B. K. Abdalla, F. O. A. Oshaik / Agricultural Sci ences 4 (2013) 85-88
Copyright © 2013 SciRes. OPEN ACCESS
international standards organization which has set the
property requirements, testing cr iteria and quality control
methods for biodiesel B100. This is known as ASTM.
Biodiesel was tested according to ASTM No: D1298,
D445, D92, D130, D976, and D524.
Environmental conditions: Temp: 19.9˚C and Pressure:
96.8 kPa.
3. RESULTS AND DISCUSSION
The analysis of the product showed, the results were
carried out with the objective to manage spent frying oil
to produce biodiesel, to help in disposal problems of
used fried oil and reduced contamination of water and
land resources. Tables 1 and 2 show the results of raw
materials and the biodi e s e l produce d, re specti ve l y.
ASTM and DIN standard which are 100˚C minimum,
copper strip corrosion rating is (1a) which is the same
with Din standard and suitable when comparing with
ASTM (3b max), also cetane No is about 48.19, it was
higher than the ASTM standard which is 40 minimum,
the viscosity @ 40˚C is 5.521 mm2/s , it was a good resu lt
to flow biodiesel, when comparing with ASTM standard
rang (1.9 - 6.0 mm2/s). Finally 10% distillation carbon
residue is about 1.191% was v. high and not acceptable,
by comparing with ASTM and Din standard.
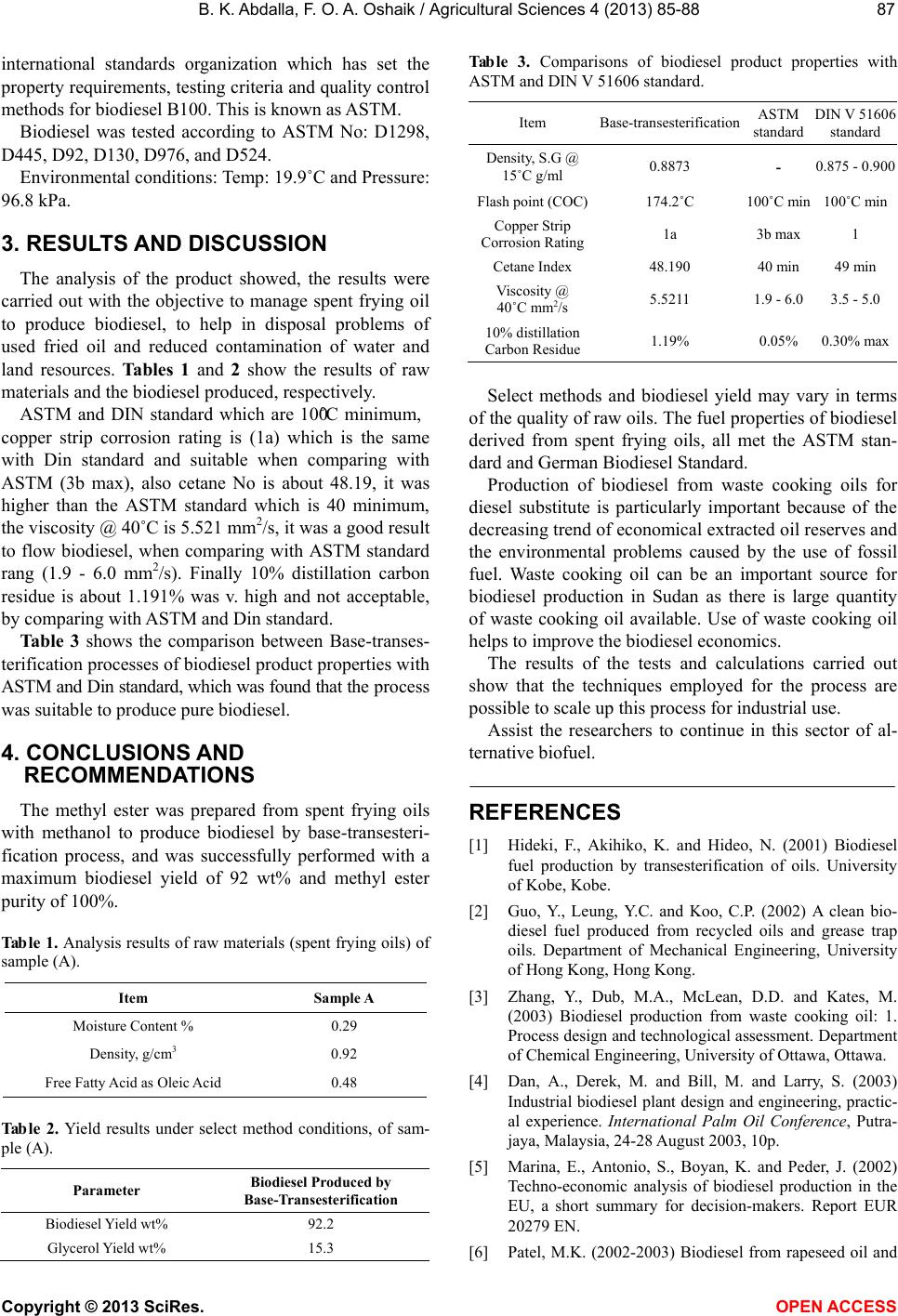
Table 3 shows the comparison between Base-transes-
terification processes of biodiesel product properties with
ASTM and Din standard, which was found that the process
was suitable to produce pure biodiesel.
4. CONCLUSIONS AND
RECOMMENDATIONS
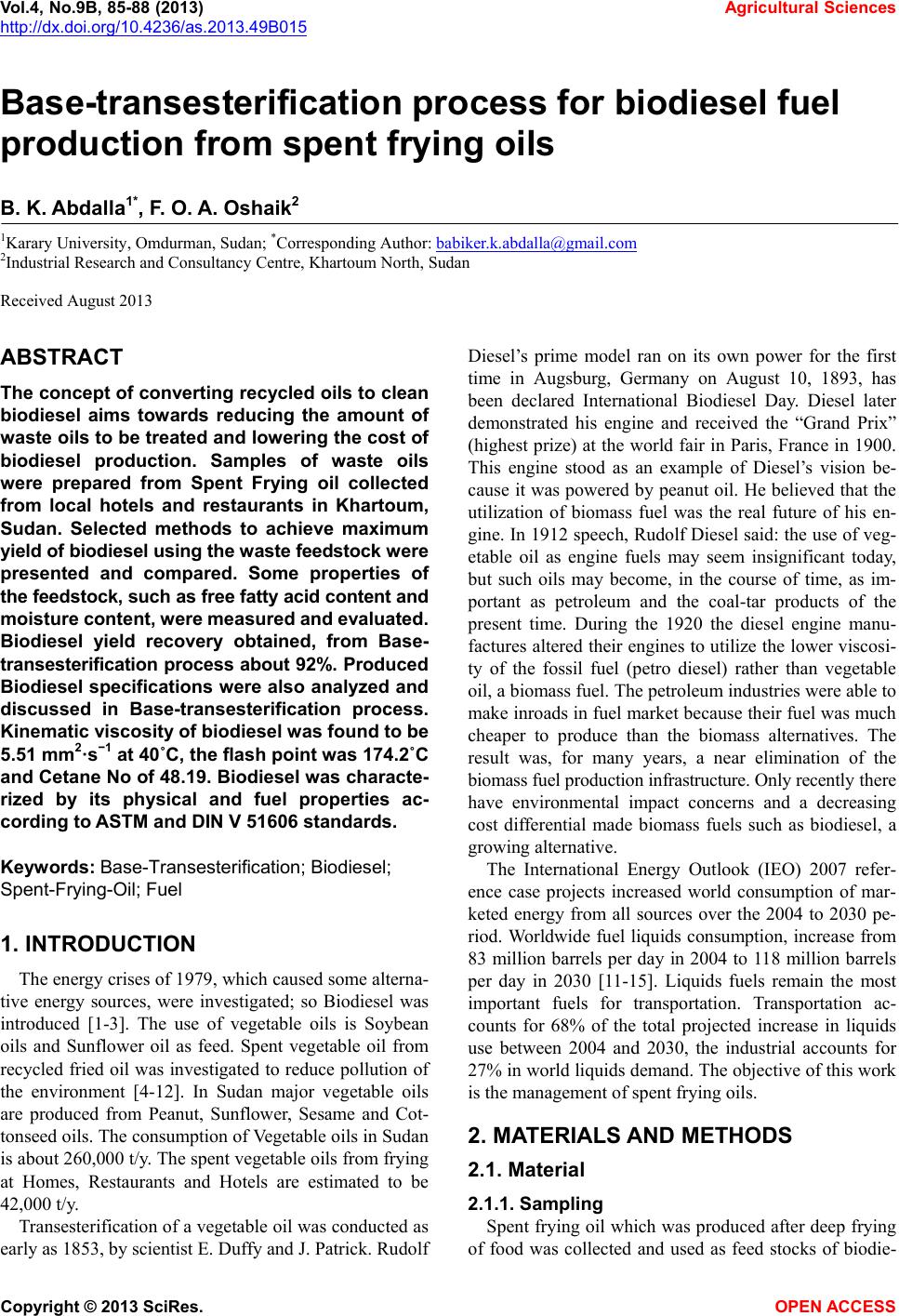
The methyl ester was prepared from spent frying oils
with methanol to produce biodiesel by base -transesteri -
fication process, and was successfully performed with a
maximu m biodiesel yield of 92 wt% and methyl ester
purity of 100%.
Table 1. Analysis results of raw materials (spent frying oils) of
sample (A).
Item Sample A
Moisture Content % 0.29
Density, g/cm3 0.92
Free Fatty Acid as Oleic Acid 0.48
Table 2. Yield results under select method conditions, of sam-
ple (A).
Parameter Biodiesel Produced by
Base-Transesterification
Biodiesel Yield wt% 92.2
Glycerol Y ield wt% 15.3
Table 3. Comparisons of biodiesel product properties with
ASTM and DIN V 51606 standard.
Item Base-transesterification
ASTM
standard
standard
Density, S.G @
15˚C g/ml 0.8873 - 0.875 - 0.900
Flash point (COC) 174.2˚C 100˚C min 100˚C min
Copper Strip
Corrosion Rating 1a 3b max 1
Cetane Index 48.190 40 min 49 min
Viscosity @
40˚C mm2/s 5.5211 1.9 - 6.0 3.5 - 5.0
10% distillation
Carbon Residue 1.19% 0.05% 0.30% max
Select methods and biodiesel yield may vary in terms
of the quality of r aw oils. T he f ue l proper ties of biod iesel
derived from spent frying oils, all met the ASTM stan-
dard and German Biodiesel Standard.
Production of biodiesel from waste cooking oils for
diesel substitute is particularly important because of the
decreasing trend of economical extracted oil reserves and
the environmental problems caused by the use of fossil
fuel. Waste cooking oil can be an important source for
biodiesel production in Sudan as there is large quantity
of waste cooking oil available. Use of waste cooking oil
helps to improve the biodiesel economics.
The results of the tests and calculations carried out
show that the techniques employed for the process are
possible to scale up this process for industrial use.
Assist the researchers to continue in this sector of al-
ternative biofuel.
REFERENCES
[1] Hideki, F., Akihiko, K. and Hideo, N. (2001) Biodiesel
fuel production by transesterification of oils. University
of Kobe, Kobe.
[2] Guo, Y., Leung, Y.C. and Koo, C.P. (2002) A clean bio-
diesel fuel produced from recycled oils and grease trap
oils. Department of Mechanical Engineering, University
of Hong Kong, Hong Kong.
[3] Zhang, Y., Dub, M.A., McLean, D.D. and Kates, M.
(2003) Biodiesel production from waste cooking oil: 1.
Process design and technological assessment. Department
of Chemical Engineering, University of Ottawa, Ottawa.
[4] Dan, A., Derek, M. and Bill, M. and Larry, S. (2003)
Industrial biodiesel plant design and engineering, practic-
al experience. International Palm Oil Conference, Putra-
jaya, Malaysia, 24-28 August 2003, 10p.
[5] Marina, E., Antonio, S., Boyan, K. and Peder, J. (2002)
Techno-economic analysis of biodiesel production in the
EU, a short summary for decision-makers. Report EUR
20279 EN.
[6] Patel, M.K. (2002-2003) Biodiesel from rapeseed oil and