P. LI, H. CHEN
Open Access JAMP
Table 6. Effects of slot gap on the steel strip vibration.
H(mm) 0.8 0.9 1.0 1.1 1.2
T (10−5s) 6.02 6.19 6.25 6.44 6.96
Pm (kPa) 16.75 20.03 22.79 24.59 26.37
P’(kPa) 5.49 7.84 11.03 12.91 15.73
f’ = 1/T(Hz) 16611.3 16155.1 15037.6 14619.9 14367.8
F’(N) 128.25 183.14 257.66 301.58 399.79
Dmax (μm) 0.614 0.927 1.51 1.87 2.56
steel strip.
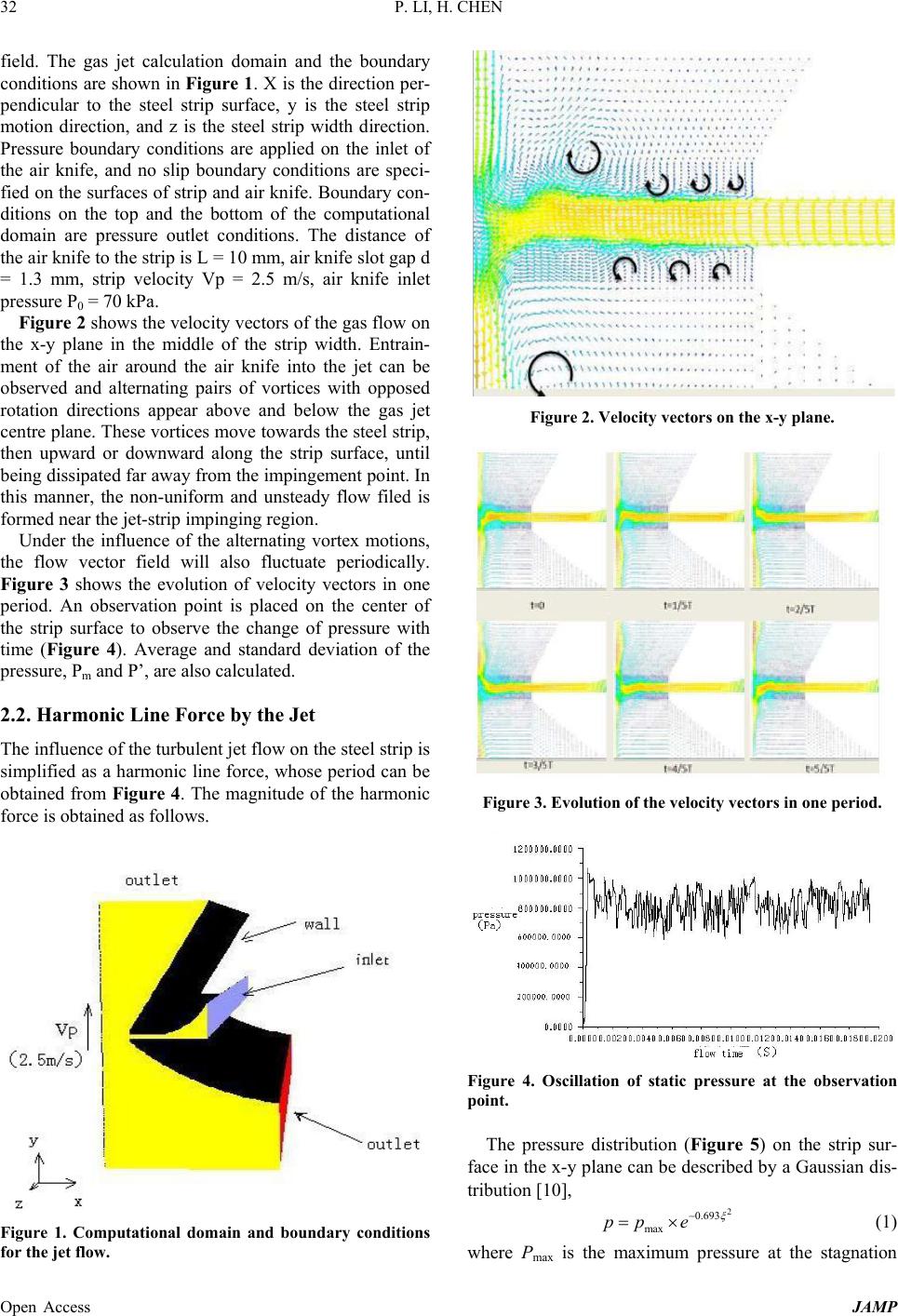
For different impingement distances, air knife slot gaps,
and jet pressures, the mean (in time) pressure Pm and its
standard deviation P’ on the surface of steel strip are listed
in Tables 4-6, as well as the pressure fluctuation period
T. With the aid of the Equations (1) and (2), the amplitude
of the harmonic force F’ can be obtained. Listed in Ta-
bles 4-6 is also maximum displacement of the strip steel.
The effects of impingement distance are shown in Ta-
ble 4. With the increase of the impingement distance S,
the jet fluctuation frequency f’ = 1/T increases, the mean
pressure decreases, standard deviation of pressure in-
creases, the amplitude of the harmonic force increases,
and the maximum displacement of strip vibration in-
creases. Therefore, the steel strip vibrates more seriously
when the air knife is farther away (within the range of 8 -
12 mm) from the steel strip.
The effects of jet pressure are shown in Table 5. With
the increase of the jet pressure P0, jet fluctuation fre-
quency increases, average pressure increases, the stan-
dard deviation of pressure increases, the amplitude of the
harmonic force increases, and the maximum displace-
ment of strip vibration decreases. Although the average
pressure and the standard deviation of pressure increase
with the increasing of the jet pressure, normalized pres-
sure fluctuation P’/Pm decreases. Therefore, the steel strip
vibrates more seriously when the jet pressure is lowered
(within the range of 20 - 60 kPa).
The effects of the air knife slot gap are shown in Table
6. With the increase of the slot gap H, jet fluctuation
frequency decreases, average pressure increases, standard
deviation of pressure increases, the amplitude of the
harmonic force increases, and the maximum displace-
ment of strip vibration increases. Therefore, the steel
strip vibrates more seriously when the air knife slot gap
is opened wider.
4. Conclusions
Vibration of the steel strip in the continuous hot-dip gal-
vanization process can be attributed to the turbulent
fluctuation of the jet flow field. In this paper, the turbu-
lent jet flow field is first numerically obtained using the
CFD method and the influence of the turbulent jet flow
on the steel strip is simplified as a harmonic line force.
Then, vibration modes of the steel strip with different
pretension forces, strip lengths and thicknesses are ana-
lyzed using the finite element method. Our results indi-
cate that both frequency and magnitude of steel strips
vibration increases with the decrease of the pretension
force, the strip length and thickness.
Effects of impingement distances, air knife slot gaps,
and jet pressure, on vibration of the steel strip are also
analyzed. It is demonstrated that the steel strip vibrates
more seriously when the distance of the air knife to the
steel strip increases, the jet pressure decreases, and the
air knife slot gap in creases.
Our results will help gain insights into the formation
mechanism of strip vibration in continuous hot-dip gal-
vanizing processes, and lay the oretical foundation for the
further reduction of zinc ripples and increase of galvani-
zation quality.
REFERENCES
[1] C.-W. Kim, H. Park and K.-S. Hong, “Boundary Control
of Axially Moving Continua: Application to a Zinc Gal-
vanizing Line,” International Journal of Control, Vol. 3,
2005, pp. 601-611.
[2] J. K. Lin, J. Zhou, L. X. Xu and Q. T. Guo, “Vibration
Analysis of Steel Sheet Based on ANSYS Software,”
Manufacturing Informationalization, Vol. 12, 2007, pp.
42-45.
[3] J. Zhou, L. X. Xu, P. L. Chen, Z. J. Wang and Y. J.
Zhang, “Control of Sheet Vibration in Hot-Dip Galvaniz-
ing Line by Magnetic Levitation Technology,” Mechani-
cal Science and Technology for Aerospace Engineering,
Vol. 28, 2009, pp. 1401-1404.
[4] P. L. Chen and Z. J. Wang, “Cause and Control of Chatter
Marks on Steel Strip Surface,” Iron and Steel, Vol. 41,
2006, pp. 49-52.
[5] F. Li, K. J. Wang, Y. Y. Li and T. Y. Deng, “Cause
Analysis and Control of Vibration Marks on Thin Steel
Strip during Cold Rolling,” Heavy Machinery, Vol. 1,
2009, pp. 32-35.
[6] K. F. Mi, J. Zhang, H. B. Li, J. L. Li, S. H. Jia and Y. G.
Chu, “Measurement and Study of Chatter Marks on Strip
Surface Rolled by Tandem Cold Rolling Mill,” Steel
Rolling, Vol. 29, 2012, pp. 22-26.
[7] B. R. Hardwick, “A Technique for the Detection and
Measurement of Chatter Marks on Roll Surfaces,” AISE
Steel Technology, Vol. 40, 2003, pp. 64-70.
[8] J. Li, Y. H. Yan, X. H. Guo, Y. Q. Wang and Y. Wei,
“On-Line Control of Strip Surface Quality for a Conti-
nuous Hot-Dip Galvanizing Line Based on Inherent
Property of Thin Plate,” Journal of Mechanical Engi-
neering, Vol. 47, 2011, pp. 60-64.
http://dx.doi.org/10.3901/JME.2011.09.060