Journal of Power and Energy Engineering, 2013, 1, 14-19
http://dx.doi.org/10.4236/jpee.2013.17003 Published Online December 2013 (http://www.scirp.org/journal/jpee)
Copyright © 2013 SciRes. JPEE
Test and Evaluation of Stiffness of a Pin Turning Device
for Large Marine Engine Crankshafts
Y. H. Choi1, G. B. Ha2, D. H. Kim2, H. S. An3
1Department of Mechanical Engineering, Changwon National University, Changwon, Korea; 2Department of Mechanical Design
Engineering, Graduate School of Changwon National University, Changwon, Korea; 3Research Institute, HNK Machine Tool Co.,
Ltd., Haman, Korea.
Email: yhchoi@changwon.ac.kr
Received October 2013
ABSTRACT
In order to prevent unwanted excited vibrations and to secure better machining precision in large size heavy duty ma-
chine tools dynamic stiffness is one of the most desirable and critical properties. In the past decades, many researches
on machine tool stiffness test and evaluation methodology have been made. However any methodology for a Pin Turn-
ing Device (PTD), which is a special kind of turning lathe for machining big size crankshaft pins, is rarely found among
them. This study proposes a test and evaluation process of stiffness of a PTD by measuring frequency response function
at the tool center point (TCP). For conformance proving for the proposed methodology, stiffness of a PTD obtained by
the proposed method with impact hammer test (IHT) has been compared with that determined by FEM.
Keywords: Pin Turning Device (PTD); Machine Tool Stiffness; Compliance Response Function; Impact Hammer Test
1. Introduction
Recently there is an increasing demand for large scale
machine tools for large and precision parts for several
high growth industry fields like; conventional and renew-
able energy power plants, airplane structures, offshore
platforms, ships and marine engines, etc. [1,9,10]. For
large size machine tool, reduced structural stiffness com-
pared to smaller machine tool is one of problems to be
resolved because deflection of a machine structure rises
as an exponential function of its dimension while the al-
lowable deflection in creases linearly [9]. In the past de c-
ades, many researchers have studied machine tool stiff-
ness evaluation methodologies and design optimization
for high structural rigidity and lightweight [2-8]. Ma-
chine tool stiffness evaluation method [3,4] by determin-
ing the compliance frequency response function at TCP
is a more economical and analytical way than that by a
direct cutting test. Thus, this method has been broadly
applied to obtaining machine tool stiffness. Typical stiff-
ness evaluation methodologies for many different types
of machine tools have been studied by M. Weck and K.
Teipel [4] except that for a special purpose lathe like a
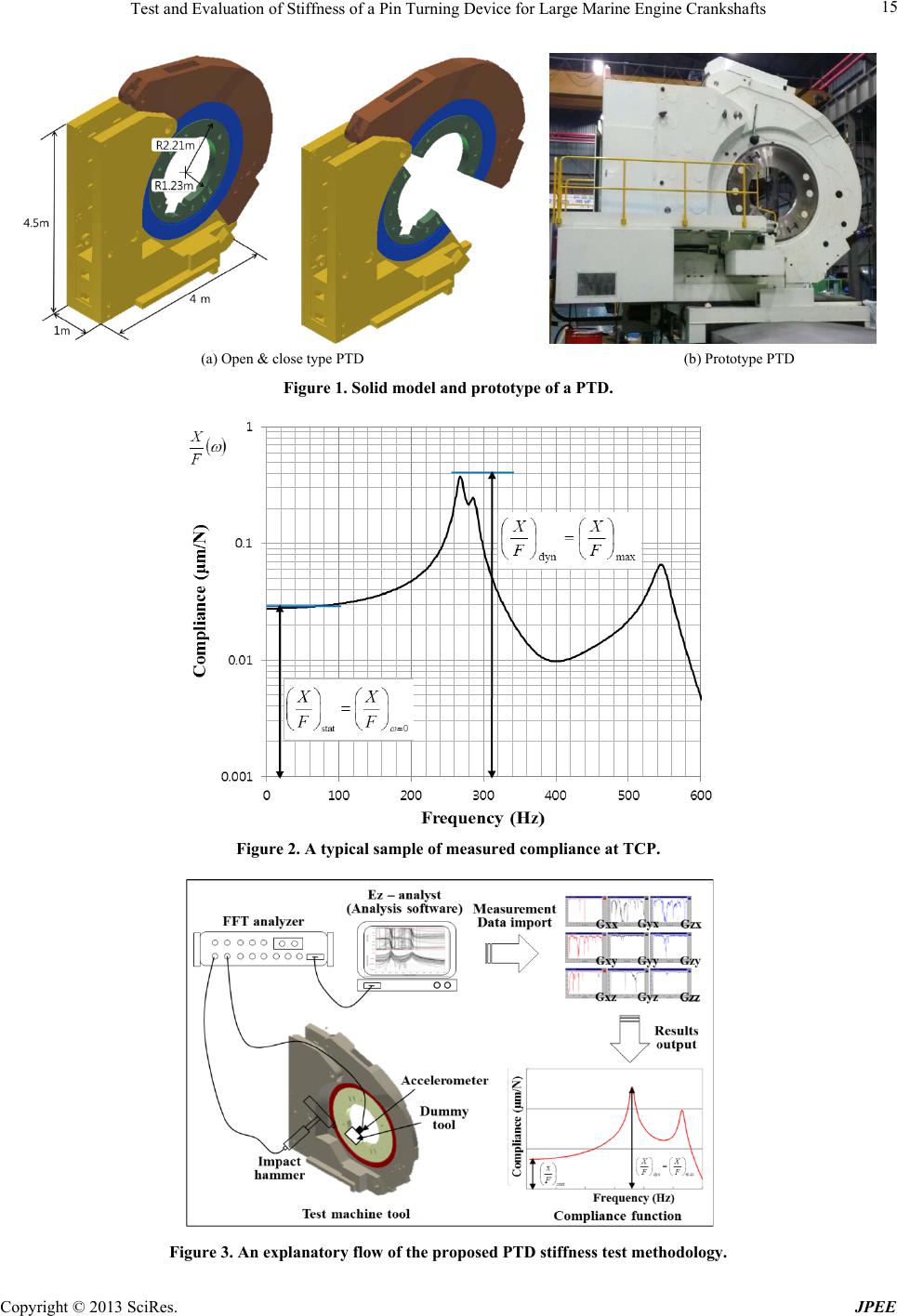
PTD for machining crankshaft pins as shown Figure 1.
The PTD has volum e t ric dimension of
(
).
For turning operation of the PTD, a revolving ring
built in tool post rotates around a fixed workpiece dif-
fered from a general lathe, in which a workpiece is rotat-
ing and tool is moved (indexed) by a tool post. The tool
post of the PTD can be indexed in the radial direction
only. Thus cutting forces correspondingly occur in the
radial and tangential directions. Moreover there is a strong
possibility that the PTD does not show uniform stiffness
in the radial and tangential directions along the circum-
ference because the PTD has an asymmetric structure
and open and close type revolving ring as illustrated in
Figure 1. Therefore stiffness in the radial and tangential
directions is a critical inf luential parameter upon dynam-
ic behavior and machining accuracy of the PTD. Thus
this study proposes a proper test and evaluation metho-
dology of stiffness of a PTD.
2. Test and Evaluation of a PTD Stiffness
2.1. Test Methodology a nd P rocess
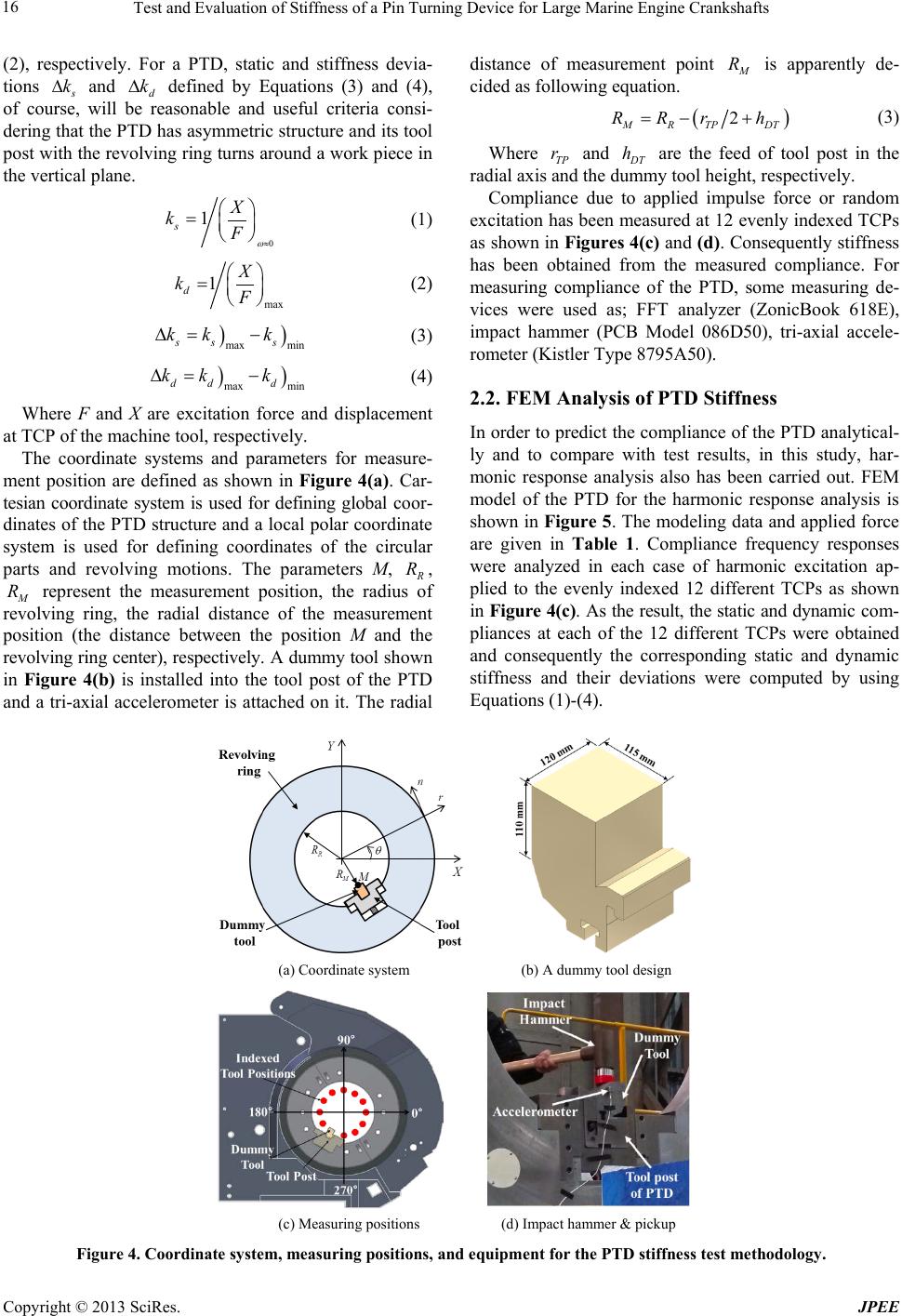
According to M. Weck and K. Teipel [4], stiffness of a
machine tool can be determined from reciprocal of the
compliance measured at TCP as shown in Figure 2.
From the view point of theoretical basis, the PTD stiff-
ness evaluation methodology in this study is almost the
same as theirs [4]. However there is not specified any
method or process for a PTD in [4], so we propose a test
and evaluation methodology of a PTD stiffness as illu-
strated in Figure 3. The static stif fness
and dynamic
stiffness
are defined by Equation (1) and Equation