Advances in Chemical Engineering and Science
Vol.4 No.3(2014), Article
ID:47591,11
pages
DOI:10.4236/aces.2014.43034
The Economic Potential of Brewer’s Spent Grain (BSG) as a Biomass Feedstock
Jack Buffington
Division of Industrial Marketing, Royal Institute of Technology, Stockholm, Sweden
Email: johnbuff@kth.se
Copyright © 2014 by author and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 11 February 2014; revised 11 March 2014; accepted 5 April 2014
ABSTRACT
This paper analyzes a pro-forma economic market and supply chain system for the reuse of a lignocellulose (brewer’s spent grain) in an industrial biotechnology environment. An extant literature review was conducted, followed by a technical analysis of BSG, and the development of a supply chain system and economic market analysis based upon a participant brewing company and industry experts. In this paper, it was found that, even with the potential for future improvements in the conversion of brewer’s spent grain (BSG) from an efficiency standpoint, this industrial residual is supply chain prohibitive as a biofeedstock in comparison to other lignocellulose materials, therefore, centralized market relationships would not be advantageous for sellers and buyers. Future research should consider the viability of centralized supply chain structures for alternatives that may exist as future bio-feedstocks.
Keywords:Industrial Biotechnology, Lignocellulose, Supply Chain, Brewer’s Spent Grain (BSG)

1. Introduction
Lignocellulose is the most abundant organic material on earth, accounting for approximately 50% of biomass [1] , with an annual worldwide production of 1 × 1010 MT [2] . Any lignocellulose (wood, straw, agricultural and industrial materials) has the potential to be a valuable feedstock for various products, but the value of these materials relative to its source, chemical composition, and market potential is widely undetermined at this point. As a result, lignocellulosic feedstocks have been largely restricted to textiles and paper manufacturing [3] , animal feed, bioethanol, and disposed to a landfill/incinerated as waste. This feedstock mass has been estimated between 180 million [4] , to 1.4 billion tons [5] depending upon its classification, these spent organic materials (SOMs) have yet to reach an industrial level of market potential related to a value hierarchy, as shown in Figure 1.
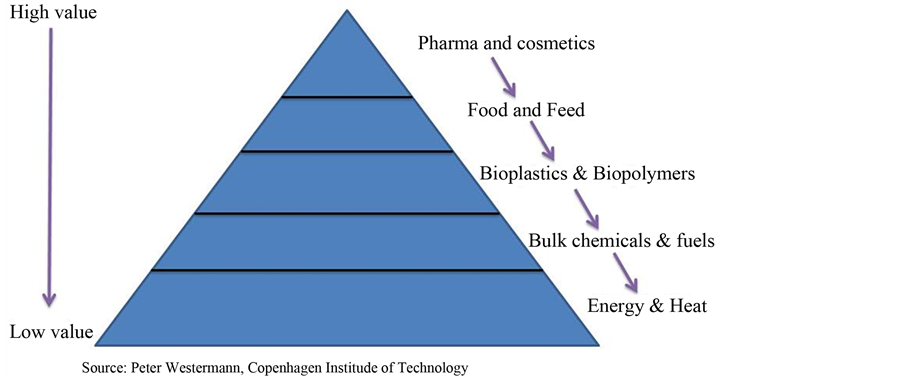
Figure 1. Biomass cascade.
The technical development of SOMs has been well researched in chemistry and biochemistry, but not in the fields of supply chain and economics, which are essential to its market utilization. The technical challenges associated with harvesting sugars and other useful compounds from lignocellulose is well known, being the access to these sugars being hindered by the recalcitrance of plant cell walls [6] . Even if technical hurdles are overcome to enable this feedstock to be competitive with conventional materials, challenges remain relative to the acquisition, transportation/logistics, and product fulfillment of lignocellulose. These SOMs arise from decentralized origins of “farms, fields, and factories”, leading to supply chain challenges that do not exist with conventional petrochemical materials.
In this paper, lignocellulosic feedstocks will be studied from a supply chain and economics perspective. The focus will be on brewer’s spent grain (BSG), which is a by-product from the brewing industry. Today, there is 3.4 million tons of BSG generated in the EU [7] , and over 4.5 million tons in US alone [8] , significant amount of SOM available for the potential creation of higher grade, bio industrial products (white technology) and conventional reuse as animal feed, some bioethanol production, or landfill refuge. BSG is a residual by-product from one of the first steps in the brewing process in solubilizing the malt and cereal grains to ensure adequate extraction of the wort [9] . It is the significant by-product in the total brewing process, accounting for roughly 85% of total by-products, accounting for 30% - 60% of the biochemical oxygen demand and suspended solids from a typical brewery [10] .
To study the viability of the lignocellulose BSG within a supply chain system, a model will be developed of a BSG supply chain system, using a framework from Bozell and Patel (2006) to establish a holistic material flow, as follows:
Supply:
a) What is the acquisition cost of the feedstock?
b) What is the impact of the origination point of the feedstock?
c) What is the logistics cost for the feedstock be transported from the origination point?
Separation and Conversion (Technical)
a) What is the chemical composition of the feedstock?
b) What is the optimal separation/conversion process for this feedstock?
c) What is the financial cost of the separation/conversion process relative to the value of the materials?
Markets a) What is the net operating cost for this feedstock (acquisition, supply chain, and technical costs)?
b) What is the market value of the feedstock for comparable purposes?
c) How are economic markets created for white biotechnology companies that use industrial residual feedstocks like BSG?
After a literature review of the problem statements, a case study will be established relative to a supply chain system and market economics, following by conclusions and future applications in research.
2. Material
2.1. Industrial Biotechnology and Supply Chain Systems
Industrial biotechnology encompasses the application of industrial processes in the use of renewable feedstocks [11] , which is a starting point in the transformation from fossil to bio-based materials. Starting from a conventional industrial approach, recent scientific and technological advances in areas such as biocatalyst development, bioprocess design, interfacing with organic reactions, process analysis and purification technology [12] have led to an emerging paradigm shift, offering economic possibilities. Presently, attempts to transfer biomass to industrial useful and economically viable polymers through traditional biotechnological methodologies have led to limited successes, suggesting that a lack of effective interdisciplinary processes [13] , requiring both a technical and supply chain improvements.
The production of biomass into industry grade materials must follow the process of harvesting and collecting the feedstock, material flow and storage of the feedstock through the supply chain, transportation of the material, pre-treatment techniques and design of the production system into the end product [14] . For this to occur, feedstock cost must be viable, supply must be consistent and routine and supply chain actors and a system must be developed/be competitive. Today, there is no value/supply chain system in place for biomass in traditional comparison, rather a number of segmented systems [15] . Lignocellulose as a feedstock is not an efficient material given its disparate geography [14] over forests, fields and factories, which present a logistical challenge.
Different from a mass market, conventional feedstock supply chain system, a bio-based “industrial ecosystem” must act as a complex system that interacts through a large number of agents, acting in a less structured manner [16] . In its onset, achieving supply chain synergies of reuse is often achieved through structured relationships via industrial symbiosis that aims at engaging separate industries to cooperate in a collective approach [17] in order to be competitive to the economics of conventional feedstocks.
2.2. Lignocellulose Feedstock Technical (Separation/Conversion)
Partially as a result of the burgeoning chemical and plastics industry that grew in ten years to over $95 billion annually1, limited interest relative to the growth of lignocellulose as an alternative. The growing use of lignocellulose in industry has been considered for decades, yet research had only increased once commercial viability seemed possible in higher grade applications [18] . It has been recognized that valuable sugars (such as pentose sugars) exist within plant/lignocellulose materials, but the biological and chemical conversion of this biomass has been hindered by the recalcitrance of plant cell walls [19] , which is relatively refractory to direct degradation followed by microbial bioconversion [1] . Obtaining sugars from these feedstocks requires both physical and chemical disruption, which leads to high conversion costs. In this process, the greatest obstacle is the lack of low cost technology for overcoming the recalcitrance of these materials [20] . Cellulosic materials are not readily fermentable due to the porosity of the waste materials, crystallinity of the cellulose fiber and low fiber porosity [21] .
Chemical pretreatments are expensive in the conversion process, but a more expensive alternative is no pretreatment [22] . The challenge in pretreatment is to release the sugars from the lignin polymer without a significant impact on the valuable material; pretreatment generally refers to the disruption of the naturally resistant carbohydrate-lignin shield that limits the accessibility of enzymes to cellulose and hemicelluloses [23] . The features of successful pre-treatment include the breaking down of the lignocellulosic complex, decreasing the cellulose crystallinity, preserving the hemicellulose sugars, limiting the formation of degradation products that prevent hydrolysis and fermentation, minimizing energy and chemicals in the conversion process, achieving a high value lignin co-product, and minimizing toxins and hazardous wastes [21] . Beyond the lignin shield, there are challenges in the chemical and compositional ratio of carbon, hydrogen and oxygen that produce additional challenges, requiring novel catalytic conversion processes that are currently being studied in research [3] . From pretreatments, high yields of close to 100% should conceptually be achieved, with a general target of 85%2 that is infrequently achieved. Novel biological pre-treatment techniques [24] are progressing to increase yields through training bacteria [13] , and/or genetically modifying lignocelluloses for better conversions [5] , but such breakthroughs are at their infancy in development.
While the conversion costs of cellulose has been reduced significantly over the past two decades with advances in pretreatment, sugar fermentation, enzyme production, and enzymatic hydrolysis, further improvements must be achieved for market competitiveness [23] . Today, the conversion cost accounts for 67% of the total product cost, with pretreatment (18%) the most expensive element of the processing cost [22] . The present day challenge of higher conversion cost in relation to petrochemical feedstocks may be offset in the future in lower acquisition costs, as is shown in Table1
2.3. Brewer’s Spent Grains as a Lignocellulosic Feedstock
Brewer’s spent grain (BSG) is a high value material, containing hemicellulose, lignin, and high protein content [9] , monosaccharides of xylose, glucose and arabinose, and minerals and amino acids [25] . Although its composition of barley grain husk, pericarp and fragments of endosperm is contingent upon the barley type, harvest time and mashing conditions [26] , carbohydrates comprise of around half of the dry mass of BSG, with the balance mostly being proteins and lignin. Challenges associated with using BSG as a feedstock includes the existence of a complex outer layer, making it difficult to separate and convert, and a high moisture content (80% - 85%), making it susceptible to microbial growth and spoilage within a 7 - 10 day period [6] . The moisture issue can be stabilized post production in the brewing process, deterioration of the feedstock through microbial activity can further reduce yields in the conversion process [27] .
BSG is the most abundant brewing by-product, comprising of 85% of by-products generated, 31% of original malt weight and 20 kilograms per 100 liters of beer produced [28] . At present, the use of BSG as a feedstock is limited, primarily as animal feed, landfilled [28] , and more recently, bioethanol. With respect to animal feed, BSG has been found to be an excellent feed ingredient for ruminants, as well as benefits for humans [28] . Beyond its usefulness as an animal food by-product, some of its components are also being viewed as precursors for food grade chemicals or as energy sources in microbial fermentations [28] . BSG has also been used as an enzyme for removing organic materials from effluents and the immobilization of various substances [25] . Energy recovery from BSG has been considered as viable relative to thermochemical and biochemical processes, yet most studies have focused solely upon bioethanol rather than other uses [29] . The sugars that are released can be microbially converted into various products, such as organic acids, ethanol, glycerol, food additives and butanol, among others [30] . In particular, lactic acid has found applications relative to food, fermentations, pharmaceuticals and chemicals [31] . Lactic acid is also a step before the development of poly-lactic acid (PLA), which leads to bio-plastic applications.
3. Methodology
To study and develop a potential “material flow analysis” for BSG from brewery to viable market bio-feedstock

Table 1. Acquisition costs for industrial feedstocks [20] .
data was collected from one of the world’s largest brewers relative to its aftermarket BSG activity. Data was obtained relative to the company’s volume, co-revenue, and supply chain costs in order to factor its present day value of this material in secondary markets. Currently, the company primarily receives co-revenue from its BSG primarily through animal feed, but also as a feedstock for a bioethanol producer.
To better understand the market viability of BSG as a bio-feedstock, other lignocellulose wastes were calculated for comparison through averages of four research studies4 (33 - 37). In Table 25 [32] -[36] , a composition was developed of other lignocelluloses for purposes of comparison to BSG, and validated these assumptions through the participant experts.
As is shown in Table 2, BSG possesses a lower saccharide weighting than other potential lignocellulosic waste materials from farm and field origination points (average of 60% - 70%, per US Energy data, which is consistent to Nigam et al. [32] ). Using this data as a starting point, a pro-forma material flow analysis was developed using structured interviews of brewery participants and biotechnology industry experts. For the definitions of “feedstock supply”, actual data was accumulated from the participant regarding the volume and geography of the feedstock, including its market value. Regarding “separation and conversion”, extant literature was utilized to access the “separation process”, “separation yields”, and “cost of separation”, validated by participating biochemists. Finally, given that there is no market structure presently in place for lignocellulosic feedstocks, the pro-forma value was compared to the current state economic value established through non-market one to one local partnerships, often to simply remove the residual materials from the brewery location.
4. Results
4.1. Supply/Acquisition
Based upon data received from the participant brewer, and validated through extant literature, the ratio between finished product beer and brewer’s spent grain is 5:1. Using this data within the context of the US beer market (200 million barrels a year), the US annual supply was approximated to be 2.4 million tons of BSG available to the secondary market, if one were to exist. Given the concentration of the US beer market between the two largest producers (Anheuser Busch Interbrew and MillerCoors) being nearly 70% of the total market, there exists an economy of scale market opportunity of 1.68 mm tons of BSG available from these two large beer manufacturers that would seem to create efficiencies through economies of scale. From our interviews, we found the current market price for BSG as a feedstock to be lower than that of other cellulosic crops (from extant literature) of $40.23/ton versus $50 - 150/ton, respectfully, which appears to be justified, given the high moisture content
Table 2 . Lignocellulosic waste components.
of BSG, and assuming it is sold as-is.
Despite its low saccharide composition, and high moisture content that pose technical challenges to its economic value, there may be advantages related to this material from a supply chain standpoint. Given the US beer market (and that of other nations as well) is highly concentrated to a few actors, and has a centralized origin points (regional breweries in highly populated areas) it is conducive to supply chain optimization in contrast to decentralized agro-waste materials of other lignocellulosic bio-feedstocks. Through the participant brewery, supply chain costs were calculated (including logistics and freight) to be $43.207 per ton; comparable supply chain costs were not able to be calculated for these other cellulosic crops, but it was assumed that these decentralized sources of “farms and fields” will lead to significantly higher logistics and freight costs, given a lack of accessibility to rail spurs in the forests and fields, as well as a lack of concentration (in comparison to the top two brewers in the US).
From the analysis of “BSG acquisition” as a biotechnological feedstock, the following conclusions are supported:
1) Assuming 10% moisture content for other lignocelluloses, and 70% for BSG, the effective acquisition cost (in dry tons) for BSG is $134.10 in comparison to a range of $57.2 - $1718. This is assuming that the beer manufacturer will sell the co-product “as-is”.
2) If BSG co-product is assumed to be shipped “as-is”, the supply chain benefits of economies of scale (large US brewers) in well situated logistics origin points is negated through higher moisture rates (70% versus 10%), leading to a lower lignocellulose yield once dried.
3) On an aggregate supply chain standpoint, BSG is not found to be an optimal source of lignocellulose as a potential bio-feedstock.
4.2. Separation/Conversion
As a raw material, the carbohydrate composition of barley is 65%, and is effectively reduced (via the malting process) to 49%. This potential feedstock has a lower carbohydrate yield than other lignocellulose crops, with a high moisture rate. Once this material is dried, the net result for our study is 504,000 dry tons (or 30% of the total annual BSG). Starting with a BSG feedstock of 504,000 dry tons a year, a lignocellulosic “technical flow” is utilized from van Wyk (2001), shown in Figure 2, that identifies a “separation/conversion” process from raw feedstock to end products9 [37] [38] .

Figure 2. BSG Technical flow (adapted from van Wyk, 2001).
Given that every separation/conversion process is different, and that technical researchers often focus on specific materials, this technical flow framework enabled the lignocellulose technical experts to assist in the general understanding of a conversion/separation process for BSG into useful by-products of sugars, lipids, lignins, and proteins. From research, conversions costs (shown in Table 3) were found of various lignocelluloses into ethanol for agricultural/forest feedstocks to compare to this BSG industrial residual.
To determine the conversion and separation processes, costs, and yields, a combination of extant literature and responses from the industry expert participants was obtained. From the industry expert participants, existing engineering models were used based upon other lignocelluloses, and completed a ratio between the model’s analytical relationship between saccharide content and conversion costs, and the saccharide content of BSG (49.1%) to calculate its sugar conversion costs, the study was based upon a lignocellulose with a saccharide weighting of 67.9%, which is in the range of materials that was illustrated in Table2 From lipids, lignins, and proteins, engineering studies were utilized, and a pro-rated cost of 15.8 cents a pound ($316/DT) was calculated for these materials.
Table 4 was developed from an engineering model from one of the industry experts who processes lignocelluloses commercially in the biotechnology field. Most of these calculations were based upon ratios from other lignocelluloses processed, as this entity did not have direct experience in processing BSG as a feedstock. The end result of the conversion process is assumed to be sugars not to same specification as raw or refined sugar, but rather specialty sugars of xylose, arabinose, galactose and mannose, which we are estimating at an 80% purity level. In Table 4, the net conversion cost per dry ton was calculated in using the conversion cost and yield from interviews with ligncellulosic experts, and factored in the yield of dry mass (30%) and percent of the material in BSG. Based upon the lower percentage of sugars in BSG, the conversion cost of this material was assumed to be higher than that of other ligncellulosic feedstocks, as shown in Table 3 for bioethanol. On a cost per liter basis, assuming 1000 liters to a metric ton, the saccharification process (not including fermentation and distillation) for BSG is 26.8 cents/liter.
Based upon this technical analysis, the conversion process of BSG to useful bio-materials was found to be inefficient in contrast to that assumed to be for alternative bio-feedstocks.
Table 4. Conversion/separation cost assumptions for BSG.
4.3. Supply Chain and Markets
In our discussion with the participant brewer, it was found that there is no established market function for BSG, as there exists for conventional feedstocks, such as in the petrochemical industry. By-product revenue is determined on a site by site basis without any established market price, and is often primarily purposed to dispose of these materials from the production process. Therefore, it is assumed that no centralized commodity market environment exists, and all buy-sell agreements are completed on an ad hoc basis with a limited or non-exist antreference to a hypothetical market price.
In the structured interview process with biotechnology experts, a “hub and spoke” model to integrate potential sellers and buyers was conceptualized, as is shown in Figure 3. In this wide area network approach to industrial symbiosis, large suppliers of BSG could build an economical scale future state “hub and spoke” model with a bio-refinery that focuses on BSG. From this consolidated model of scale and production, the bio-refinery would sell these materials on an established “biomass market” at market prices to biomass buyers, who will re-manufacture these materials into useful products.
Through involvement from lignocellulosic researchers and commercial biotechnology entities, Table 5 provides a pro-forma “business model” for this hypothetical bio-refinery achieved through industrial symbiosis between this bio-refinery and the two largest beer manufacturers in the US, who possess 70% of the market (thus 70% of BSG). Starting with the volume yields from Table 5, a baseline acquisition cost of $40 a ton, calculations were made to establish a “dry ton market value” (since BSG is often sold “as-is”). Using this baseline price of $40 a ton, the acquisition costs were adjusted to tie to the gross tonnage of BSG that was brought into the bio-refinery versus the weight of the finished materials, which is 22.65% of the gross BSG tonnage. The net cost is associated with the processing cost of the BSG to convert and separate to the materials as shown in Table 5,

Figure 3. BSG supply chain material flow.
Table 5. Bio-refinery business model (and effective BSG cost).
including the drying and storage process of BSG. Next, the capital costs were calculated assuming $80 million cost to build the bio-refinery (including land acquisition), and a 30-year depreciation schedule, with depreciation costs tied to annualized volume yields. Logistics costs assume a rail spur from each brewery to the bio-refinery, with an average 1000 mile distance, and FOB costs (per railcar and fuel surcharge) as gathered from the participant brewery. The net profit is assumed to be 5%, with the conventional biochemical industry at a margin between 2% - 3%, at much higher volumes of production. From this, an average cost per ton and pound was calculated in order to compare these fully loaded costs to the market costs of these today, as will be discussed below.
From this analysis shown in Table 5, a “processed BSG market price” of $179.29 must be achieved, in contrast to the current fetch price of $40 a wet ton. Therefore, the use of BSG as a biomass feedstock would require a 450% improvement from its current buyer-seller relationship, which does not appear to be market justifiable.
5. Conclusions and Future Research
Given the almost unlimited abundance of lignocellulose on earth, researchers have studied the technical potential of this feedstock to replace unsustainable and carbon harmful conventional feedstocks. BSG as a residual waste would appear to have great potential if technical capabilities are able to be achieved, given its volume, acquisition price and supply chain benefits of availability from large centrally located breweries. However, the results of this study indicate otherwise; the high moisture factor and reduction of sugars will more than offset any benefit in reusing this centralized industrial biowaste. Therefore, even when technical innovations are achieved in conversion and markets recognize the potential of lignocellulose equal to petrochemicals, it is unlikely that BSG will be a viable biomass material.
Despite these findings related to BSG, a supply chain structure for potentially viable lignocellulosic agrowastes, such as stalks and straws should be investigated. Despite their decentralized locations, it is hypothecated that its acquisition costs would be low enough to offset supply chain costs, and high sugar extractions may be cost efficient in the future via conversion technology innovations. In this scenario, it is very likely the development of economic markets and supply chain structures would be a make or break variable with regard to the use of these bio-materials as an alternative feedstock. Therefore, future research should investigate the requirement of markets/supply chain structures in doing so.
References
- Chandel, A., Chandrasekhar, G., Radhika, K., Ravinder, R. and Ravindra, P. (2011) Bioconversion of Pentose Sugars into Ethanol: A Review and Future Directions. Biotechnology and Molecular Biology Review, 6, 8-20.
- Cardona, C.A. and Sanchez, O.J. (2007) Fuel Ethanol Production: Process Design Trends and Integration Opportunities. Bioresource Technology, 98, 2415-2457.
http://dx.doi.org/10.1016/j.biortech.2007.01.002 - Zhou, C., Xia, X., Lin, C., Tong, D. and Beltramini, J. (2011) Catalytic Conversion of Lignocellulosic Biomass to Fine Chemicals and Fuels. Chemical Society Reviews, 40, 5588-5617.
http://dx.doi.org/10.1039/c1cs15124j - Kapdan, L. and Kargi, F. (2006) Biohydrogen Production from Waste Materials. Enzyme and Microbial Technology, 38, 569-582. http://dx.doi.org/10.1016/j.enzmictec.2005.09.015
- Bayer, E.A., Lamed, R. and Himmel, M.E. (2007) The Potential of Cellulases and Cellulosomes for Cellulosic Waste Management. Current Opinion in Biotechnology, 18, 237-245.
http://dx.doi.org/10.1016/j.copbio.2007.04.004 - Himmel, M.E. (2008) Biomass Recalcitrance: Deconstructing the Plant Cell Wall Forioenergy. Blackwell Pub., Oxford. http://dx.doi.org/10.1002/9781444305418
- Stojceska, V., Ainsworth, P., Plunkett, A. and ?banogˇlu, S. (2008) The Recycling of Brewer’s Processing By-Product into Ready-to-Eat Snacks Using Extrusion Technology. Journal of Cereal Science, 47, 469-479. http://dx.doi.org/10.1016/j.jcs.2007.05.016�
- Landry, C. (2002) Beer for Bessie. http://www.perc.org/articles/article244.php
- Fillaudeau, L., Blanpain-Avet, P. and Daufin, G. (2006) Water, Wastewater and Waste Management in Brewing Industries. Journal of Cleaner Production, 14, 463-471.
http://dx.doi.org/10.1016/j.jclepro.2005.01.002 - Aliyu, S. and Bala, M. (2011) Brewer’s Spent Grain: A Review of Its Potentials and Applications. African Journal of Biotechnology, 10, 324-331.
- Erickson, B., Nelson, J. and Winters, P. (2012) Perspective on Opportunities in Industrial Biotechnology. Biotechnology Journal, 7, 1-10.
- Wohlgemuth, R. (2009) The Locks and Keys to Industrial Biotechnology. New Biotechnology, 25, 204-213. http://dx.doi.org/10.1016/j.nbt.2009.01.002
- Pei, L., Schmidt, M. and Wei, W. (2011) Conversion of Biomass into Bioplastics and Their Potential Environmental Impacts. INTECH Open Access Publisher, Rijecka.
http://www.intechopen.com/articles/show/title/conversion-of-biomass-into-bioplastics-and-their-potential-environmental-impacts - Gold, S. and Seuring, S. (2011) Supply Chain and Logistics Issues of Bio-Energy Production. Journal of Cleaner Production, 19, 32-42. http://dx.doi.org/10.1016/j.jclepro.2010.08.009
- Tsvetkova, A. and Gustafsson, M. (2012) Business Models for Industrial Ecosystems: A Modular Approach. Journal of Cleaner Production, 29-30, 246-254.
http://dx.doi.org/10.1016/j.jclepro.2012.01.017 - Simon, H. (1962) The Architecture of Complexity. Proceedings of the American Philosophical Society, 106, 467-482.
- Martin, M. and Eklund, M. (2011) Improving the Environmental Performance of Biofuels with Industrial Symbiosis. Biomass and Bioenergy, 35, 1747-1755.
http://dx.doi.org/10.1016/j.biombioe.2011.01.016 - Malherbe, S. and Cloete, T. (2002) Lignocellulose Biodegradation: Fundamentals and Applications. Reviews in Environmental Science and Biotechnology, 1, 105-114.
http://dx.doi.org/10.1023/A:1020858910646 - Binder, J.B. and Raines, R.T. (2010) Fermentable Sugars by Chemical Hydrolysis of Biomass. Proceedings of the National Academy of Sciences of the United States of America, 107, 4516-4521. http://www.pubmedcentral.nih.gov/articlerender.fcgi?artid=2842027
- Lynd, L., Laser, M., Bransby, D., Dale, B., Davison, B., Hamilton, R., Himmel, M., Keller, M., McMillan, J.D., Sheehan, J. and Wyman, C.E. (2008) How Biotech Can Transform Biofuels. Nature Biotechnology, 26, 169-172. http://dx.doi.org/10.1038/nbt0208-169
- Saratale, G. and Oh, S. (2012) Lignocellolosics to Ethanol: The Future of the Chemical and Energy Industry. African Journal of Biotechnology, 11, 1002-1013.
- Wyman, C. (2007) What Is (and Is Not) Vital to Advancing Cellulosic Ethanol. Trends in Biotechnology, 25, 153-157. http://dx.doi.org/10.1016/j.tibtech.2007.02.009
- Yang, B. and Wyman, C. (2008) Pretreatment: The key to Unlocking Low-Cost Cellulosic Ethanol. Biofuels, Bioproducts and Biorefining, 2, 26-40. http://dx.doi.org/10.1002/bbb.49
- De Winde, J.H. and Meijnen, J.P. (2010). C5-Technology in Pseudomonas Putida S12: Construction, Analysis and Implementation of D-Xylose Metabolic Pathways. Doctoral Thesis, Meijnen.
- Mussatto, S. (2009) Biotechnological Potential of Brewing Industry by-Products. In: Singh, N. and Nigram, P., Eds., Biotechnology for Agro-Industrial Residues Utilization, Springer, Berlin, 313-326.
- Forssell, P., Kontkanen, H., Schols, H.A., Hinz, S., Eijsink, V.G.H., Treimo, J., Robertson, J.A., Waldron, K.W., Faulds, C.B. and Buchert, J. (2008) Hydrolysis of Brewer’s Spent Grain by Carbohydrate Degrading Enzymes. Journal of the Institute of Brewing, 114, 306-314.
http://dx.doi.org/10.1002/j.2050-0416.2008.tb00774.x - Robertson, J., I’Anson, K., Treimo, J., Faulds, C., Brocklehurst, T., Eijsink, V. and Waldron, K. (2010) Profiling Brewers’ Spent Grain for Composition and Microbial Ecology at the Site of Production. LWT-Food Science and Technology, 43, 890-896. http://dx.doi.org/10.1016/j.lwt.2010.01.019
- Gupta, M., Abu-Ghannam, N. and Gallaghar, E. (2010) Barley for Brewing: Characteristic Changes during Malting, Brewing and Applications of Its By-Products. Comprehensive Reviews in Food Science and Food Safety, 9, 318-328. http://dx.doi.org/10.1111/j.1541-4337.2010.00112.x
- Gomez, A., Zubizarreta, J., Rodrigues, M., Dopazo, C. and Fueyo, N. (2010) An Estimation of the Energy Potential of Agro-Industrial Residues in Spain. Resources, Conservation & Recycling, 54, 972-984. http://dx.doi.org/10.1016/j.resconrec.2010.02.004
- Mussatto, S. and Texeira, J. (2010) Lignocellulose as Raw Material in Fermentation Processes. In: Mendez-Vilas, A., Ed., Current Research, Technology and Education Topics in Applied Microbiology and Microbial Biotechnology, Formatex Research Center, Badajoz, 897-907.
- Ali, Z., Anjum, F.M. and Zahoor, T. (2007) Production of Lactic Acid from Corn Cobs through Fermentation by Lactobacillus Delbruekii. Pakistan Journal of Scientific and Industrial Research, 50, 408-410.
- Nigam, P. and Pandey, A. (2009) Biotechnology for Agro-Industrial Residues Utilisation: Utilisation of Agro-Residues. Springer, Dordrecht. http://public.eblib.com/EBLPublic/PublicView.do?ptiID=450886
- Kanauchi, O., Mitsuyama, K. and Araki, Y. (2001) Development of a Functional Germinated Barley Foodstuff from Brewer’s Spent Grain for the Treatment of Ulcerative Colitis. Research Articles. Journal of the American Society of Brewing Chemists, 59, 59-62.
- Mussatto, S. and Roberto, I. (2006) Chemical Characterization and Liberation of Pentose Sugars from Brewers Spent Grain. Journal of Chemical Technology and Biotechnology, 81, 268-274.
http://dx.doi.org/10.1002/jctb.1374 - Russ, W., Mortel, H. and Meyer-Pittroff, R. (2005) Application of Spent Grains to Increase Porosity in Bricks. Construction and Building Materials, 19, 117-126.
http://dx.doi.org/10.1016/j.conbuildmat.2004.05.014 - Czuchajowska, Z., Klamczynski, A., Paszczynska, B. and Balk, B.K. (1998) Structure and Functionality of Barley Starches. Cereal Chemistry, 75, 747-754. http://dx.doi.org/10.1094/CCHEM.1998.75.5.747
- Slade, R., Bauen, A. and Shah, N. (2009) The Commercial Performance of Cellulosic Ethanol Supply-Chains in Europe. Biotechnology for Biofuels, 2.
- van Wyk, J. (2001) Biotechnology and the Utilization of Biowaste as a Resource for Bioproduct Development. Trends in Biotechnology, 19, 172-177.
http://dx.doi.org/10.1016/S0167-7799(01)01601-8
NOTES
![]()
1Per a 2010 report from the World Economic Forum.
2As determined through our interviews with experts in the lignocellulose biomass industry.
![]()
3The “market price” for cellulosic crops at $50 a ton is consistent with what we found in the 2008 BR & Di research report (found at http://www.usbiomassboard.gov/pdfs/feedstocks_literature_review.pdf).
![]()
4(Kanauchi, O., Mitsuyama, K., & Araki, Y., 2001), (Mussatto & Roberto, Chemical characterization and liberation of pentose sugars from brewer’s spent grain, 2006), (Russ, W., Mortel, H., & Meyer-Pittroff, R., 2005), (dos Santos, Gomes, D., Bonomo, R., & Franco, 2012).
5Lignocelluloses other than BSG from Nigam et al., 2009.
6Barley grain has been found to possess approximately 65% - 68% starch in comparison, per Czuchajowska, et al., 1998.
![]()
7Transportation cost per interviews with the participant brewer, and assuming a 1000 distance between brewer and bio-refinery completed on railcar.
8Data from Slade et al., 2009, based upon softwood (forest) and straw (field) feedstock price estimates, adjusted at a 10% moisture rate.
9As is noted in the literature review, there are significant possibilities from lignocelluloses to future products, even since van Wyk’s (2001) design, however, we are utilizing this framework for its simplicity, given the stated purpose of this article (to understand market opportunities beyond current state).
![]()
10Xylose, arabinose, galactose and mannose.
![]()
11Net processing costs include drying and storage of BSG prior to bio-processing.
12Assuming the bio-refinery building cost of $80mm, with a 30-year depreciation schedule.
13Generally, it’s 2% - 3% in petrochemical industry, at higher volumes—so we will assume 5%, given the lower volume of feedstock.
14Xylose, arabinose, galactose and mannose, assumed to be of approximately 80% purity.