Materials Sciences and Applications
Vol.09 No.07(2018), Article ID:85467,11 pages
10.4236/msa.2018.97044
Polymer Analyses for an Adapted Process Design of the Pipe-Extrusion of Polyetherimide
Michael Stegelmann, Michael Müller, Anja Winkler, Alexander Liebsch, Niels Modler
Institute of Lightweight Engineering and Polymer Technology (ILK), TU Dresden, Dresden, Germany

Copyright © 2018 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/



Received: April 27, 2018; Accepted: June 22, 2018; Published: June 25, 2018
ABSTRACT
Over the last years, the use of high performance thermoplastic materials increased significantly especially in aviation applications. Thus, the processing of these high temperature polymers became more and more interesting. Especially, the groups of polymers like polyphenylene sulfide (PPS), polyether ether ketone (PEEK) or polyetherimide (PEI) are in the focus of recent developments and investigations. These materials show excellent thermal, mechanical and chemical properties while processing remains still challenging. Especially the influence of processing temperatures, temperature depending viscosities, the specific heat capacities and the thermal expansion show a high impact to the quality of the produced parts, e.g. degradation and dimensionally stability. Thus, this paper shows experimental characterizations in regard to the processing of PEI by pipe extrusion processes. In this context, a suitable methodology for the determination of appropriate process parameters is shown, which includes the comprehensive determination of temperature dependent thermal, thermomechanical and degradation properties of specific PEI extrusion materials.
Keywords:
High Temperature Polymers, Thermal Analysis, Extrusion, Process Monitoring

1. Introduction
Extrusion is a well-known manufacturing technology for a wide range of technical polymers. Various profiles such as plates, window-frames, foils or pipes can be continuously produced with high outcome rates due to a highly automatised manufacturing process [1] . Nevertheless, the use of high performance plastics like PEI, PEEK, and PPS for extrusion is not common and not yet investigated properly. A reliable determination of suitable process parameters for producing e.g. PEI pipes is challenging [2] . Thus, the thermal material behaviour has to be investigated and related to the processing conditions, especially considering the high operating and processing temperatures [3] . The work presented comprises an introduction to extrusion manufacturing of PEI pipes, the deduction of relevant material properties, and the description of the performed material testing methods. The PEI types used in these investigations are high performance thermoplastic polymers which are exposed to high mechanical and thermal loads (oxidative atmosphere) during manufacturing. PEI is usually processed at temperatures of approx. 320˚C to 360˚C in the extruder and the extrusion die [4] [5] [6] . After exiting the extrusion die, the polymer is slowly cooled down depending on the cooling system of the calibration. Due to the high temperatures mainly dry vacuum calibration systems are applicable for cooling down high temperature thermoplastics [2] . The mentioned process steps define the geometrical and mechanical properties of the polymer pipe [7] . Considering this, detailed knowledge about the thermal and thermomechanical behaviour of the polymer is crucial for an appropriate process design [8] . Previous works show experimental and numerical investigations in regard to the extrusion of polymers [2] [9] [10] [11] [12] . Thereby, the design of extrusion dies and the respective cooling behaviour is focussed in regard to sagging effects in [12] , which is not focus of this publication. Furthermore, the analysis of the cooling behaviour performed by testing methods out-of-date compared to the investigations here are shown in [9] . The determination of rheological and thermal effects, which are used for the simulation of extrusion processes for blow molding is presented in [11] . All previous works, except [2] , do not use high performance thermoplastics like the polyetherimide types, which are focussed in this paper. The advantage of the presented works is the determination of the necessary thermal and thermomechanical properties in regard to the adaptation of the manufacturing process. Thus, the presented work shows a detailed material characterisation programme for the determination of relevant thermal and thermo-mechanical properties for the processing using three different types of PEI. The considered material properties are:
・ Glass transition,
・ Thermal degradation, which is represented by temperature dependent mass loss and the resulting glass transition temperature shifts caused by reduced polymer chain length,
・ Specific heat capacity,
・ Thermal conductivity and
・ Coefficient of thermal expansion (CTE).
Additional analyses of melting behaviour and viscosity will be subject to future work.
2. Process Description
The manufacturing process focussed in this work is based on a particularly designed extrusion line supplied by Dr. Collin GmbH Lab & Pilot Solutions in order to meet the complex and demanding requirements of high performance polymeric materials such as PEI and PEEK. In contrast to standard equipment, this extrusion line is designed to withstand processing temperatures up to 400˚C. Figure 1 shows a schematic arrangement of the extrusion line starting from the plastification unit and ending with the cooling section. In addition, an exemplary temperature profile representing the polymer temperature along the process line is shown according to the process stages. At the beginning the polymer is plasticised inside the extruder and heated up above melt temperature. To set up the right processing temperatures the ranges of melt and glass transition temperatures have to be known. The polymer remains in a molten state until it exits the die. The process speed is mainly influenced by the screw speed and the resulting mass flow of the polymer. On the one hand the minimum screw speed is defined by the dwell time of the polymer in the molten state, which can reach up to 20 minutes at a screw speed of 15 min−1. On the other hand the maximum screw speed is limited by the applicable extrusion pressure and the shear rate inside the die to exclude local thermal damage. Besides that, the shear rate can have a strong effect on the viscosity of the polymer and thus might affect the processing of the material.
While cooling the polymer inside the calibration unit, a temperature gradient over the pipe thickness occurs. During processing, a softening of the outside of the pipe wall can happen due to the heat flux inside the pipe wall after the thermoplastic material leaves the calibration unit. To prevent this, the heat capacity and the thermal conductivity of the polymeric materials have to be known.
Especially in regard to the production of aircraft applications, high tolerance requirements have to be maintained. Thus, the effects of thermal expansion have to be considered as well, especially in regard to the final geometry of the extruded pipes.

Figure 1. Schematic illustration of the extrusion line and the temperature of the polymer in each process step.
3. Materials and Characterisation Methods
Regarding the description of the extrusion processes and the complex interaction of the process parameters different relevant thermal characteristics of the polymer types have to be determined. In the presented investigations, three different PEI types shown in Table 1 are used. These materials are supplied by SABIC Inc. and the trade names are Ultem 1000, Ultem CRS 5001 (a PEI copolymer, chemically modified) and Ultem 9075 (a polymer blend consisting of PEI and polycarbonate). Such materials are industrially used for high temperature applications, such as window frames, seat shells or service units in aircrafts or even special gaskets for e.g. space travel suits [13] [14] [15] . The selected PEI types show all slightly hygroscopic behaviour. Thus they have to be dried before manufacturing in order to avoid pore formation.
For the description of the thermal behaviour of the selected PEI types, the focus of the initial investigation was on glass transition and decomposition temperatures as well as the temperature-dependent specific heat capacities and thermal conductivities. Additionally, the effect of thermal degradation and decomposition [16] , caused by long dwell times in the plastification unit at elevated temperatures, were investigated by a combination of Thermogravimetric Analysis (DTG) and Differential Scanning Calorimetry (DSC). In regard to the thermal deformation, which occurs in the stage of the cooling of the extruded parts, the coefficient of thermal expansion (CTE) was also determined. Although the extrusion process and the part quality is influenced by the temperature dependent viscosity of the used materials, the investigation of the melt and extensional viscosity is not focused in this paper and will be addressed in future works. Table 2 shows an overview of the investigated characteristics, the used characterisation methods and devices.
Each of the material types was subjected to a complete characterisation of thermal and mechanical properties. Therefore, different specimen geometries were used depending on the required sample size and geometric properties. DTG and DSC measurements were conducted with granulate. The transient plane source method (HotDisk) and the dilatometry require larger and defined specimen geometries in order to assure parallel surfaces.
All specimen were dried for at least 9 h at 140˚C in an oven before each measurement according to [8] . The used testing parameters for all investigations are shown in Table 3. These were chosen according to the conditions encountered during manufacturing. For example degradation behaviour was analysed for typical the extrusion temperatures using air as purge gas.
In regard to the measurements performed by the transient plane source method (HotDisk) [17] [18] specimen geometries characterised by a thickness of 4 mm, length and width of 100 mm were used. The heat conductivity was determined for four different temperatures 25˚C, 100˚C, 150˚C, and 200˚C. For this, the setup of two specimen plates and HotDisk sensor were placed in a constant tempered convection oven and equilibrated for 1 h. The connection to the measurement device was maintained by a thermally insulated opening in the oven wall. Temperature accuracy was monitored with a thermocouple placed next to the specimens. The measurement parameters were set to a heating time

Table 1. List of the investigated PEI types [4] [5] [6] .
Table 2. Investigated thermal characteristics, respective determination methods and used measuring devices.
Table 3. Test conditions and parameters.
of 20 s and adjusted heating powers of 20 to 70 mW in order to compensate the different probing depths and local temperature increase effects due to the different measurement temperatures.
For the DSC measurements specimen of weights between 7 mg and 13 mg were placed in an aluminum crucible with a volume of 40 µl and a pierced lid. For the determination of glass transition and the heat capacity nitrogen with flow rates of 20 ml/min was used as purge gas.
The melt processing of PEI requires temperatures far above the glass transition temperature. Thus, more than 300˚C are necessary to reach the required viscosities (see also Table 1). In addition, extrusion is usually conducted without any protection from atmosphere. Hence, Thermal degradation and oxidation may damage the polymer during manufacturing. In order to determine the decomposition of the polymeric materials, DTG measurements were conducted. The samples were prepared to weights between 16 and 32 mg. The samples were heated with 10 K/min to 1000˚C using air with a flow rate of 40 ml/min as purge gas. In order to reproduce the degradation of the polymeric materials in accordance to the manufacturing conditions an aging procedure was used. Therefore, specimen were aged in the DTG using isothermal steps at 320˚C, 350˚C and 380˚C with dwell times at each temperature of 2, 5 and 10 minutes and air as purge gas with a flow rate of 20 ml/min. The temperature corresponding to a mass loss of 1% was defined as the decomposition temperature TD1%. Afterwards, the glass transition temperature was determined again and referenced to the glass transition of the unaged state of the polymer, which is represented by a shift of TG.
For the determination of the specific heat capacity a modulated DSC using the TOPEM method was applied [19] . Thereby, the heat rate was set to 2 K/min, the amplitude of the modulation was 0.32 K and the variation time period was set to 15 s and 40 s. The heat flow was adjusted by an analogous measurement with a sapphire sample with a mass of 23.68 mg.
DTG measurements were conducted with Al2O3 crucibles of 150 µl and nitrogen as purge gas with a flow rate of 40 ml/min according to [20] .
In order to investigate the thermal expansion a dilatometer (L75, Linseis GmbH), that is equipped with liquid nitrogen for cooling, was used. The measurements were performed in a temperature range from −40˚C to 200˚C in a constant air environment. Prepared specimen showed a length of approx. 20 mm, a width and thickness of approx. 4 mm. The dilatometer device used for the investigations determines the elongation of the sample in dependency of a temperature change. For the calculation of the CTE the technical CTE is focused, which is calculated in accordance to equation 1, where l0 is the starting length of the specimen, determined before the measurement starts, ∆l as the elongation of the specimen and ∆T the temperature difference between the initial temperature and the reference temperature of 20˚C.
 (1)
(1)
4. Results and Discussion
4.1. Glass Transition and Specific Heat Capacity
Standard DSC scans were performed in order to determine the phase transitions of each PEI type. The heat flow curves do not show a melting peak because of the amorphous structure of polymer. The characteristic glass transition steps were evaluated by using tangents, Figure 2.
The TG of Ultem 1000 was slightly higher than the others. Ultem 5001 has the highest glass transition temperature which is 10 K to 15 K above the value of Ultem 1000 and Ultem 9075. These differences may be due modified formulations of the polymers [4] [5] [6] . In order to examine the temperature dependent specific heat capacities modulated DSC scans were conducted with the TOPEM method [19] . The heat flow curves were adjusted by a sapphire measurement. As shown in Figure 3, the cP values of all three polymer types reveals linear dependence on temperature below and above the TG. In the vicinity of the TG a significant increase can be observed.
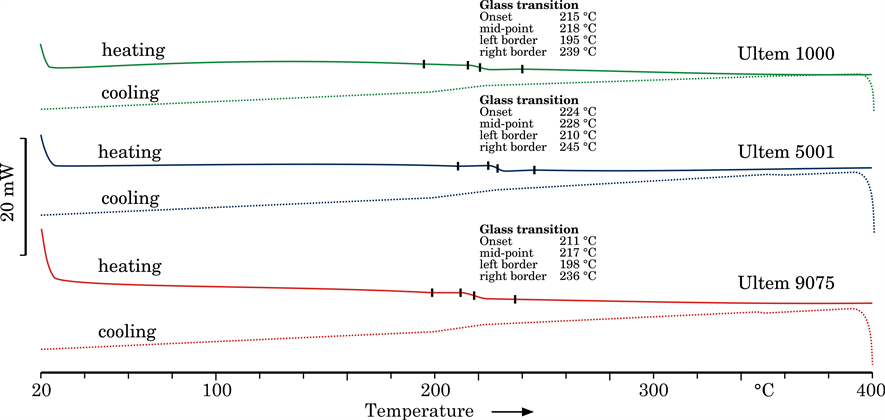
Figure 2. DSC curves and results for the glass transition temperature determination of the investigated PEI types.

Figure 3. Measurements of specific heat capacity.

Figure 4. Decomposition behavior of the investigated PEI types (left) and the exemplarily shift of TG for PEI ULTEM 9075 (right).
4.2. Decomposition and Degradation
The results of the decomposition of the investigated PEI types are shown in Figure 4 (left). All three types show the same characteristic behaviour consisting of two decomposition steps. In the case of Ultem 1000 and Ultem 5001 the first significant mass loss is initiated around 500˚C. Ultem 9075 reveals first decomposition effects around a temperature of 450˚C. According to the second decomposition step, it can be supposed that Ultem 9075 may contain anorganic fillers as a residual mass of 10% remains at 1000˚C.
Based on these results a maximum process temperature of 400˚C during extrusion would be derived. However, during the DSC measurements described above a shift in the glass transition temperature could be observed when heating the Ultem 9075 samples more than once to a temperature of 400˚C. Thus, the determination of the degradation using the isothermal DTG and subsequent DSC measurements for the determination of the resulting glass transition temperature shifts show that the duration of thermal treatment has a direct influence on the glass transition. As shown in Figure 4 (right) it was found that a relatively low temperature of 340˚C may induce degradation of the polymer material when it comes to a dwell time of more than 10 min. An exposure to a temperature of 380˚C leads quasi instantaneously to degradation. The glass transition decreases about 2 K after 2 min. After 10 min of thermal treatment the glass transition temperature was reduced about 6 K. The reason for these degradation effects is probably the destruction of chemical bonds due to the thermal energy that was introduced. Regarding the results from combined DTG and DSC scans it can be clearly concluded that the extrusion temperature must be selected with care and taking into account temperature and time.
4.3. Thermal Conductivity
The determination of the thermal conductivity was done by Hot Disk measurements with adapted heating powers. Figure 5 illustrates the mean values of 5 measurements for each temperature. After slight temperature dependence

Figure 5. Detemined thermal conductivity of the investigated PEI types.
between 25˚C and 150˚C the thermal conductivity increases significantly in the vicinity of TG which is attributed to the rapidly increasing chain mobility being initiated when approaching the glass transition. The Ultem 5001 reveals the highest values in the investigated temperature range which may be related to the chemically modified PEI used for the 5001 type. Measurements at higher temperatures were not performed in order to avoid irreversible adhesion between polymer and sensor.
4.4. Thermal Expansion
In accordance with the extrusion based manufacturing process (see Figure 1), PEI plates were prepared by injection moulding. Specimens were cut in moulding direction (0˚) and transversal to the moulding direction (90˚). Figure 6 shows the results of the CTEs. All PEI samples show a slightly anisotropic behaviour. The transversal (90˚) specimen revealed higher values of expansion, caused by a higher orientation of the molecule chains in moulding (0˚)-direction. The temperature influence is linear until softening of the polymer materials is reached, which can be identified by increased standard deviation at the measurements on Ultem 5001 at approximately 150˚C.
5. Conclusion
This paper focused on the experimental investigation of amorphous high performance polyetherimides in regard to their thermal and thermomechanical properties. A set of experiments was conducted in order to assess the extrusion processing possibilities of high temperature thermoplastic materials. For this, the influence of parameters like temperature, dwell time and atmosphere, were considered. Special attention was paid to the degradation of the materials during the extrusion process. The experimental characterisation was exemplarily performed with three different types of PEI, which shall be used for an extrusion process of high performance pipes. The tests show that the three modifications offer different advantages and disadvantages:

Figure 6. Coefficient of thermal expansion of the investigated PEI types in regard to the flow direction.
・ All types have in common that they provide ultra-high temperature performance, which is comparable to thermoset matrix systems which are today used in aviation industry.
・ The PC-blended PEI type Ultem 9075 showed slightly inferior behaviour in both, glass transition and thermal stability.
・ Ultem 5001 had the best thermal properties but revealed poorer mechanical behaviour.
The results provide a comprehensive thermal description of the different production stages and can also be used as a basis for future process simulation. Nevertheless, the investigations are a profound basis for the definition of process restrictions. Further analyses are necessary in regard to the temperature dependent viscosity of the PEI in the screw and calliper as well as concerning the extensional viscosity for the description of the behaviour in the calibration unit.
Acknowledgements
The work presented in this paper was funded by the Aviation Research Program IV of the Federal Ministry of Economic Affairs and Energy.
Cite this paper
Stegelmann, M., Müller, M., Winkler, A., Liebsch, A. and Modler, N. (2018) Polymer Analyses for an Adapted Process Design of the Pipe-Extrusion of Polyetherimide. Materials Sciences and Applications, 9, 614-624. https://doi.org/10.4236/msa.2018.97044
References
- 1. Rauwendaal, C. (2014) Polymer Extrusion. Carl Hanser Verlag GmbH & Company KG, Munich. https://doi.org/10.3139/9781569905395
- 2. Stegelmann, M., Lucas, P., Müller, M., Grüber, B., Modler, N. and Nebel, D. (2015) Extrusion of High-Performance Polyetherimide Pipe Systems for Aircrafts. SAMPE Conference Proceedings, May 2016, Long Beach.
- 3. Dominguez, S., Derail, C., Léonardi, F., Pascal, J. and Brulé, B. (2015) Study of the Thermal Properties of Miscible Blends between Poly Ether Ketone Ketone (PEKK) and Polyimide. European Polymer Journal, 62, 179-185. https://doi.org/10.1016/j.eurpolymj.2014.10.024
- 4. Sabic (2014) ULTEMTM Resin 1000.
- 5. Sabic (2014) ULTEMTM Resin 9075.
- 6. Sabic (2014) ULTEMTM Resin CRS 5001.
- 7. Saul, K. (2011) Automatisierte Auslegung von Extrusionswerkzeugen. Fakultat für Ingenieurwissenschaften Maschinenbau und Verfahrenstechnik. Dissertation, Universitat Duisburg-Essen, Duisburg.
- 8. Domininghaus, D.-I.H. (2013) Kunststoffe: Eigenschaften und Anwendungen. Springer-Verlag, Berlin.
- 9. Haberstroh, E. (1981) Analysis of Cooling Sections in Extrusion Lines. Dissertation, RWTH Aachen University, Aachen.
- 10. Te Heesen, O. and Wortberg, J. (2014) A New Possibility of Melt Cooling in Extrusion Dies to Prevent Sagging-Effects in Thick-Walled Pipes. AIP Conference Proceedings, 1593, 133-136. https://doi.org/10.1063/1.4873749
- 11. Janas, M.L. (2015) Eine Neuartige Numerische Methode zur Optimierung und Intensivierung der Blasfolienkühlung. Dissertation, University of Duisburg-Essen, Duisburg.
- 12. Te Heesen, O. (2015) Ganzeitlicher Ansatz zur Dimensionierung und Optimierung von Extrusionswerkzeugen am Beispiel von Wendelverteilern. Dissertation, University of Duisburg-Essen, Duisburg.
- 13. Sabic (2016) Lightweight + Compliant—Next Generation Solutions for Aircraft Interior Designers.
- 14. Schobesberger, M. (1994) High-Tech for High-Performance-Uses of Polyimide. Kunststoffe, 84, 759-761.
- 15. Catsman, P. (2005) Polyetherimid. Kunststoffe, 10, 143-146.
- 16. Belana, J., Canadas, J.C., Diego, J.A., Mudarra, M., Díaz, R., Friederichs, S., Jaimes, C. and Sanchis, M.J. (1999) Physical Ageing Studies in Polyetherimide ULTEM 1000. Polymer International, 46, 29-32.
- 17. He, Y. (2015) Rapid Thermal Conductivity Measurement with a Hot Disk Sensor. Thermochimica Acta, 436, 130-134.
- 18. Gustavsson, M., Karawacki, E. and Gustafsson, S.E. (1994) Thermal Conductivity, Thermal Diffusivity, and Specific Heat of Thin Samples from Transient Measurements with Hot Disk Sensors. Review of Scientific Instruments, 65, 3856. https://doi.org/10.1063/1.1145178
- 19. Schawe, J.E.K., Hütter, T., Heitz, C., Alig, I. and Lellinger, D. (2006) Stochastic Temperature Modulation: A New Technique in Temperature-Modulated DSC. Thermochimica Acta, 446, 147-155. https://doi.org/10.1016/j.tca.2006.01.031
- 20. Haines, P.J. (1995) Thermal Methods of Analysis—Principles, Applications and Problems. Springer Science + Business Media, Berlin.