L. S. POLANCO ET AL.
270
able 2. Particle size analysis by laser diffraction for beet T
pulp and bagasse particles below 0.125 mm.
CILAS Particle Size Analyzer (<0.125 mm)
D10 D
50 D
90 (D90-D10)/D90
SAMPLE NAME
CV
µm µm µm span
EPM09-P 0.93 13 68 201 2.8
EPD09-P 12 44 118 0.87 2.4
SMM09-P 14 55 131 0.79 2.1
BP09-10-S1 16 69 204 0.92 2.7
BP09-10-S2 17 76 211 0.88 2.6
Noteumf pri
ation, plugging of the fluidization cells, feeding, product
tion
(F
and reduce the drag [9].
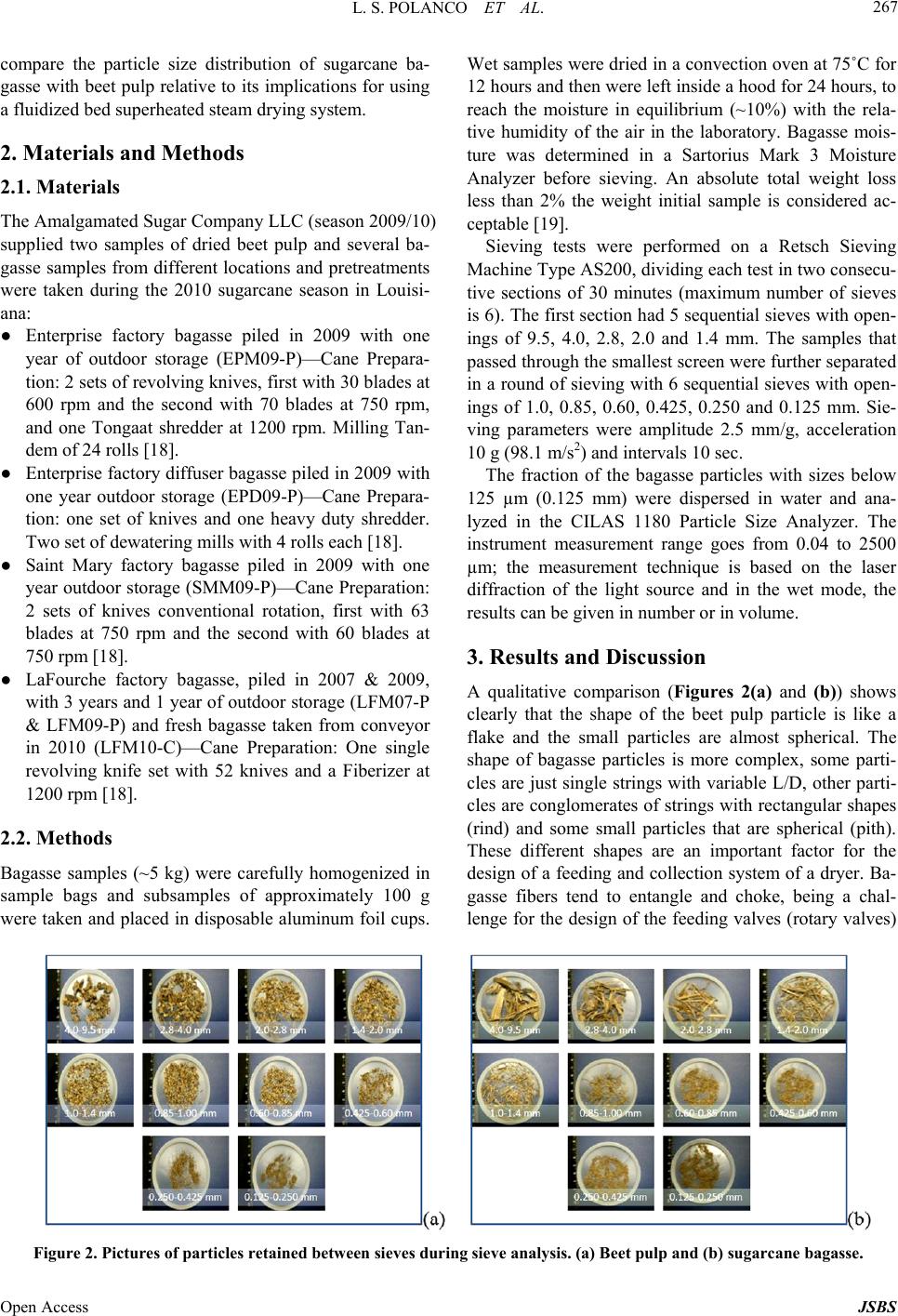
have more shape variation than beet
rticles can have a string like shape
Cane Growers Cooperative
eports from the fluidization
RENCES
[1] S. Pang and Ay Biomass
for Bioenergyd Optimization for
: reported as a vole% oarticulate mateal.
z
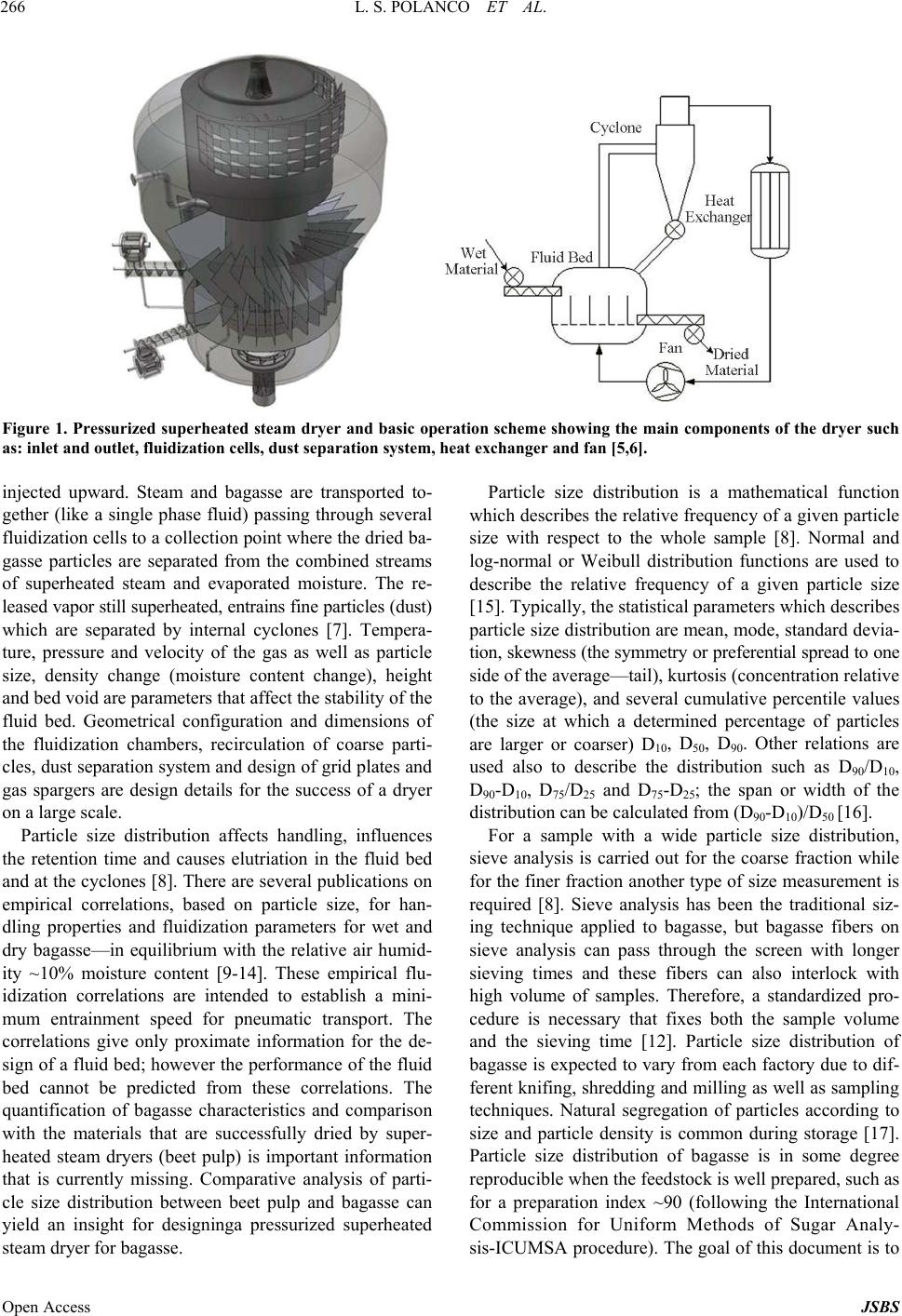
collection and dust separation in the fluidized super-
heated steam dryer for bagasse. Shape of the bottom of
the cell and distribution of the air passages are the key
features that assure stability to the fluidized bed. Bagasse
particles are expected to behave differently compared to
beet pulp since the mean particle size is ~1 mm for ba-
gasse compared to ~3 mm for beet pulp, and the distribu-
tion span is ~6 for the bagasse particles compared to an
span ~2 for the beet pulp particles. A concern is the
higher percentage on weight of particles less than 125
μm for bagasse ~7% compared to beet pulp ~0.5%.
From tests performed for fluidized bed combus
BC), it was concluded that bagasse cannot fluidized
under normal conditions, rather it requires mixing with
other inert fluidizing materials [20]. However, EnerDry
(Denmark) in collaboration with Sugar Cane Growers
Cooperative (SCGC) of Florida built a fluidization unit
(a section of a full size dryer) and performed preliminary
fluidization tests for both beet pulp and bagasse. To
achieve good fluidization, improved gas distribution was
required. It was achieved through modification of the
geometry and open area of the perforated bottom. Finally,
air velocity of 1.8 m/sec was required to fluidize bagasse
at 50% moisture compared to an air velocity of 2 m/sec
to fluidize beet pulp at the same moisture content. The
required air velocity to fluidize bagasse ranged from 2.2
m/s for approximately 60% moisture content to 1 m/sec
for approximately 10% moisture content [21]. Consider-
able entrainment of large particles with a flat shape was
noticed, as then probably behaved as airfoils. [10] de-
scribed the shape of bagasse fibers as a rectangular prism
with flat parallel faces; and [9] stated that the aerody-
namic behavior of the bagasse particles depends on the
position of the particle respect to the air stream, thus,
when the area in front of the airflow is the maximum the
‘terminal velocity’ is minimum. The roughness of the
surface and the ends of the bagasse fibers will produce a
flutter movement which will increase the drag of the par-
ticle, therefore smoothness and roundness of the ends
4. Conclusion
will affect the orientation
Bagasse particles
particles. Bagasse pa
(fiber) or a spherical shape (pith) and they can be glued
together in a flat shape (rind), while beet particles have
mainly a flat rounded shape. The size distribution of ba-
gasse particles is wider than that of the beet pulp parti-
cles, with a coarse-to-fine (D90/D10) ratio that can be 2 to
10 times higher than that for the beet pulp particles
whose shape distribution is closer to a bell (Gaussian or
Normal distribution). The mean size of the beet particles
(~3 mm) is three times higher than the mean size of ba-
gasse particles (~1 mm). A stable fluid bed of bagasse
was achieved in tests performed in Denmark by Enerdry,
by modifying geometry and increasing the differential
pressure of the bottom air distributor. Air velocities of
1.8 m/s were required to fluidize bagasse at 50% mois-
ture content compared to air velocity of 2 m/s required
for beet pulp with the same moisture content. The per-
centage of the small particles fraction (<0.125 mm) was
as high as 10% for bagasse while for beet pulp the per-
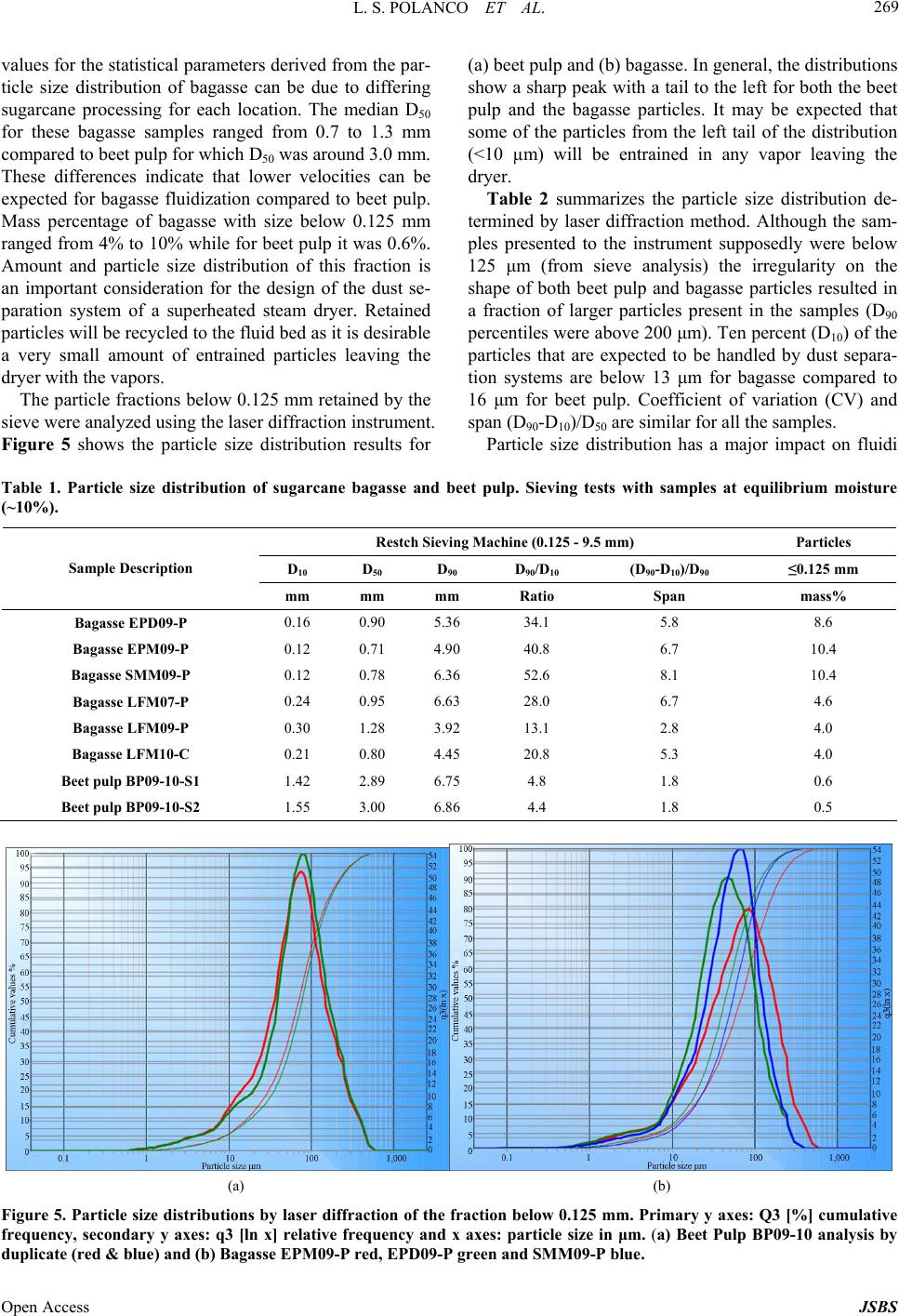
centage of this fraction was just ~0.5%. According to
laser diffraction, the size distribution of this fraction of
particles is similar for both bagasse and beet were 0.13
mm, which was the mean particle size for bagasse and
0.16 mm, which was the particle size for beet pulp, re-
spectively. Besides the entrainment of the small particles,
larger particles with a flat shape were entrained during
the fluidization tests, which was a factor that has to be
considered for the design of the dust system of the dryer.
5. Acknowledgements
Special thanks to the Sugar
of Florida for sharing the r
tests performed by EnerDry Aps in Denmark. Also, spe-
cial thanks to Iryna Tishechkina for the results of particle
size analysis by Laser Diffraction of the small particle
fraction. This work was funded by a grant from the Ame-
rican Sugar Cane League and the USDA Agriculture and
Food Research Initiative Competitive Grant Award No.
2011-69005-30515.
REFE
. S. Mujumdar, “Drying of Wood
: Drying Technologies an
an Integrated Bioenergy Plant,” Drying Technology, Vol.
28, No. 5, 2010, pp. 690-701.
http://dx.doi.org/10.1080/07373931003799236
[2] P. Rein, “Cane Sugar Engineering,” Bartens, Berli
[3] A. S. Mujumdar, “Handbook of Industrial Dryi
n, 2007.
ng,” Boca
Open Access JSBS