Journal of Power and Energy Engineering, 2013, 1, 1-5
http://dx.doi.org/10.4236/jpee.2013.17001 Published Online December 2013 (http://www.scirp.org/journal/jpee)
Copyright © 2013 SciRes. JPEE
Evaluation of Ge om etri c Qu alit y of Wel d Beads in the
Joining of Carbon Steel Pipelines with Single Pass
José Eduardo Silveira Leal, Thonson Ferreira Costa, Rosenda Valdés Arencibia
Federal Universityo f Uberlândia, Avenida João Naves de Ávila, 2121, Cam pus Santa Mônica, Bloco 5F, CEP 38 400-902, Uberlândia-
MG, Brazil.
Email: zeduardoleal@yahoo.com.br, thonsoncosta@yahoo.com.br, arvaldes@mecanica.ufu.br
Received August 2013
ABSTRACT
This work presents the uncertainty evaluation associated with the measurement of linear parameters that define the weld
geometry, specifically the width, using a profile projector, in order to meet the current technical standards. The follow-
ing steps were proposed and implemented : identification of linear parameters that defin e the weld geometry; identific a-
tion and study of variables that affect the measurement of these parameters; the adoption of the mathematical model to
estimate the uncertainty; planning and execution of experiments for data collection, calculation of uncertainty and, fi-
nally, analysis and discussion of the results. Through the results analysis it was concluded that the weld in overhead
position produces the lowest front bead width values and the vertical weld produces the largest width values. The ex-
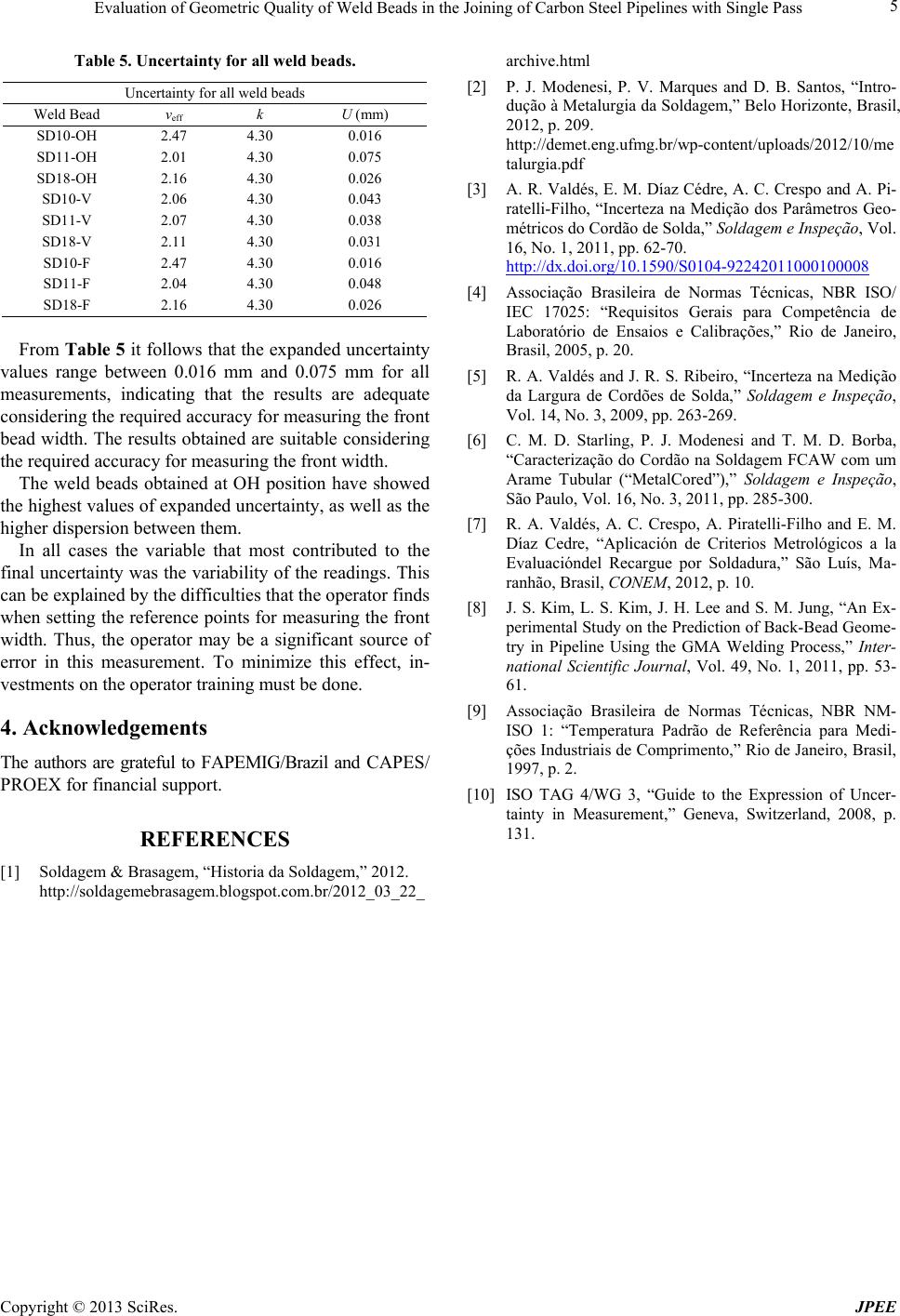
panded uncertainty values were between 0.016 mm and 0.075 mm for all measurements, and the overhead position
showed, on average, the highest values.
Keywords: Welding; Weld Bead Geometry; Profile Projector; Uncertainty
1. Introduction
Welding is undoubtedly the cheapest, most efficient and
versatile bonding between materials. I ts application is not
restricted to manufacturing and service, but extends to
the maintenance and repair [1]. Welding is the most im-
portant industrial process for metal parts manufacturing
[2].
The scope of the welding is practically unrestricted,
passing from the feasibility of a metal chair to the most
sophisticated spacecraft. The welding is indispensable in
the shipbuilding industry (ships, submarines, etc.), me-
chanical industry (equipment, capital goods, etc.), in the
automotive industry (cars, trucks, tractors, etc.) aerospace
(satellites, aircraft, spaceships, etc.), construction (steel
structures, bridge and buildings), in the nuclear industry
(reactors and cooling systems), in the energy industry
(transmission cables and turbines) in pressure vessels in
petrochemical plants, storage tanks, offshore platforms,
in microelectronics, as well as hundreds of other applica-
tions [1].
The multidisciplinary knowledge is another welding
key feature once the essential requirements are metallurgy,
mechanics, electrotechnology, chemistry, physics, materials,
quality control, safety, and other factors inherent in indus-
trial production.
In any welded joint sizing, several aspects must be
considered, such as: the level of efforts solicitation, the
fixing process, the operation difficulty degree, the geo-
metric ratio between bead and welded components, re-
quired production, the base material composition, the
process automation degree besides the cost involved.
However, an appropriate sizing is not enough to ensure
the final product quality of welding processes and is es-
sential the development of means and methods to verify
the dimensions in order to assess whether they are in
accordance with the specified in the project stage [3].
Therefore, welded joints quality control is critical to
ensure the final product quality of the welding processes,
as well as in the researches developed in the subject.
However, for the results of measurements that underlie
the mare traceable, measurement systems and calibrated
equipment must be used and measurement uncertainty
most be evaluated and declared [4].
During the quality control parameters that define the
weld bead geometry, templates and gauges are used. Some
authors use calipers to measure the weld bead linear pa-
rameters [5], while others use the profile projector [6].
Image capture systems are often used associated with
computer programs [3] especially in research develop-
ment.
These measurement systems have operating principles
and different constructive characteristics, therefore the