Journal of Biomaterials and Nanobiotechnology
Vol.07 No.02(2016), Article ID:65634,13 pages
10.4236/jbnb.2016.72010
Effects of Ethanol Addition and Biological Pretreatment on Soda Pulping of Eulaliopsis binata
Archana Gautam, Amit Kumar*, Dharm Dutt
Department of Paper Technology, Indian Institute of Technology Roorkee, Saharanpur Campus, Saharanpur, India

Copyright © 2016 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 4 March 2016; accepted 17 April 2016; published 20 April 2016
ABSTRACT
Morphological characteristics and proximate chemical analysis of E. binata showed it as a suitable raw material for writing and printing grade paper. Maximum pulp yield (43.58%) of kappa number 17.38 with 0.9% screening rejects was obtained at 12% of active alkali (as Na2O) pulping temperature 130˚C, cooking time 120 min and solid to liquor ratio 1:4. During bio-soda pulping of E. binata, pulp yield decreased slightly while pulp brightness, tensile index, burst index and double fold numbers were improved by 4.1%, 24.94%, 14.03% and 48.45% respectively compared to soda pulping. During ethanol-soda pulping of E. binata, pulp yield, pulp brightness, tensile index, burst index and double fold numbers were improved by 3.9%, 6.6%, 32.18%, 35.40% and 77.31% respectively compared to soda pulping.
Keywords:
Ethanol-Soda Pulping, Bio-Pulping, Eulaliopsis binata, Schizophyllum commune, Fibre Morphology

1. Introduction
Annual production of paper, paperboard and newsprint in India is 10.11 million tonnes while consumption of paper, paperboard and newsprint in the country is 11.15 million tonnes/annum till 2012. Indian pulp and paper industry will require 22.0 million tonnes of paper and paperboard till 2025 with an average growth rate of 7.8% per annum [1] . In India, the major raw materials for paper, paperboard and newsprint production were forest (31%), agricultural residues (22%) and secondary fibres (47%) in year 2011 [2] . There is a severe shortage of forest based and conventional raw materials globally. Agro-residues and recycled fibre are the potential sources for paper production but in recent year’s availability of agro-residues to paper mills in India decreases due to utilization of agro-residues as animal feed, biomass fuel production, and composting [3] [4] . Although, utilization of recycled fibre for paper, paperboard and newsprint production increased rapidly but recycled fibre have limited recyclability (average 2.4 times worldwide) and pulp properties deteriorates on each recycling. Therefore, virgin fibre always requires fulfilling the demand of paper, paperboard and newsprint [5] . The need of good quality of fibre compelled paper industry to search other alternatives of fibre. Many fast growing annual and perennials plants have been identified, cultivated and studied for their suitability for pulp and paper industry [6] . Different grasses such as Arundo donax [7] , Ipomea carnea and Cannabis sativa [8] , dogs tooth grass (Chenopodium album) [6] , Lemon grass (Cymbopogon flexuosus) and Sofia grass (Cymbopogon martini) [9] , Phragmites karka [10] , Switchgrass and Elephant grass [11] have been studied for pulp manufacture.
Along with the search of new fibrous raw materials, it is also necessary to develop the environmental friendly and cost effective processes for paper making. Kraft and soda pulping methods have been utilized predominantly for the delignification of raw materials and production of pulp for papermaking. One major drawback for these pulping methods is lower pulp yield due to low delignification selectivity [12] [13] . Therefore, some modified processes with higher selectivity towards lignin may be more useful to obtain the high yield of pulp with better properties. Addition of organic solvent with kraft or soda pulping process may be used to enhance the delignification selectivity during the process. Organic solvents such as ethanol, methanol, acetone, acetic acid, formic acid, ethylene glycol and ethanolamine have been utilized in organosolve pulping [12] - [14] . Solvents after organosolve pulping are recovered by evaporation and distillation system. Lignin is precipitated after evaporation by decreasing the pH of the liquor and can be collected after centrifugation [14] [15] . Bio-pulping is another approach which has been proved to be environment friendly and cost effective method for delignification of raw materials. Pretreatment of raw material with white rot fungi prior to pulping is called bio-pulping. During bio-pulping, white rot fungi produce the lignin degrading enzymes such as lignin peroxidase, laccase and manganese peroxidase. Bio-pulping improves the quality of pulp, properties of paper and reduces the energy costs and environmental impact compared to traditional pulping processes [16] [17] .
Present study was focused on anatomical and morphological characteristics of Eulaliopsis binata and assessed for its suitability to manufacture pulp for writing and printing grades. The effect of various cooking parameters was evaluated in terms of kappa number, screened pulp yield and rejects during soda pulping of E. binata. A comparison among soda, ethanol-soda and bio-soda pulping of E. binata was also carried out.
2. Materials and Methods
2.1. Collection of Raw Material
Fresh E. binata grass was collected from Behat, Saharanpur district, located in the foothills of Shivalik Hills at the end of rainy season. The fresh grass was washed with water, chopped into small pieces of 4 - 6 cm manually. The chopped grass was dried in sunlight and stored in polythene bags for further use.
2.2. Anatomical and Morphological Studies
Anatomical and morphological features of E. binata were studied by light and scanning electron microscopy. Small slivers were obtained for fibre length determination and macerated with 10 ml of 67% HNO3 and boiled on a water bath (100˚C ± 2˚C) for 10 min. After that, the slivers were washed with distilled water and the fibre bundles were separated with a small mixer having a plastic end to avoid fibre breaking. Cross sections were cut on a Leitz base sledge microtome 1300 for fibre diameter, lumen diameter and cell wall thickness determination. To enhance the visibility of cell wall, aniline sulphate-glycerine mixture (1:1) was used for staining of cross- sections of fibre. A total of 100 randomly chosen fibres were analyzed under a calibrated microscope. The derived wood properties such as flexibility coefficient [(fibre length/fibre diameter) × 100], Luce’s shape factor [(fibre diameter2 − lumen diameter2)/(fibre diameter2 + lumen diameter2)] [18] , Runkel ratio [(2 × cell wall thickness)/lumen diameter] [19] , rigidity coefficient [2 × cell wall thickness/fibre diameter], slenderness ratio [fibre length/fibre diameter], solid factor [(fibre diameter2 − l umen diameter2) × fibre length] [20] and wall fraction [(2 × cell wall thickness/fibre diameter) × 100] were determined using fibre dimensions [21] .
2.3. Proximate Chemical Analysis
For the proximate chemical analysis, E. binata was milled in a Wiley mill (Weverk, A-47054, Sweden) and the portion passed through ‒40 size mesh and retained on +80 size mesh was used for proximate analysis. The powdered fractions were subjected to water solubility (TAPPI T 207 cm-99), 1% caustic soda solubility (TAPPI T 212 om-98), and alcohol-benzene solubility (TAPPI T 204 cm-97). Extractives were removed from E. binata using Soxhlet apparatus and mixture of ethanol-benzene (1:2 v/v) before compositional analysis as per TAPPI test method (TAPPI T 264 cm-97). Extraction was carried out for 5 h in Soxhlet apparatus after that evaporated near to dryness. Then, extractives were placed in oven at 105˚C ± 3˚C for 1 h and determined the weight nearest to 0.1 mg after cooling in desiccator. Extractive free sample of E. binata air-dried and subjected to chemical composition analysis such as: ash (TAPPI T 211 om-93 “Ash in wood”), α-cellulose (TAPPI T 203 cm-99 “α-, β-and γ-cellulose in pulp), holocellulose (TAPPI T 249 cm-00 “Holocellulose in wood”), lignin (TAPPI T 222 om-02 “Lignin in wood”), pentosan (TAPPI T 223 cm-01) as per TAPPI Standard Test Methods 2007 [22] .
2.4. Pulping Studies
The cooking of chopped E. binata was performed in an electronically heated WEVERK rotary digester of 0.02 m3 capacity having four bombs of one liter capacity each. During soda pulping of E. binata, alkali dose was varied from 8% to 16% (as Na2O) while keeping other variables constant as mentioned in Figure 2. Similarly, the maximum cooking temperature was varied from 120˚C to 160˚C with an interval of 10˚C while keeping other conditions constant as shown in Figure 3. The cooking time was varied from 60 to 210 min with an interval of 30 min keeping other conditions constant as in Figure 4. The biomass to moisture ratio was varied from 1:1 to 1:5 at optimized cooking conditions. After optimizing the parameters associated with soda pulping, the effect of ethanol to soda pulping process at concentration ranging from 20% to 35% (w/v) was also tested.
Biological pretreatment of E. binata was carried out with a white-rot fungus Schizophyllum commune ARC- 11, isolated and identified previously [23] . During fungal pretreatment, initial moisture content of was adjusted to 70% and incubated at 30˚C for 12 days. After pretreatment, the soda pulping of E. binata was carried out at optimum cooking conditions. After completion of E. binata digestion, residual cooking chemicals were removed by washing with tap water on a laboratory flat stationary screen of 300 size mesh. The washed pulp was disintegrated and screened in a laboratory Weverk vibratory flat screen having a slot size of 0.15 mm. The screened pulp was washed with tap water, pressed, crumbled and air-dried. All the pulp samples were evaluated for screened pulp yield, rejects and kappa number (TAPPI T 236 cm-85 “Kappa number of pulp”) according to TAPPI Test Standards 2007 [22] Reducing sugars in black liquor were determined as per DNS method (Miller 1959) [24] .
2.5. Pulp Beating, Laboratory Handsheets Preparation and Testing
Unbleached pulp samples were beaten in a PFI mill (TAPPI T 248 sp-00 “Laboratory beating of pulp”) at fixed beating level of 35˚ SR. Laboratory handsheets of 60 g/m2 were prepared using British sheet former (TAPPI T 205 sp-2 “Forming handsheets for physical tests of pulp”). The handsheets were preconditioned at a temperature of 27˚C ± 2˚C and relative humidity of 65% ± 2% and evaluated for physical strength properties such as burst index (TAPPI T-403 om-02 “Bursting strength of paper”), tensile index (TAPPI T-404 wd-03 “Tensile breaking strength and elongation of paper and paperboard”), double fold (TAPPI T-423 cm-98 “Folding endurance of paper”) and tear index (TAPPI T 414 om-04 “Internal tearing resistance of paper”). Thick pads of 4 ± 0.2 g were prepared (TAPPI T 218 sp-02 “Forming handsheets for reflectance testing of pulp” (Büchner funnel procedure)) of unbleached soda, ethanol soda and bio-soda pulps for brightness determination according to TAPPI Test Standard TAPPI T 452 om-02 (Brightness of pulp, paper, and paperboard (directional reflectance at 457 nm)). All the pulps were also tested for viscosity according to TAPPI Test Standard (TAPPI T 230 om-04 “Viscosity of pulp” (capillary viscometer method)) [22] .
2.6. FE-SEM Analysis
Morphological studies of soda, ethanol-soda and bio-soda pulps were carried out by FE-SEM (Leo 435 VP, England) analysis. Samples were dried before analysis and images were taken on at 15.00 kV using detector SE1 at desired magnifications. Before sample injection in sample chamber, samples were gold coated by a standard sputtering technique for 30 s.
2.7. XRD Analysis of Pulp Samples
XRD analysis was carried out to determine the crystallinities of soda, ethanol-soda and bio-soda pulps by a Ultima IV Rigaku X-Ray Diffractometer using Cu Kα radiation (λ = 1.5405 Å) at 40 kV and 40 mA. Samples were scanned at angle 2θ ranging from 5˚ to 60˚ with a speed of 2˚/min−1 and a step size of 0.02˚. Crystallinity index was calculated as a ratio between the area of the crystalline contribution and total area by using XRD amorphous subtraction method [25] .
2.8. Statistical Analysis
All experiments were carried out in triplicate and experimental results were represented as the mean ± standard deviation of values.
3. Results and Discussion
3.1. Morphological Studies of E. binata
The role of morphological characteristic and their derived values such as flexibility coefficient, slenderness ratio, rigidity coefficient, wall fraction, Runkel ratio and Luce’s shape factor have been well established [21] [26] and reported in Table 1. Fibre length for E. binata was 2.20 mm which was higher compared to other grasses such as bamboo (1.91 mm), lemon grass (1.09 mm) and sofia grass (0.87 mm). Fibre diameter for E. binata (10.85 µm) was less than bamboo (16.8 µm), lemon grass (16.3 µm) and sofia grass (14.7 µm) respectively. A higher fibre length showed higher tearing strength of paper [21] [27] . The fibre diameter and cell wall thickness controlled the fibre flexibility. The thickness of cell wall affects most of the paper properties such as tensile strength, burst strength and folding endurance. The paper made of thick-walled fibres has low tensile strength, burst strength and folding endurance. The laboratory handsheets would be bulky, coarse-surfaced and had higher void volume. Paper formed by thin-walled fibre would be dense and well formed [21] [27] . E. binata showed higher slenderness ratio (202.76) compared to bamboo (114), lemon grass (66.9) and sofia grass (59.2). Slenderness ratio (fibre length/fibre diameter) affects the paper properties positively. Generally, it is considered that if the slenderness ratio for the fibre is less than 70 than pulp would have poor strength properties [27] [28] . Lumen diameter for E. binata fibre was 5.86 µm which was less than lemon grass (6.73 µm) and higher than sofia grass (5.07 µm) and bamboo (3.31 µm). Lumen diameter is an important parameter during pulp beating; a higher lumen diameter facilitates the penetration of liquid during pulp beating [21] . The Runkel ratio of E. binata (1.41) was less than bamboo (4.08), lemon (1.45) and sofia grasses (1.52). If Runkel ratio of fibre is higher, than fibres are stiffer, less flexible and forms bulkier paper with lower bonded area. The lower Runkel ratio and higher average fibre length results the good strength properties of paper [27] [28] . Runkel ratio was also related to paper

Table 1. Morphological characteristics of E. binata.
conformability, pulp yield and fibre density [21] . Luce’s shape factor of E. binata (0.54) was less than lemon grass (0.71) and sofia grass (0.79). Luce’s shape factor and solid factor are related to paper sheet density and could be significantly correlated to breaking length of paper [29] . Solid factor of E. binata was 183.45 less than lemon (240.24) and higher than sofia grass (165.63). Burst strength and breaking length are determined by collapsibility of fibres to double walled ribbons on pressing. Thick walled, narrow lumen and higher fibre length is attributed to maximum solid factor.
3.2. Proximate Chemical Analysis of E. binata
Cold water solubility of E. binata is more than bamboo and less than lemon and sofia grasses while hot water solubility for E. binata is higher than bamboo and sofia grass and lower than lemon grass. The cold water treatment removes a part of extraneous components like tannins, gums, sugars, inorganic matter and colored compounds present in lignocellulosic biomass whereas hot water treatment removes, in addition, starches. The higher water solubility adversely affects the pulp yield [26] . Ethanol-benzene solubility of E. binata was 3.9% compared to bamboo (2.3%), lemon grass (4.3%), and sofia grass (5.9%). Ethanol-benzene extractives include waxes, fats, resins, low-molecular weight carbohydrates, photo-sterols, non-volatile hydrocarbons, salts and other water-soluble substances. Ethanol-benzene extractable content precipitates and adversely affects the runnability of process equipment due to blocking of openings in Fourdrinier wire. It also affects the quality of paper because of shadow marking and paper manufactured from such type of fibrous material might show reduced water absorbency [26] . 1% NaOH solubility of E. binata (38%) was higher compared to bamboo (24.7%), lemon grass (30.6%) and sofia grass (28.2%) while it was lower compared to rice straw (57.7%), and sunflower stalks (50.4%) [30] [31] . The higher NaOH solubility of E. binata was possibility due to the presence of low molar mass of carbohydrates and other alkali soluble materials. Holocellulose and α-cellulose contents were 73.1% and 46.0% in E. binata which were comparable to bamboo, lemon grass, and sofia grass (Table 2). Lignocellulosic materials with 34% or higher cellulose content are regarded as pulp and paper production from a chemical composition point of view [32] [33] . Holocellulose and α-cellulose contents in plant biomass positively influence the yield of pulp during chemical pulping methods. The cellulose content of cellulosic raw materials also determines physical strength properties of paper [33] . Lignin content of E. binata was 21.2% compared to bamboo (24.7%), lemon grass (17.4%), and sofia grass (17.0%). Lignin is undesirable polymer for paper production and the removal of lignin during pulping requires the high amount of energy and chemicals. Lower lignin content of raw materials makes them suitable for delignification at milder pulping conditions (lower temperatures and chemical charges) to reach a desirable kappa number [33] [34] . Ash content of E. binata was found lower compared to lemon grass and higher than bamboo and sofia grass. The mineral components of lignocellulosic biomass represented as ash content. Higher ash content is undesirable during refining and recovery of cooking liquor. It is well established that transition metals such as Mn, Fe and Cu negatively affects pulp bleachability (hydrogen peroxide and oxygen) and bleaching selectivity [27] [34] .
Table 2. Proximate chemical analysis of Eulaliopsis binata.
Note: *Extractive free basis, ӝCorrected for ash.
3.3. Effect of Cooking Parameters on Pulp Yield, Rejects and Kappa Number
Morphological characteristics and proximate chemical analysis of E. binata indicated that, the raw material has the potential to produce good quality of pulp with low active alkali and milder cooking conditions. Lower lignin content and higher 1% NaOH solubility of the material indicated that low active alkali may results satisfactory separation of cell wall to produce the pulp of acceptable quality. FE-SEM analysis of E. binata revealed the loose and open anatomy of substrate which facilitates the penetration of cooking liquor throughout the raw material (Figure 1).
Soda pulping of E. binata was carried out using 8% to 16% of active alkali (as Na2O) while keeping other conditions constant like pulping temperature, pulping time and bath ratio. The screened pulp yield increased up to 12% of active alkali (as Na2O) and declined thereafter. Maximum screened pulp yield (40.21%) of kappa number 17.25 was obtained at an alkali dose of 12% (as Na2O) (Figure 2). Kappa number and screening rejects
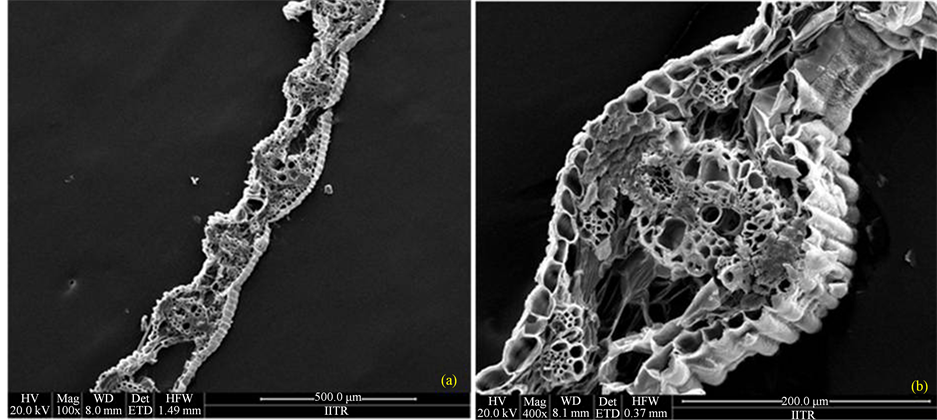
Figure 1. SEM images of transverse section of Eulaliopsis binata, (a) at 100 magnification, (b) at 500 magnification.

Figure 2. Effect of active alkali charge on screened pulp yield and kappa number [pulping conditions: time from ambient temperature to 105˚C = 45 min, time from 105˚C to 150˚C = 45 min, time at 150˚C =150 min, bath ratio = 1:5, temperature = 150˚C, alkali dose = varied (8% - 16%, as Na2O)].
declined sharply up to 12% of active alkali charge and became almost constant thereafter. 12% of active alkali was found optimum for the delignification of E. binata. Active alkali is one of the major factors which affect the degree of delignification and breaking down of carbohydrates significantly in the process of soda pulping. Another set of experiments showed that E. binata produced screened pulp yield of kappa number and screening rejects by 36.76%, 23.23% and 6.34% respectively at a pulping temperature of 120˚C. Further, increase in temperature from 120˚C to 130˚C, screening rejects reduced to 0.9% and screened pulp yield improved to 41.12% (Figure 3). Beyond a cooking temperature of 130˚C, screened pulp yield decreased while delignification increased slightly. The temperature of 130˚C was found optimum to produce maximum pulp yield with acceptable kappa number. The dissolution of lignin and cellulose was accelerated by increasing the pulping temperature [35] . Figure 4 shows the effect of cooking time on delignification of E. binata during soda pulping, while keeping other variables constant. The maximum screened pulp yield (42.36%) with kappa number (17.27) was obtained at cooking time of 120 min and further increase in cooking time decreased the screened pulp yield significantly while change in kappa number was insignificant. Therefore, an optimum cooking time for soda pulping of E. binata was 120 min. The increase in solid to liquor ratio 1:1 to 1:4 at optimum pulping conditions improved the screened pulp yield from 38.57% to 43.58% while kappa number dropped from 24.74 to 17.38 units. Further increase in solid to liquor ratio adversely affected the screened pulp yield (Figure 5). Finally, it was concluded that maximum pulp yield (43.58%) of kappa number 17.38 with 0.9% screening rejects was obtained at 12% of active alkali (as Na2O) pulping temperature 130˚C, cooking time 120 min and solid to liquor ratio 1:4. Kaur et al. [9] studied the soda pulping of sofia and lemon grass, reported a maximum pulp yield of 43.5% during soda pulping of Sofia grass with 14% active alkali (as Na2O) at pulping temperature 160˚C and pulping time 90 min. Likewise, a maximum pulp yield of 41.4% was obtained during soda pulping of lemon grass at the similar conditions except temperature (150˚C).
3.4. Effect of Soda, Ethanol-Soda and Bio-Soda Pulping on Pulp Yield and Properties
E. binata was delignified by ethanol-soda and bio-soda pulping processes and compared with soda pulping process in terms of screened pulp yield, kappa number, brightness and physical strength properties. Ethanol was mixed with soda liquor varying the doses from 20% to 35% (v/w) with a gap of 5% and delignified as per optimum conditions maintained during soda pulping of E. binata.

Figure 3. Effect of pulping temperature on screened pulp yield and kappa number [pulping conditions: time from ambient temperature to 105˚C = 45 min, time from 105˚C to 130˚C = 35 min, time at temperature 120˚C - 160˚C =150 min, bath ratio = 1:5, temperature = varied (120˚C - 160˚C), alkali dose = 12%, as Na2O].
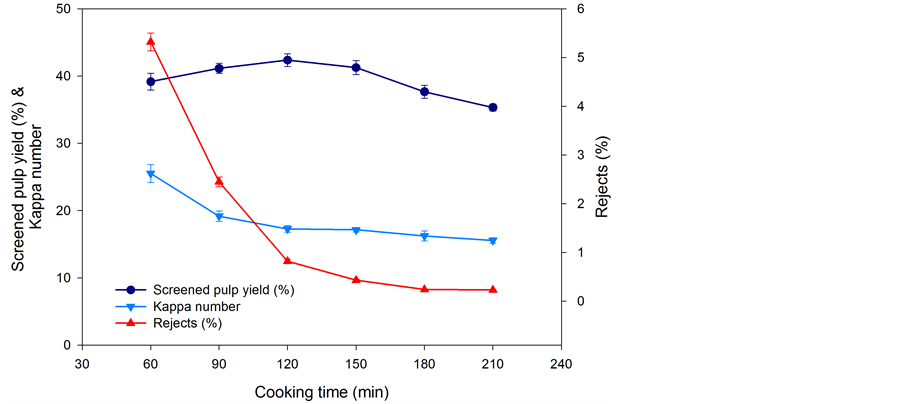
Figure 4. Effect of cooking time on screened pulp yield and kappa number [pulping conditions: Time from ambient temperature to 105˚C = 45 min, time from 105˚C to 130˚C = 35 min, time at 130˚C = varied (60 - 210 min), bath ratio = 1:5, temperature = 130˚C, alkali dose = 12%, as Na2O].
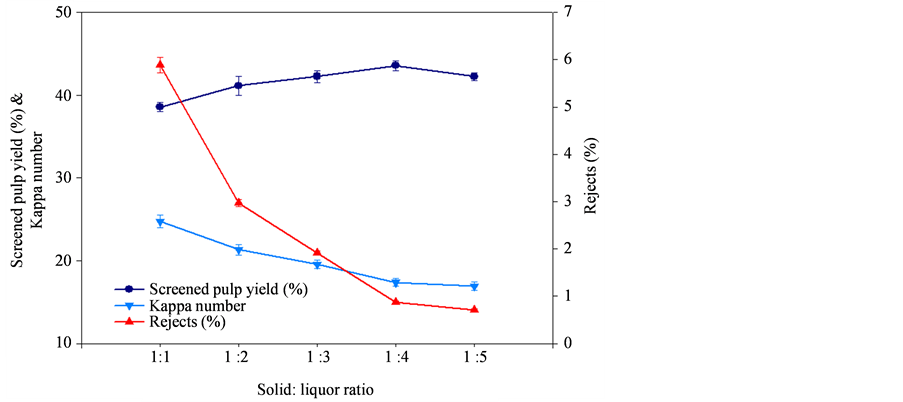
Figure 5. Effect of moisture ratio on screened pulp yield and kappa number [pulping conditions: time from ambient temperature to 105˚C = 45 min, time from 105˚C to 130˚C = 35 min, time at 130˚C = 120 min, bath ratio = varied (1:1 - 1:5), temperature = 130˚C, alkali dose = 12%, as Na2O].
The maximum pulp yield of 47.48% with a kappa number of 16.13 was obtained using 30% ethanol during soda pulping. The pulp yield was improved by 3.9% and 4.72% compared to soda and bio-soda pulping processes respectively while kappa number reduced by 1.25 units compared to soda pulping process and bio- soda pulping process did not show any significant reduction in kappa number (Table 3).
It is well established that cleavage of α-O-4 and β-O-4 linkages in the lignin is necessary for lignin dissolution during pulping. After cleaving of these linkages, lower molecular weight and solvent soluble fragments of lignin are formed. Addition of ethanol to soda cooking liquor may cause improvement in the solubility of lignin in the liquor. Depolymerized lignin fragments that are larger than pore size of substrate cell wall solubilized in cooking liquor and removal occurred through cell wall [12] [13] . Hilder-brand’s solubility of the solvent is an important parameter for the polymer solubility. A solvent should have the solubility parameter close to 11 (as much as possible) for higher solubility of lignin and the solubility parameter of ethanol is 12.7 whereas solubility
Table 3. Comparison of soda, ethanol-soda and bio-soda pulping of E. binata.
± refers standard deviation.
parameter for water is 23.4 [13] [36] [37] . Soda pulping showed the higher yield losses due to degradation of carbohydrates and less selective delignification. On the other hand, addition of ethanol to soda liquor improved the selective delignification [12] [13] . The addition of ethanol to soda liquor reduced the dissolving power of liquor which protected the cellulosic fibre against degradation, thereby improving the pulp yield [12] [35] [38] . Several researchers have reported improvement in pulp yield up to 10% by ethanol-soda pulping compared to soda pulping [12] [35] [39] . The amount of reducing sugars released in black liquor during soda pulping (2.27 mg/ml) was higher compared to 1.92 and 1.62 mg/ml for bio-soda and ethanol-soda pulping of E. binata respectively. Crystallinity index of ethanol-soda was 46.21% compared to 43.39% and 42.54% for soda and bio-soda pulps respectively (Figure 6). During soda pulping cellulose and hemicelluloses undergoes peeling reactions in which single monosaccharide units sequentially are removed from the reducing end of carbohydrate chain. The higher crystallinity index in ethanol-soda pulping can be due to the fact that ethanol protects the carbohydrates against reactions during cooking processes and recrystallization of amorphous glucan occurred concurrently during pulping [12] [39] . The results of viscosity also validated the increased pulp yield during ethanol-soda pulping of E. binata. Ethanol-soda pulp showed maximum pulp viscosity (29.22 cps) compared to 23.16 and 21.54 cps for bio-soda and soda pulps respectively (Table 4).
Similar findings were also reported by Akgul et al. [40] , who observed 14.4% and 17% increase in viscosity during with the addition of 40 and 50% of ethanol to soda pulping of cotton stalk compared to soda pulping. Pulp yield of ethanol-soda of cotton stalk was also increased by 13.5% and 14% with the addition of 40% and 50% of ethanol to soda pulping [40] . Gumuskaya et al. [39] reported an increase of 9.85% in pulp yield and during ethanol-soda pulping of cotton linters at 160˚C compared to soda pulping at the same cooking conditions. Higher pulp viscosity of ethanol pulp with higher pulp yield was also reported by Sridach [14] . Pulp brightness (ISO) after ethanol-soda and bio-soda pulping of E. binata was improved by 6.6% and 4.1% respectively compared to soda pulping. The improvement in pulp brightness was due to selective removal of lignin fragments during ethanol-soda and bio-soda pulping processes. A comparison among physical strength properties were done for all the three types of pulps at a fixed beating level of 35˚ ± 1˚ SR. An improvement in physical strength properties was observed in case of ethanol-soda and bio-soda compared to soda pulping. Addition of 30% ethanol during soda pulping of E. binata, improved the pulp brightness by 6.6%, tensile index 32.18%, burst index 35.40% and double fold numbers 77.31% compared to soda pulping (Table 5). On contrary to this, tear index of ethanol-soda pulp decreased by 9.95% compared to soda pulp. Similarly, bio-soda pulp showed an improvement in tensile index, burst index and double fold numbers by 24.94%, 14.03% and 48.45% respectively compared to soda pulp. Following the same pattern, tear index of bio-soda pulp decreased by 12.86% compared to soda pulping. SEM analysis showed higher bonding among the fibres of ethanol-soda and bio-soda pulps compared to soda pulp (Figure 7).
The bonding of fibres is an important factor for paper properties. The bonding among fibres depends on hydrophilic nature of fibre surface, and consequently on hydrogen bond formation ability of fibres. The presence of hemicelluloses favors the hydrogen bond formation ability and bonding of fibres which in turn improves the paper properties. The hydrophobic nature of lignin in fibre may directly affect the properties of paper. During delignification by soda pulping, lignin condensation and precipitation on fibre surface occurs which may affect
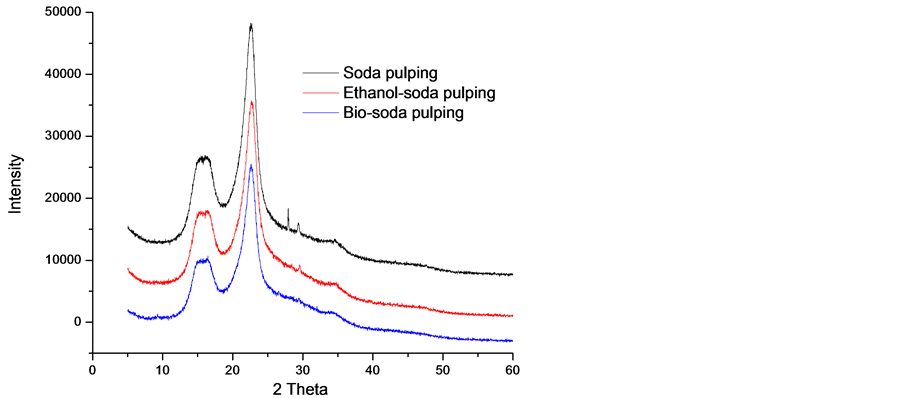
Figure 6. XRD analysis of soda, bio-soda and ethanol-soda pulps.
Table 4. Comparison of crystallinity index and viscosity of pulp after soda pulping, organosolve pulping and bio-pulping.
*Oven dry basis, ± refers standard deviation.
Table 5. Comparison of brightness and strength properties after soda, ethanol-soda and bio-soda pulping of E. binata.
Note: all the pulps were beaten at 35 ± 1˚ SR, ± refers standard deviation.
the hydrogen bonding of fibres. Moreover, pulps with higher lignin content show slow beating and poor inter- fibre bonding which results into low sheet density and inferior strength properties [12] [41] [42] . In ethanol-soda pulping, the selective lignin removal and retention of hemicelluloses and less degradation of cellulose chains resulted into superior physical strength properties of paper.
The fibre strength and degree of bonding between fibres govern the tensile strength of paper. Tear strength depends upon fibre length as well as on fibre boding. The tear strength starts to decline due to an increase in bonding strength beyond a certain level [12] [21] [41] [42] . The necessary work that has to be done to pull the fibers loose depends on the length of the fibers as well as the bond strength. At higher levels of beating the inter fiber bond strength will be higher and fibers start to break instead of being pulled out intact. It takes less work to break a fiber than to pull it out (at least for long fibers) and the tear strength goes through a maximum as bond

Figure 7. SEM image of (a) soda pulps and (b) bio-soda pulp (c) ethanol-soda pulp.
strength increases. The higher strength properties for ethanol-soda pulp compared to soda pulp have been reported by various researchers [12] [14] . Sahin [12] observed 34.88% and 11.84% improvement in burst and tensile strength after ethanol-soda pulping of jute compared to soda pulping. Akgul and Tozluolu [40] reported, 56.52% and 44.71% enhancement in burst and tensile index of ethanol-soda pulp respectively (40% ethanol and 18% NaOH) compared to soda pulp delignified at 18% active alkali and at a fixed beaten time of one min.
In the present study, during ethanol-soda pulping of E. binata higher pulp yield, superior physical strength optical properties and lower kappa number were observed due to the selective removal of lignin, retention of hemicelluloses and less degradation of cellulose. Further work can also be carried out on ethanol recovery during pulping process and the reduction of alkali dose during ethanol-soda pulping of E. binata.
4. Conclusion
During soda pulping of E. binata, maximum pulp yield with acceptable kappa number was obtained at milder cooking conditions such as 12% of active alkali (as Na2O), pulping temperature 130˚C, cooking time 120 min, and solid to liquor ratio 1:4. Pulp yield and strength properties were improved significantly during ethanol-soda pulping of E. binata due to selective lignin removal, retention of hemicelluloses and less degradation of cellulose chains.
Conflicts of Interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Cite this paper
Archana Gautam,Amit Kumar,Dharm Dutt, (2016) Effects of Ethanol Addition and Biological Pretreatment on Soda Pulping of Eulaliopsis binata. Journal of Biomaterials and Nanobiotechnology,07,78-90. doi: 10.4236/jbnb.2016.72010
References
- 1. Tandon, R., Negi, S.D. and Mathur, R.M. (2013) Waste Paper Collection Mechanism in India—Current Status & Future Requirement. IPPTA Journal, 25, 37-40.
- 2. ITC (2011) Discussion Paper on Collection and Recycling of Waste Paper in India.
- 3. Hiloidhari, M., Das, D. and Baruah, D.C. (2014) Bioenergy Potential from Crop Residue Biomass in India. Renewable and Sustainable Energy Reviews, 32, 504-512.
http://dx.doi.org/10.1016/j.rser.2014.01.025 - 4. IARI (2012) Crop Residues Management with Conservation Agriculture: Potential, Constraints and Policy Needs. Indian Agricultural Research Institute, New Delhi, vii+32.
- 5. Delgado-Aguilar, M., Tarrés, Q., Puig, J., Boufi, S., Blanco, á. and Mutjé, P. (2015) Enzymatic Refining and Cellulose Nanofiber Addition in Papermaking Processes from Recycled and Deinked Slurries. Bioresources, 10, 5730-5743.
http://dx.doi.org/10.15376/biores.10.3.5730-5743 - 6. Dutt, D., Sharma, A.K., Agnihotri, S. and Gautam, A. (2012) Characterization of Dog Tooth Grass and Its Delignification by Soda Pulping Process. Journal of Science and Technology, 1, 434-447.
- 7. Shatalov, A.A. and Pereira, H., (2005) Arundo donax L. Reed: New Perspectives for Pulping and Bleaching. Part 4. Peroxide Bleaching of Organosolv Pulps. Bioresource Technoogy, 96, 865-872.
http://dx.doi.org/10.1016/j.biortech.2004.09.005 - 8. Dutt, D., Upadhyaya, J.S., Tyagi, C.H., Kumar, A. and Lal, M. (2008) Studies on Ipomea carnea and Cannabis sativa as an Alternative Pulp Blend for Softwood: An Optimization of Kraft Delignification Process. Industrial Crops and Products, 28, 128-136.
http://dx.doi.org/10.1016/j.indcrop.2008.02.001 - 9. Kaur, H., Dutt, D. and Tyagi, C.H. (2010) Optimization of Soda Pulping Process of Ligno-Cellulosic Residues of Lemon and Sofia Grasses Produced after Steam Distillation. Bioresources, 6, 103-120.
- 10. Kumar, L., Dutt, D. and Bharti, A. (2013) Delignification of Phragmites Karka—A Wetland Grass—By Soda Pulping Process. Bioresources, 8, 3426-3437.
http://dx.doi.org/10.15376/biores.8.3.3426-3437 - 11. Madakadze, I.C., Masamvu, T.M., Radiotis, T., Li, J. and Smith, D.L. (2010) Evaluation of Pulp and Paper Making Characteristics of Elephant Grass (Pennisetum purpureum Schum) and Switchgrass (Panicum virgatum L.). African Journal of Environmental Science and Technology, 4, 465-470.
- 12. Sahin, H.T. (2003) Base-Catalyzed Organosolv Pulping of Jute. Journal of Chemical Technology and Biotechnology, 78, 1267-1273.
http://dx.doi.org/10.1002/jctb.931 - 13. Yoon, S.H., Labosky Jr., P. and Blankenhorn, P.R. (1997) Ethanol-Kraft Pulping and Papermaking Properties of Aspen and Spruce. TAPPI Journal, 80, 203-210.
- 14. Sridach, W. (2010) The Environmentally Benign Pulping Process of Non-Wood Fibers. Suranaree Journal of Science and Technology, 17, 105-123.
- 15. Xu, Y., Li, K. and Zhang, M. (2007) Lignin Precipitation on the Pulp Fibers in the Ethanol-Based Organosolv Pulping. Colloids Surface A: Physiochemical and Engineering Aspects, 301, 255-263.
http://dx.doi.org/10.1016/j.colsurfa.2006.12.078 - 16. Lei, W., Wangui, W., Xiang, J. and Lu, C. (2011) Biodegradation of Lignin by the White Rot Fungus Polyporus varius and Its Promising Potential for Biopulping. 2011 International Conference on Materials for Renewable Energy & Environment (ICMREE), Shanghai, 20-22 May 2011, 464-468.
- 17. Singh, P., Sulaiman, O., Hashim, R., Rupani, P.F. and Peng, L. (2010) Biopulping of Lignocellulosic Material Using Different Fungal Species: A Review. Reviews in Environmental Science and Biotechnolology, 9, 141-151.
http://dx.doi.org/10.1007/s11157-010-9200-0 - 18. Luce, G.E. (1970) The Physics and Chemistry of Wood Pulp Fibers. STAP No. 8, TAPPI, New York.
- 19. Runkel, R.O. (1949) über die Herstellung von Zellstoff aus Holz der gattung Eucalyptus and Versuche mit zwei unterschiedlichen Eucalyptusarten. Das Papier, 3, 476-490.
- 20. Barefoot, A.C., Hitchings, R. and Ellwood, E. (1966) Wood Characteristics and Kraft Paper Properties of Four Selected Loblolly Pines (Pinus taeda) III. Effect of Fiber Morphology in Pulps Examined at a Constant Permanganate Number. TAPPI Journal, 49, 137-147.
- 21. Kaur, H. and Dutt, D. (2013) Anatomical, Morphological and Chemical Characterization of Lignocellulosic By-Products of Lemon And Sofia Grasses Obtained after Recuperation of Essential Oils by Steam Distillation. Cellulose Chemistry and Technology, 47, 83-94.
- 22. TAPPI (2007) Standard Test Methods, Technical Association of the Pulp and Paper Industry. TAPPI Press, Atlanta.
- 23. Gautam, A. (2015) Production and Characterization of Xylanases and Their Applications in Bleaching. PhD Thesis, Department of Paper Technology, IIT Roorkee, Roorkee.
- 24. Miller, G.L. (1959) Use of Dinitrosaiicyiic Acid Reagent for Determination of Reducing Sugar. Analytical Chemistry, 31, 426-428.
http://dx.doi.org/10.1021/ac60147a030 - 25. Park, S., Baker, J., Himmel, M., Parilla, P. and Johnson, D. (2010) Cellulose Crystallinity Index: Measurement Techniques and Their Impact on Interpreting Cellulase Performance. Biotechnology for Biofuels, 3, 10.
http://dx.doi.org/10.1186/1754-6834-3-10 - 26. Sharma, A.K., Dutt, D., Upadhyaya, J.S. and Roy, T.K. (2011) Anatomical, Morphological, and Chemical Characterization of Bambusa tulda, Dendrocalamus hamiltonii, Bambusa balcooa, Malocana baccifera, Bambusa arundinacea and Eucalyptus tereticornis. Bioresources, 6, 5062-5073.
- 27. Shakhes, J., Zeinaly, F., Marandi, M.A.B. and Saghafi, T. (2011) The Effects of Processing Variables on the Soda and Soda-AQ Pulping of Kenaf Bast Fiber. Bioresources, 6, 4626-4639.
- 28. Ververis, C., Georghiou, K., Christodoulakis, N., Santas, P. and Santas, R. (2004) Fiber Dimensions, Lignin and Cellulose Content of Various Plant Materials and Their Suitability for Paper Production. Industrial Crops and Products, 19, 245-254.
http://dx.doi.org/10.1016/j.indcrop.2003.10.006 - 29. Ona, T., Sonoda, T., Ito, K., Shibata, M., Tamai, Y. and Kojima, Y., et al. (2001) Investigation of Relationships between Cell and Pulp Properties in Eucalyptus by Examination of Within-Tree Property Variations. Wood Science and Technology, 35, 229-243.
http://dx.doi.org/10.1007/s002260100090 - 30. Rodríguez, A., Moral, A., Serrano, L., Labidi, J. and Jiménez, L. (2008) Rice Straw Pulp Obtained by Using Various Methods. Bioresources Technology, 99, 2881-2886.
http://dx.doi.org/10.1016/j.biortech.2007.06.003 - 31. Lopez, F., Eugenio, M.E., Diaz, M.J., Nacimiento, J.A., Garcia, M.M. and Jimenez, L. (2005) Soda Pulping of Sunflower Stalks, Influence of Process Variables on the Resulting Pulp. Journal of Industrial Engineering Chemistry, 11, 387-394.
- 32. Nieschlag, H.J., Nelson, G.H., Wolff, J.A. and Perdue, R.E. (1960) A Search for New Fiber Crops. TAPPI Journal, 43, 193-201.
- 33. Abdul Khalil, H.P.S., Alwani, M.S., Ridzuan, R., Kamarudin, H. and Khairul, A. (2008) Chemical Composition, Morphological Characteristics, and Cell Wall Structure of Malaysian Oil Palm Fibers. Polymer-Plastic Technology and Engineering, 47, 273-280.
http://dx.doi.org/10.1080/03602550701866840 - 34. Cao, S., Ma, X., Lin, L., Huang, F., Huang, L. and Chen, L. (2014) Morphological and Chemical Characterization of Green Bamboo (Dendrocalamopsis oldhami (Munro) Keng F.) for Dissolving Pulp Production. Bioresources, 9, 4528-4539.
http://dx.doi.org/10.15376/biores.9.3.4528-4539 - 35. Ogunsile, B.O. and Quintana, G. (2010) Modeling of Soda-Ethanol Pulps from Carpolobia lutea. Bioresources, 5, 2417-2430.
- 36. Sarkanen, K.V. and Ludwig, C.H. (1971) Lignins: Occurrence, Formation, Structure and Reactions. Wiley-Interscience, New York, 639.
- 37. Reichardt, C. (1988) Solvents and Solvent Effects in Organic Chemistry. VCH Publishers, New York.
- 38. López, F., García, J.C., Pérez, A., García, M.M., Feria, M.J. and Tapias, R. (2010) Leucaena diversifolia a New Raw Material for Paper Production by Soda-Ethanol Pulping Process. Chemical Engineering Research and Design, 88, 1-9.
http://dx.doi.org/10.1016/j.cherd.2009.06.016 - 39. Gumuskaya, E., Usta, M. and Kirci, H. (2003) The Effects of Various Pulping Conditions on Crystalline Structure of Cellulose in Cotton Linters. Polymer Degradation and Stability, 81, 559-564.
http://dx.doi.org/10.1016/S0141-3910(03)00157-5 - 40. Akgul, M. and Tozluoglu, A. (2010) Alkaline-Ethanol Pulping of Cotton Stalks. Scientific Research and Essays, 5, 1068-1074.
- 41. Fernandez, E. and Young, R. (1996) Properties of Cellulose Pulps from Acidic and Basic Processes. Cellulose, 3, 21-44.
http://dx.doi.org/10.1007/BF02228789 - 42. Robinson, J.V. (1980) Bonding of Fibers. In: Casey, P.J., Ed., Pulp and Paper Chemistry and Technology, Wiley-Interscience, New York, 915.
NOTES

*Corresponding author.