatability of Easy-to-Bleach Pulp On the basis of the results discussed in the previous ses- Figure 7. Refinability curves of pulp samples bleached by different procedures. C opyright © 2011 SciRes. NR 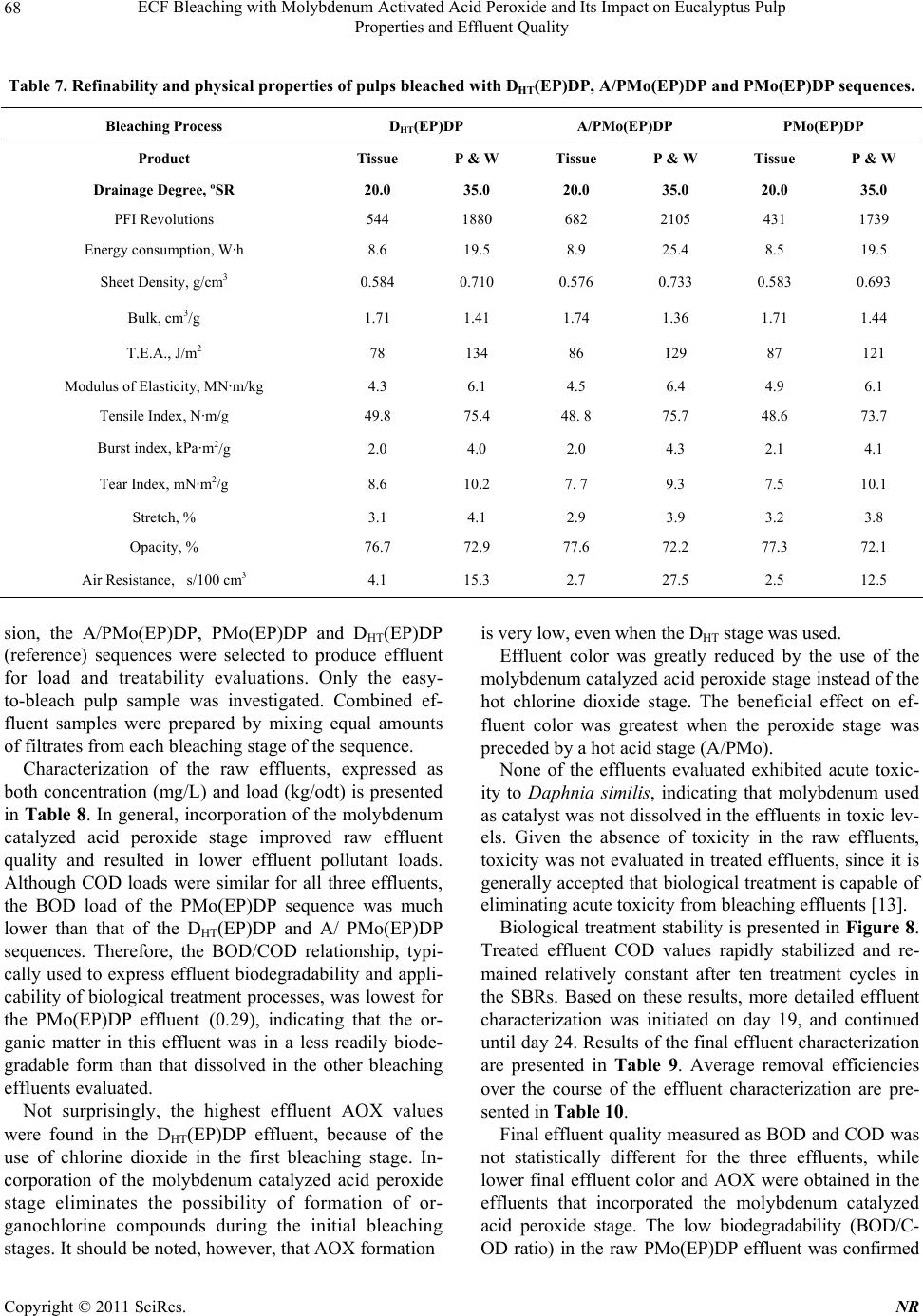 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 68 Properties and Effluent Quality Table 7. Refinability and physical properties of pulps bleached with DHT(EP)DP, A/PMo(EP)DP and PMo(EP)DP sequences. Bleaching Process DHT(EP)DP A/PMo(EP)DP PMo(EP)DP Product Tissue P & W Tissue P & W Tissue P & W Drainage Degree, ºSR 20.0 35.0 20.0 35.0 20.0 35.0 PFI Revolutions 544 1880 682 2105 431 1739 Energy consumption, W·h 8.6 19.5 8.9 25.4 8.5 19.5 Sheet Density, g/cm3 0.584 0.710 0.576 0.733 0.583 0.693 Bulk, cm3/g 1.71 1.41 1.74 1.36 1.71 1.44 T.E.A., J/m2 78 134 86 129 87 121 Modulus of Elasticity, MN·m/kg 4.3 6.1 4.5 6.4 4.9 6.1 Tensile Index, N·m/g 49.8 75.4 48. 8 75.7 48.6 73.7 Burst index, kPa·m2/g 2.0 4.0 2.0 4.3 2.1 4.1 Tear Index, mN·m2/g 8.6 10.2 7. 7 9.3 7.5 10.1 Stretch, % 3.1 4.1 2.9 3.9 3.2 3.8 Opacity, % 76.7 72.9 77.6 72.2 77.3 72.1 Air Resistance, s/100 cm3 4.1 15.3 2.7 27.5 2.5 12.5 sion, the A/PMo(EP)DP, PMo(EP)DP and DHT(EP)DP (reference) sequences were selected to produce effluent for load and treatability evaluations. Only the easy- to-bleach pulp sample was investigated. Combined ef- fluent samples were prepared by mixing equal amounts of filtrates from each bleaching stage of the sequence. Characterization of the raw effluents, expressed as both concentration (mg/L) and load (kg/odt) is presented in Table 8. In general, incorporation of the molybdenum catalyzed acid peroxide stage improved raw effluent quality and resulted in lower effluent pollutant loads. Although COD loads were similar for all three effluents, the BOD load of the PMo(EP)DP sequence was much lower than that of the DHT(EP)DP and A/ PMo(EP)DP sequences. Therefore, the BOD/COD relationship, typi- cally used to express effluent biodegradability and appli- cability of biological treatment processes, was lowest for the PMo(EP)DP effluent (0.29), indicating that the or- ganic matter in this effluent was in a less readily biode- gradable form than that dissolved in the other bleaching effluents evaluated. Not surprisingly, the highest effluent AOX values were found in the DHT(EP)DP effluent, because of the use of chlorine dioxide in the first bleaching stage. In- corporation of the molybdenum catalyzed acid peroxide stage eliminates the possibility of formation of or- ganochlorine compounds during the initial bleaching stages. It should be noted, however, that AOX formation is very low, even when the DHT stage was used. Effluent color was greatly reduced by the use of the molybdenum catalyzed acid peroxide stage instead of the hot chlorine dioxide stage. The beneficial effect on ef- fluent color was greatest when the peroxide stage was preceded by a hot acid stage (A/PMo). None of the effluents evaluated exhibited acute toxic- ity to Daphnia similis, indicating that molybdenum used as catalyst was not dissolved in the effluents in toxic lev- els. Given the absence of toxicity in the raw effluents, toxicity was not evaluated in treated effluents, since it is generally accepted that biological treatment is capable of eliminating acute toxicity from bleaching effluents [13]. Biological treatment stability is presented in Figure 8. Treated effluent COD values rapidly stabilized and re- mained relatively constant after ten treatment cycles in the SBRs. Based on these results, more detailed effluent characterization was initiated on day 19, and continued until day 24. Results of the final effluent characterization are presented in Table 9. Average removal efficiencies over the course of the effluent characterization are pre- sented in Table 10. Final effluent quality measured as BOD and COD was not statistically different for the three effluents, while lower final effluent color and AOX were obtained in the effluents that incorporated the molybdenum catalyzed acid peroxide stage. The low biodegradability (BOD/C- OD ratio) in the raw PMo(EP)DP effluent was confirmed C opyright © 2011 SciRes. NR 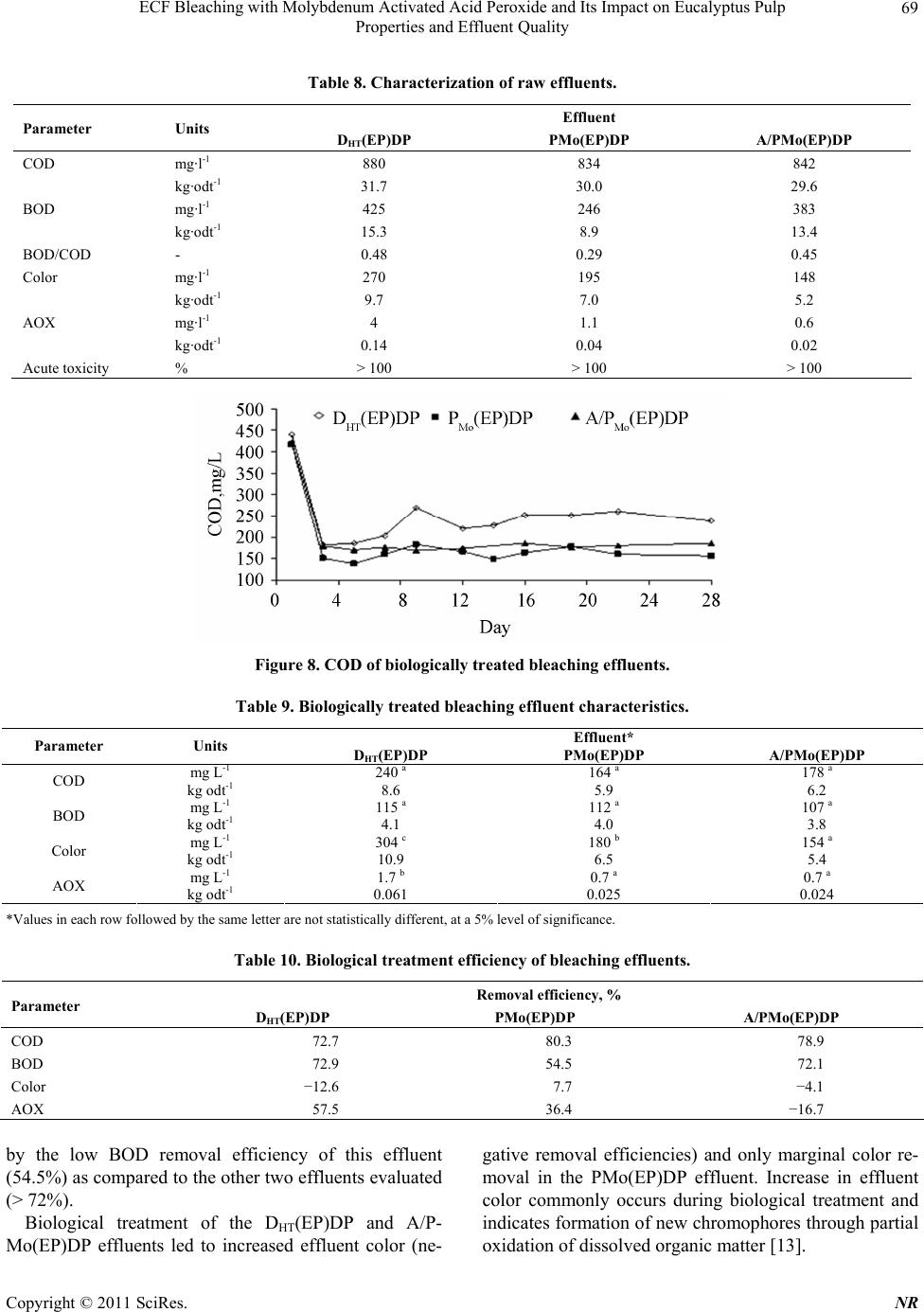 ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 69 Properties and Effluent Quality Table 8. Characterization of raw effluents. Effluent Parameter Units DHT(EP)DP PMo(EP)DP A/PMo(EP)DP mg·l-1 880 834 842 COD kg·odt-1 31.7 30.0 29.6 mg·l-1 425 246 383 BOD kg·odt-1 15.3 8.9 13.4 BOD/COD - 0.48 0.29 0.45 mg·l-1 270 195 148 Color kg·odt-1 9.7 7.0 5.2 mg·l-1 4 1.1 0.6 AOX kg·odt-1 0.14 0.04 0.02 Acute toxicity % > 100 > 100 > 100 Figure 8. COD of biologically treated bleaching effluents. Table 9. Biologically treated bleaching effluent characteristics. Effluent* Parameter Units DHT(EP)DP PMo(EP)DP A/PMo(EP)DP mg L-1 240 a 164 a 178 a COD kg odt-1 8.6 5.9 6.2 mg L-1 115 a 112 a 107 a BOD kg odt-1 4.1 4.0 3.8 mg L-1 304 c 180 b 154 a Color kg odt-1 10.9 6.5 5.4 mg L-1 1.7 b 0.7 a 0.7 a AOX kg odt-1 0.061 0.025 0.024 *Values in each row followed by the same letter are not statistically different, at a 5% level of significance. Table 10. Biological treatment efficiency of bleaching effluents. Removal efficiency, % Parameter DHT(EP)DP PMo(EP)DP A/PMo(EP)DP COD 72.7 80.3 78.9 BOD 72.9 54.5 72.1 Color −12.6 7.7 −4.1 AOX 57.5 36.4 −16.7 by the low BOD removal efficiency of this effluent (54.5%) as compared to the other two effluents evaluated (> 72%). Biological treatment of the DHT(EP)DP and A/P- Mo(EP)DP effluents led to increased effluent color (ne- gative removal efficiencies) and only marginal color re- moval in the PMo(EP)DP effluent. Increase in effluent color commonly occurs during biological treatment and indicates formation of new chromophores through partial oxidation of dissolved organic matter [13]. C opyright © 2011 SciRes. NR  ECF Bleaching with Molybdenum Activated Acid Peroxide and Its Impact on Eucalyptus Pulp 70 Properties and Effluent Quality The hot acid stage (A/PMo) had a negative impact on AOX removal. The negative removal efficiency listed in Table 10 for the A/PMo(EP)DP effluent indicates no removal of organochlorine compounds from this effluent. This probably arose from the fact that the initial AOX level was very low (6 mg L-1), and was apparently com- prised of only non-biodegradable (recalcitrant) com- pounds, similar to those formed in the PMo(EP)DP ef- fluent, since final AOX values in these two effluents was virtually the same (7 mg L-1). 4. Conclusions 1) Optimal conditions to run the PMo stage include: 0.10-0.15 kg/t Mo, pH 3 and temperature 85-95ºC. 2) At a price of US$65/kg for the molybdenum salt, the PMo stage is not economically attractive. 3) The A/PMo(EP)DP sequence is the most cost effective among the ones with PMo stage. 4) The pulp bleached with the A/PMo(EP)DP se- quence showed poorer refinability and tearing strength than the reference ( DHT(EP)DP) while the PMo(EP)DP sequence was similar to the reference. 5) Untreated effluents from the A/PMo(EP)DP and PMo(EP)DP sequences presented similar COD, but lower AOX than that from the DHT(EP)DP sequence. None of the effluents exhibited toxicity. 6) The untreated effluent from the A/PMo(EP)DP se- quence showed lower BOD and BOD/COD ratio in rela- tion to that from the PMo(EP)DP sequence. 7) The effluents from A/PMo(EP)DP, PMo(EP)DP and DHT(EP)DP sequences were readily treated in the bench-scale reactors, and achieved COD removal effi- ciencies of greater than 70%. REFERENCES [1] M. S. Rabelo, J. L. Colodette, V. M. Sacon, M. R. Silva and M. A. B. Azevedo, “Molybdenum Catalyzed Acid Perocixide Bleaching of Eucalyptus Kraft Pulp,” BioRe- sources, Vol. 3, No. 3, 2008, pp. 881-897. [2] L. Colodette, M. C. Gomes, A. H. Mounteer and K. M. M. Eiras, “Modern High Brightness Low Impact Bleaching of Eucalyptus Kraft Pulp,” IPW Das Papier, Vol. 1, 2006, pp. 14-17. [3] H. Hämäläinen, A. Parén, J. Jäkära, T. Fant, “Mill-Scale Application of a Molybdate Activated Peroxide Delig- nification Process in ECF and TCF Production of Soft- wood and Hardwood Kraft Pulps” Proceedings of 12th ISWPC, Madison, Wisconsin, 2003, pp. 81-84. [4] E. Begnor-Gidnert, P. E. Tomani and O. Dahlman, “In- fluence on Pulp Quality of Conditions during the Re- moval of Hexenuronic Acids,” Nordic Pulp and Paper Research Journ al, Vol. 13, No. 4, 1998, pp. 310-316. doi:10.3183/NPPRJ-1998-13-04-p310-316 [5] V. Kubelka, R. C. Francis and C. W. Dence, “Deligni- fication with Acidic Hydrogen Peroxide Activated by Molybdate,” Journal of Pulp Paper Science, Vol. 18, 1992, pp. 108-114. [6] R. C. Eckert, “Delignification and Bleaching Process and Solution for Lignocellulosic Pulp with Peroxide in the Presence of Metal Additives,” Canadian Patent 1129161, 1982. [7] G. I. J. Sundman, “Molybdenum - and Tungsten - Cata- lyzed Reactions of Acid Hydrogen Peroxide with Kraft Lignin Model Compounds and Enzymatically-Liberated Kraft Lignin,” Ph.D. Thesis, SUNY College of Environ- mental Science and Forestry, Syracuse, New York, 1988. [8] F. R. Milagres, M. S. Rabelo, F. J. B. Gomes and J. L. Colodette, “Branqueamento de Polpa de Eucalipto com Seqüências Curtas,” Proceeding 3rd ICEP - International Colloquium on Eucalyptus Pulp, Belo Horizonte, 2007, pp. 1-5. [9] R. G. McDonald, “Pulp Kraft,” In: R. G. McDonald, Ed., Pulp & Paper Manufacture, 2nd Edition, Vol. 1. McGraw-Hill Book Company, New York, 1967, pp. 628- 725. [10] T. Vuorinen, J. Buchert, A. Teleman, M. Tenkanen and P. Fagerstrom, “Selective Hydrolysis of Hexenuronic Acid Groups,” Journal Pulp Paper Science, Vol. 25, 1999, 155-162. [11] APHA-American Public Health Association, Water En- vironment Federation, American Water Works Associa- tion, “Standard Methods for the Examination of Water and Wastewater”, 20 Edition, APHA, WEF, AWWA, Washington, 1998. [12] EPA-United States Environmental Protection Agency, “Methods for Measuring the Acute Toxicity of Effluents and Receiving Waters to Freshwater and Marine Organ- isms,” 5th Edition, EPA-821-R-02-012, Washington, 2002. [13] A. M. Springer, “Industrial Environmental Control,” Pulp and Paper Industry, 2nd Edition, TAPPI PRESS, Atlanta, 1998. C opyright © 2011 SciRes. NR
|