K. DEVENDRA, T. RANGASWAMY
356
the fibers, strength and chemical stability of the matrix,
fiber matrix interaction and fiber length.
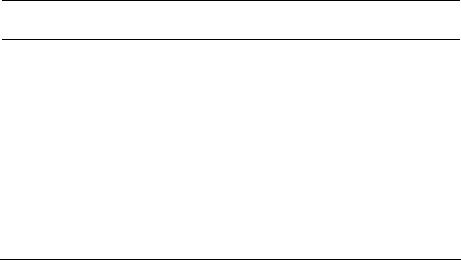
From the obtained results it was observed that compos-
ite filled by 10% Volume Mg(OH)2 exhibited maximum
ultimate strength of 375.36 MPa when compared with
other filled composites but lower than the un filled com-
posite [Figure 1]. This may be due to good particle dis-
persion and strong polymer/filler interface adhesion for
effective stress transfer. Composites filled by Al2O3 ex-
hibited better ultimate tensile strength compared with
composites filled by fly ash and hematite this is due to that
Al2O3 having the ceramic particles these particles distrib-
uted uniformly throughout the composites and produces
good bonding strength between polymer, filler and fiber.
But increase in addition of Mg(OH)2, Al2O3 and fly ash
content up to 15% volume to the composites the tensile
strengths is found to be less this is due to more filler ma-
terial in the composites damages matrix continuity, less
volume of fiber and more void formation in the composites.
Ultimate tensile strength increases with increase in addi-
tion of hematite to composites this may be due to im-
proved in inter facial bonding strength between filler,
matrix and fiber.
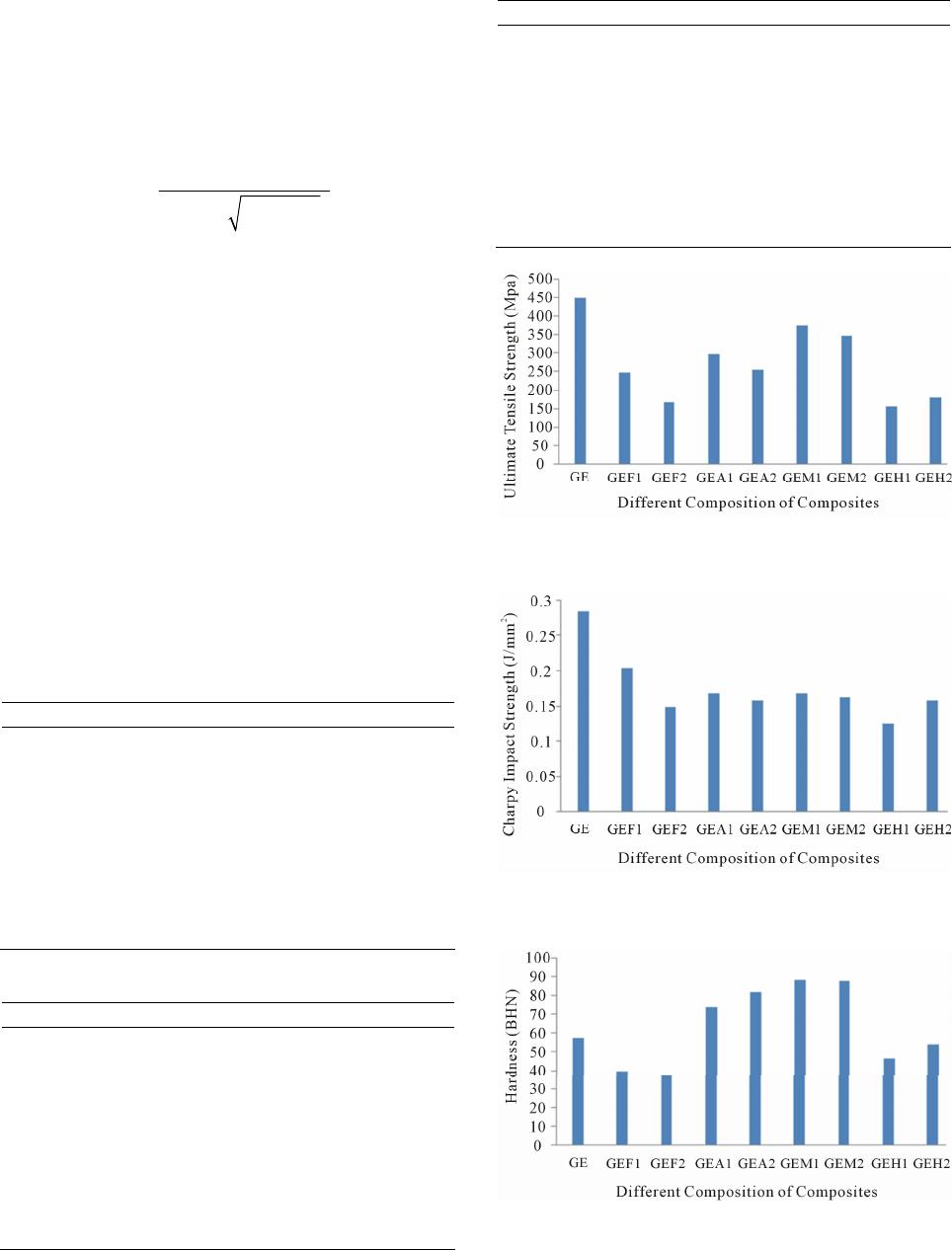
4.2. Impact Strength
Impact strength is defined as the ability of a material to
resist the fracture under stress applied at high speed. The im-
pact properties of composite materials are directly related
to overall toughness and composite fracture toughness is
affected by inter laminar and interfacial strength parameters.
From Figure 2, it is observed that composite filled by
10% volume fly ash having high impact strength when
compared with other filled composites this is due to that
good bonding strength between filler, matrix, fiber and
flexibility of the interface molecular chain resulting in
absorbs and disperses the more energy, and prevents the
cracks initiator effectively. But there was reduction in
impact resistance as the fly ash content increases which
might be because of formation of additional voids and this
void increases the crack propagation. Impact strength de-
creases when increase in addition of Al2O3 and Mg(OH)2
to composites. Typically, a polymer matrix with high
loading of fillers has less ability to absorb impact energy
this is because the fillers disturb matrix continuity and
each fillers is a site of stress concentration, which can act
as a micro crack initiator and reduces the adhesion and
energy absorption capacity of composites. Test results
show that impact strength increases with adding more
hematite powder to composites this due to improvement
of bonding strength between filler and matrix and rigidity
of filler particles absorbs the more energy.
4.3. Hardness
Hardness properties of all the composites are presented
in the Table 4.
The experimental results show that composite filled by
10% volume Mg(OH)2 exhibited maximum hardness
number of 88.69 BHN when compared with other filled
composites this due to uniform dispersion of Mg(OH)2
particles and good bonding strength between fiber and
matrix [6]. From Figure 3, it is observed that increase in
addition of Al2O3 and hematite to composites leads to
increase in hardness number this may be due to the im-
proved bond between the matrix and reinforcement, re-
duced porosity. When increasing the particle loading in
the matrix decreases the inter particle distance with re-
sults in increase of resistance to indentation. Fly ash
filled composites exhibited less hardness number this due
to weak bonding strength and more possibility of void
formation.
5. Conclusions
Based upon the test results obtained from the various
tests carried out, following conclusions were made:
1) From the obtained results, it was observed that com-
posite filled by 10% volume of Mg(OH)2 exhibited maxi-
mum ultimate strength of 375.36 MPa when compared
with other filled composites. Composites filled by Al2O3
exhibited better ultimate strength compared with com-
posites filled by fly ash and hematite. Increase in addi-
tion of Mg(OH)2, Al2O3 and fly ash to composites leads
to decrease in ultimate tensile strength.
2) Experimental results show that composites were fill-
ed by 10% volume of fly ash having high impact strength
when compared with other filled composites. Composites
filled by 10% volume Al2O3 and Mg(OH)2 exhibited good
impact strength but increase in addition of Al2O3 and
Mg(OH)2 leads to decrease in impact strength. Test re-
sults indicated that impact strength increases with adding
more hematite powder to composites.
3) The experimental results indicated that composite
filled by Mg (OH)2 exhibited maximum hardness number
88.69 BHN when compared with other filled composites.
From the results, it is observed that increase in addition
of Al2O3 and hematite to composites increases the hard-
ness of the composites. Increase in addition of fly ash to
composites leads to decrease in hardness number.
REFERENCES
[1] A. Yasmin and I. M. Daniel, “Mechanical and Thermal
Properties of Graphite Platelet/Epoxy Composites,” Poly-
mer, Vol. 45, No. 24, 2004, pp. 8211-8219.
http://dx.doi.org/10.1016/j.polymer.2004.09.054
[2] N. Hameed, P. A. Sreekumar, B. Francis, W. Yang and S.
Thomas, “Morphology, Dynamic Mechanical and Ther-
mal Studies on Poly(styrene-co-acrylonitrile) Modified
Epoxy Resin/Glass Fibre Composites,” Composites Part
Open Access JMMCE