Modeling and Numerical Simulation of Material Science
Vol.4 No.1(2014), Article ID:41742,5 pages DOI:10.4236/mnsms.2014.41004
Numerical Simulation on Effects of Electromagnetic Force on the Centrifugal Casting Process of High Speed Steel Roll
Key Laboratory of Road Construction Technology & Equipment of MOE, Chang’an University, Xi’an, China
Email: *songxd@chd.edu.cn
Copyright © 2014 Minghu Yuan et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. In accordance of the Creative Commons Attribution License all Copyrights © 2014 are reserved for SCIRP and the owner of the intellectual property Minghu Yuan et al. All Copyright © 2014 are guarded by law and by SCIRP as a guardian.
Received October 21, 2013; revised November 21, 2013; accepted November 28, 2013
Keywords:Electromagnetic Force; Centrifugal Casting; Flow Field; Numerical Simulation
ABSTRACT
A three-dimensional mathematical and physical model coupling with the heat transfer and the flow of molten metal in the centrifugal casting of the high speed steel roll was established by using CFD software FLUENT. It can be used to analyze the distribution of the temperature filed and the flow filed in the centrifugal casting under the gravity, the electromagnetic stirring force and the centrifugal force. Some experiments were carried out to verify the above analysis results. The effects of the electromagnetic force on the centrifugal casting process are discussed. The results showed that under the 0.15 T electromagnetic field intensity, both the absolute pressure of metal flow to mold wall and the metal flow velocity on the same location have some differences between the electromagnetic centrifugal casting and the centrifugal casting. Numerical results for understanding the electromagnetic stirring of the centrifugal casting process have a guiding significance.
1. Introduction
High speed steel roll has been widely used in the rolling production because of its excellent wear resistance and the better performance than the traditional steel roll [1,2]. In the process of the electromagnetic centrifugal casting, the molten metal flow has a great influence on the quality and the performance of the roll. Since the centrifugal casting is under the complicated force situation and under the high speed, the high temperature and the opaque environment, it is difficult to know the moving and the filling rule of the molten metal. Therefore, it is necessary to analyze the flow field of the molten metal in the electromagnetic centrifugal casting process. Researches about the electromagnetic centrifugal casting mainly focus on the as-cast microstructure. There are less researches on the moving and the filling rule of the molten metal in the electromagnetic centrifugal casting process. Numerical method provides a new way to solve this problem. But the existing numerical methods are based on many simplifications and assumptions. For example, the flowing of the molten metal and the heat transfer for it are analyzed independently; suppose that the gravity can be neglected and the molten metal fills cast instantneously [3-5]. These simplifications and assumptions make the large gap between numerical results and true values. In this paper, a three-dimensional model coupling of the heat transfer and the flow of the molten metal in the centrifugal casting of the high speed steel roll is established by the finite volume method. The molten metal flow pattern has been obtained. The effects of the rotational speed and the electromagnetic force on the centrifugal casting process have been discussed. The results can provide the theoretical evidence for setting the parameter and improving the cast quality.
2. Mathematical and Physical Model Established
In the centrifugal casting process, molten metal is under gravity, centrifugal force and also, electromagnetic force. When molten metal in the centrifugal mold rotated at high speed with a stationary magnetic field, the electromagnetic force compels molten metal to flow in the opposite direction of the rotating mold, resulting in electromagnetic stirring, which can enhance solidification structure and improve casting quality [6-8]. Under gravity, the molten metal poured into rotating mold taking the form of parabola. Then, the friction force between molten metal and mold, the viscous force of molten metal and the centrifugal force generated by the high speed revolution make molten metal into hollow roll. The moving of molten metal is determined by the force, and also, the temperature. Therefore, it is necessary to analyze the behavior of molten metal by coupling temperature field, flow field and magnetic field. The mass equation, momentum equation, energy equation and electromagnetic force equation which describe the moving of the molten metal are listed as below, respectively.
Mass equation:
 (1)
(1)
Momentum equation:
 (2)
(2)
Energy equation:
 (3)
(3)
where  is Hamiltonian operator,
is Hamiltonian operator, ;
;  is Laplace operator,
is Laplace operator, ;
; ,
,  ,
,  ,
,  ,
,  ,
, 
and  are the density, velocity vector, pressure, body force, specific heat, thermal conductivity and temperature, respectively.
are the density, velocity vector, pressure, body force, specific heat, thermal conductivity and temperature, respectively.
Electromagnetic force can be calculated by Maxwell equation:
 (4)
(4)
where ,
,  ,
,  ,
,  ,
, 
 present electromagnetic force; conductivity; radius; time; electromagnetic induction intensity; the angular velocity of molten metal in the mold respectively.
present electromagnetic force; conductivity; radius; time; electromagnetic induction intensity; the angular velocity of molten metal in the mold respectively.  is employed in this paper.
is employed in this paper.
The physical model is built by the pre-processing software Gambit. The principle of electromagnetic centrifugal cast is shown in Figure 1. x, y, and z present horizontal radial, vertical radial and axial direction, respectively. The origin of coordinates is set on the center of rotation. The physical mesh model is shown in Figure 2. In this model, 73,906 hexahedral elements are employed
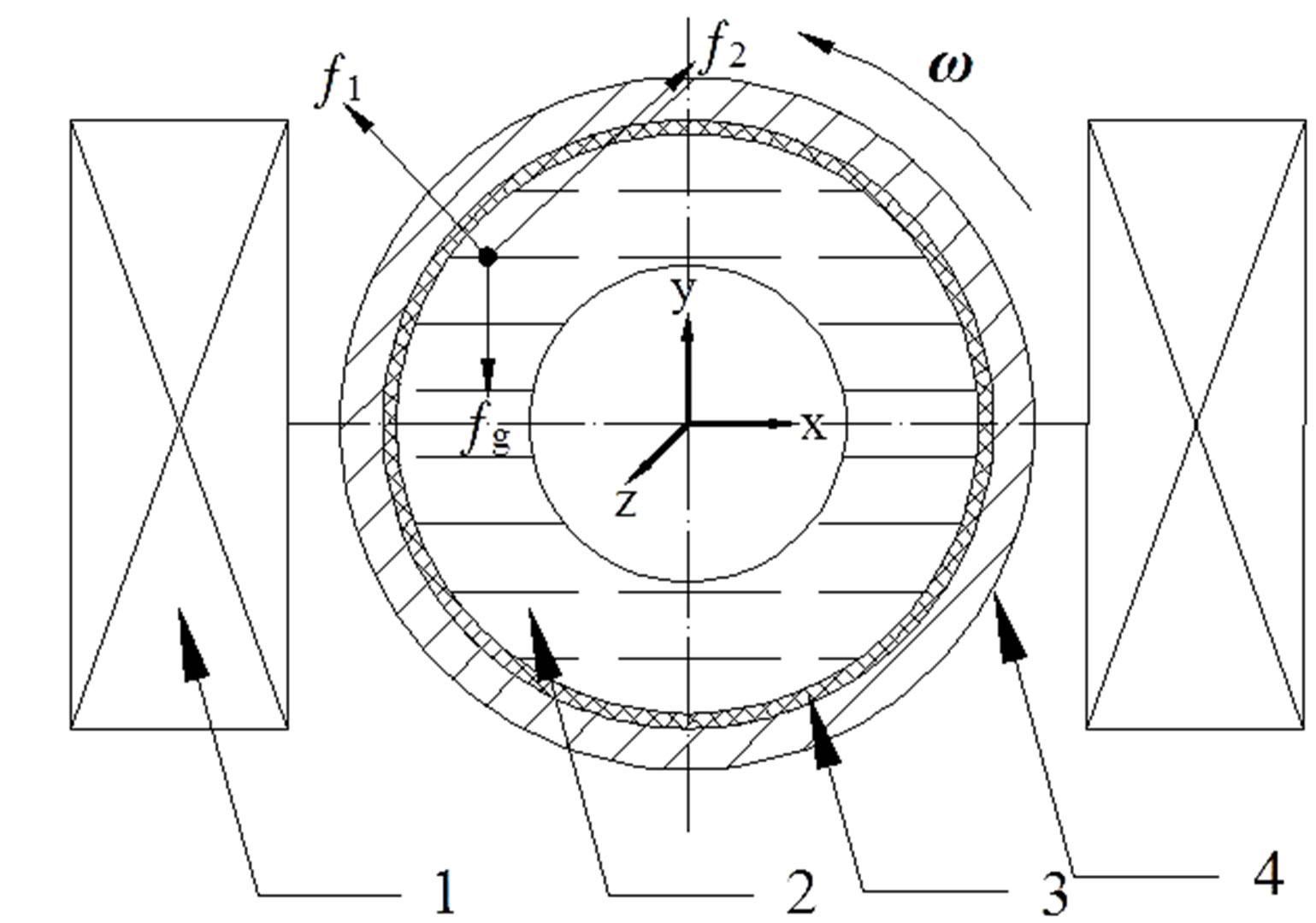
Figure 1. The principle schematic diagram of electromagnetic centrifugal casting (1-electromagnet; 2-molten metal; 3-coating; 4-mold; f1-centrifugal force; f2-electromagnetic force; fg-gravity; ω-angular velocity of mold).
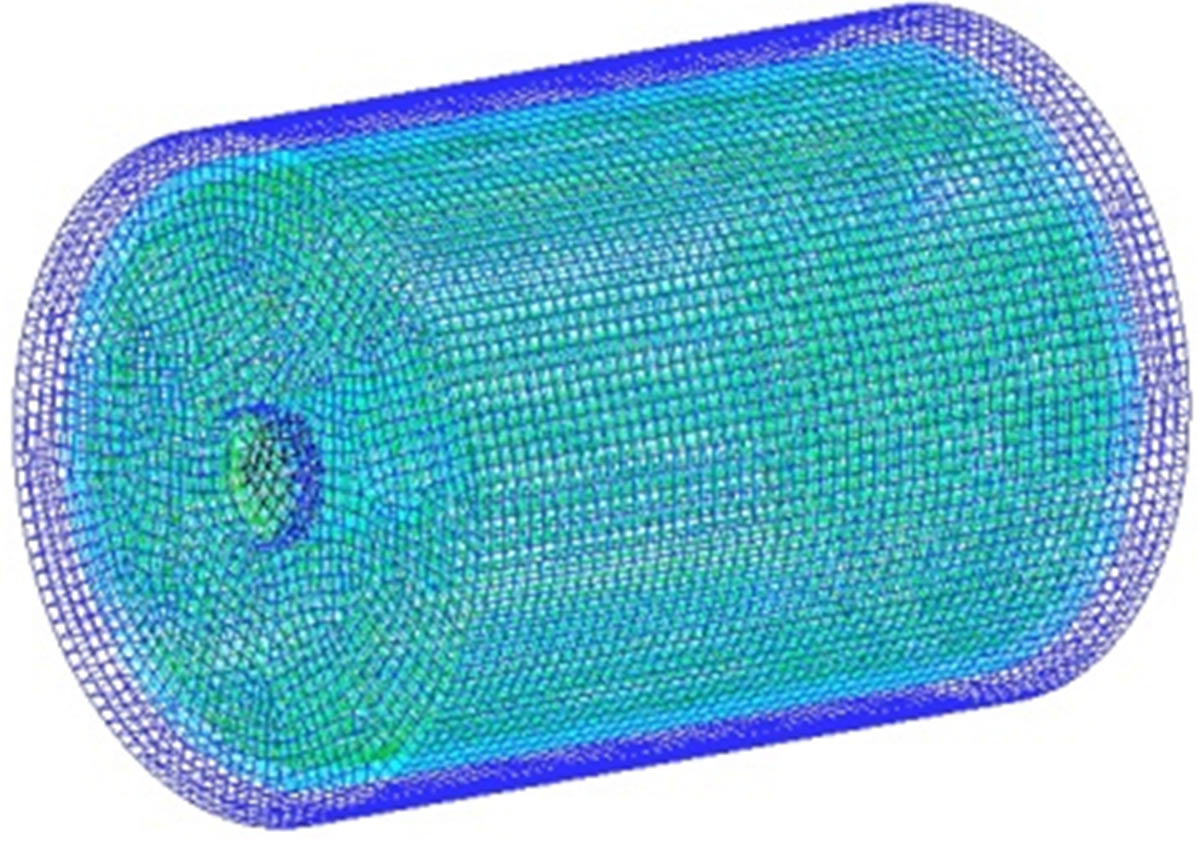
Figure 2. Physical mesh.
to mesh solution domain. The material of mold is stainless steel and its inner surface is covered by coating which made of water glass and hardening quartz sand. The external diameter and inner diameter of the mold are 200 mm and 180 mm respectively. Its depth is 250 mm. The rotational speed can be set as 800 r/min, 1100 r/min or 1600 r/min. The initial temperature of the mold is 300 K and the pouring temperature is 1833 K.
VOF model is chosen for multiphase flow to track free interface between molten metal and air. The solver which based on pressure and the first order implicit time scheme are employed in VOF model. Reynolds stress model is chosen as turbulence model because it can simulate high intensity eddy and anisotropy of turbulence very well. Solidification and melting model are used to simulate phase change process.
The magnetic field of the air gap of electromagnet is not uniform in reality. When the air gap is small, it can be considered as uniform. In the numerical analysis, the magnetic field is considered as uniform and its intensity value should be put into the software as input. The material properties of stainless steel are as follows, thermal conductivity is ; specific heat is 481
; specific heat is 481  and density is
and density is . For quartz sand, thermal conductivity is
. For quartz sand, thermal conductivity is ; specific heat is
; specific heat is  and density is
and density is . Thermal properties of high speed steel are shown in Table 1.
. Thermal properties of high speed steel are shown in Table 1.
3. Numerical Simulation Results and Analysis
3.1. The Influence of Rotational Speed on Centrifugal Casting Process
In this example, centrifugal casting process is considered. The size of the sprue is  40 mm; the pouring velocity is 0.15 m/s; the thickness of the roll is 30 mm. It is assumed that molten metal is incompressible, Newtonian fluid and its material properties are not changing with temperature. In the calculation, time step is chosen as 0.005 s - 0.01 s to adapt different Courant value. This simulation can simulate the whole process of centrifugal casting for a period of 22.8 second.
40 mm; the pouring velocity is 0.15 m/s; the thickness of the roll is 30 mm. It is assumed that molten metal is incompressible, Newtonian fluid and its material properties are not changing with temperature. In the calculation, time step is chosen as 0.005 s - 0.01 s to adapt different Courant value. This simulation can simulate the whole process of centrifugal casting for a period of 22.8 second.
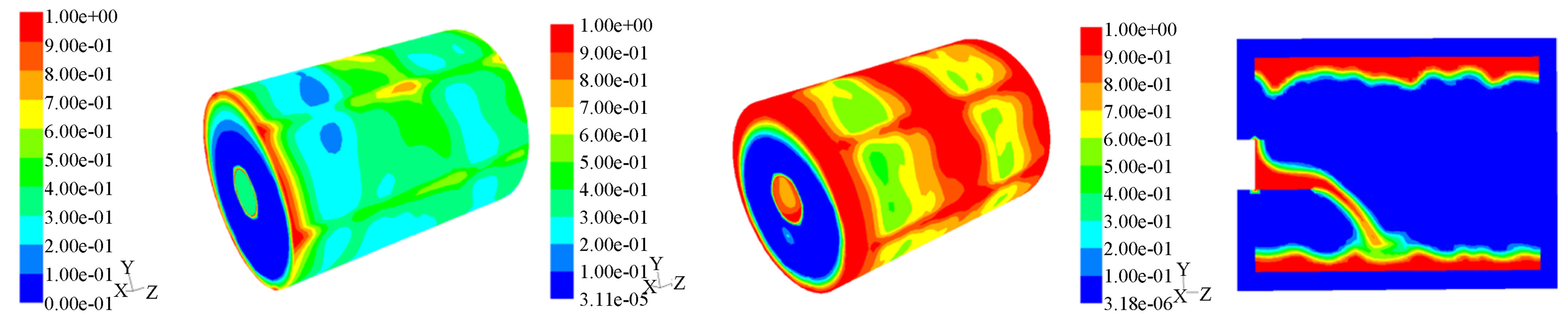
In general, rotational speed of centrifugal casting process has a critical value. When rotational speed researches the critical value, the high quality roll which has predetermined shape can be obtained. When the rotational speed is much lower than the critical value, eccentricity may occur in roll because of centrifugal force deficiency, and make the deformation unsuccessful. While, when the rotational speed is much higher than the critical value, large tensile stress may occur and longitudinal crack is developed, which makes segregation even worse. Figure 3 show molten metal volume fraction distribution in the period of 22.8 s under rotational speed 1100 r/min.
It can be seen from Figure 3 that at the initial stage when molten metal pouring into the mold, taylor vortex flow happens. The eddy pitch decreases with increasing rotational speed. Also, it can be seen from Figure 3(f) and Figure 4 that distributions of molten metal volume fraction have eccentric phenomena at the end of the pouring process. Moreover, the eccentric phenomena get improved when rotational speed increasing. Figure 5 is the picture of high speed steel roll after machining, the eccentric phenomena can also be seen clearly form Figure 5. Comparing the results for different rotational speed (800 r/min, 1100 r/min, 1600 r/min), we can see the smoothest molten filling is got with a rotational speed of 1100 r/min and the inner surface of the roll is more uniform at 1100 r/min, which has significant influence on the cast quality.
3.2. The Influence of Electromagnetic Force on Absolute Pressure in the Mold
In the electromagnetic centrifugal casting process, molten metal is under gravity, centrifugal force and also, electromagnetic stirring force generated by electromagnetic induction. The direction of the tangential component of electromagnetic force is opposite to the motion direction of the molten metal, which makes relative movement between molten metal. This relative move-

Table 1. Thermal physical properties of high speed steel.
 (a)(b)(c)
(a)(b)(c) 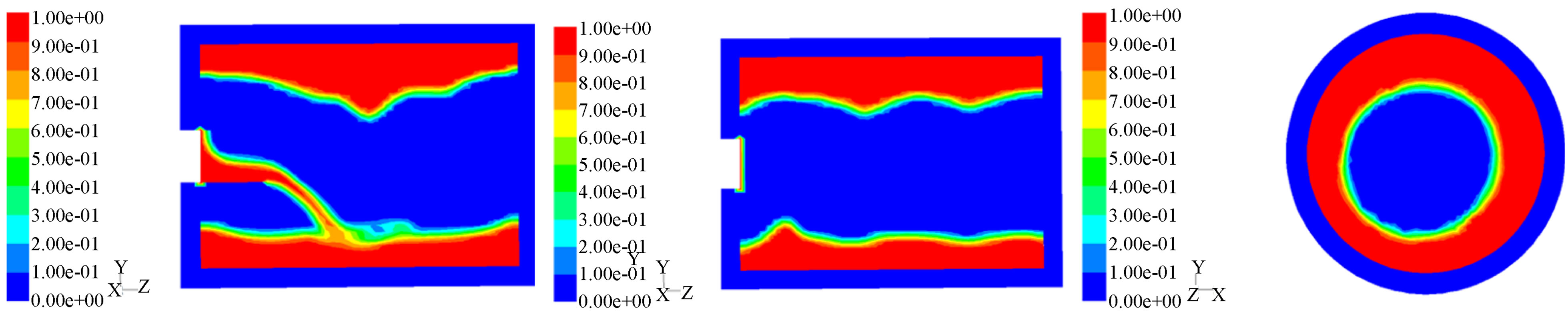 (d)(e)(f)
(d)(e)(f)
Figure 3. Molten metal volume fraction distribution under rotational speed of 1100 r/min. (a) 2 s; (b) 4 s; (c) 10s; (d) 16.8 s; (e) 22.8 s; (f) the cross-section from sprue 120 mm at 22.8 s.
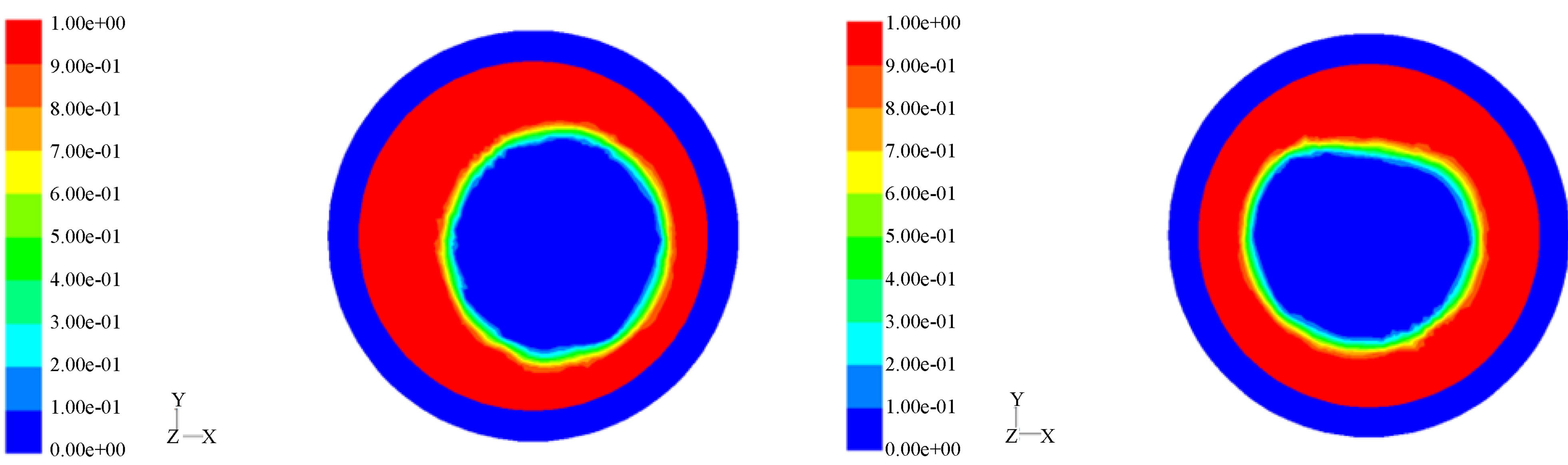 (a)(b)
(a)(b)
Figure 4. Molten metal volume fraction distribution of the cross-section from sprue 120 mm at 22.8 s. (a) under 800 r/mm; (b) under 800 r/mm.

Figure 5. The picture of high speed steel roll after machining outer surface.
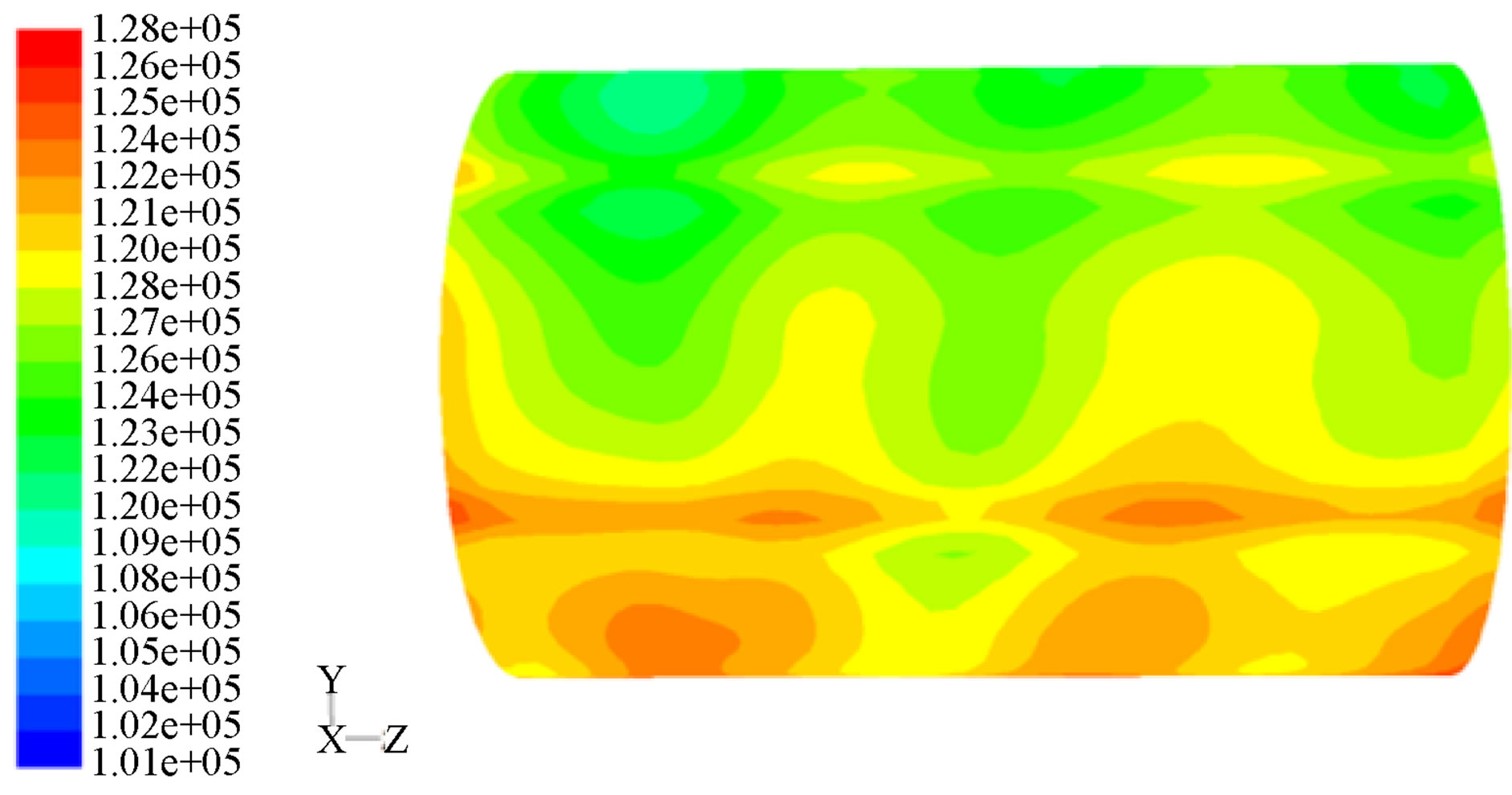
ment may change flow filed, solute redistribution of molten metal and metal solidification process, and then, change microstructure and performance of the cast. The effects of electromagnetic filed on casting process can be observed directly by the change of absolute pressure to the mold. Electromagnetic filed makes the centrifugalforce decreased to some extent. Comparing the results under different conditions, which have electromagnetic field applied or not, it can be seen form Figures 6 and 7 that differences exist on the absolute pressure on the same location. The difference is small since the electromagnetic force is relative small compared with centrifugal force, and the difference ranges from 25 Pa to 2418 Pa.
3.3. The Influence of Electromagnetic Force on Metal Flow Velocity
The flowing state of the molten metal is basically identical with centrifugal casting. On the transverse interface of the mold, the electromagnetic force compels molten metal to flow in the opposite direction of the rotating mold, so the velocity vector of the molten metal decreas-
 (a)
(a) 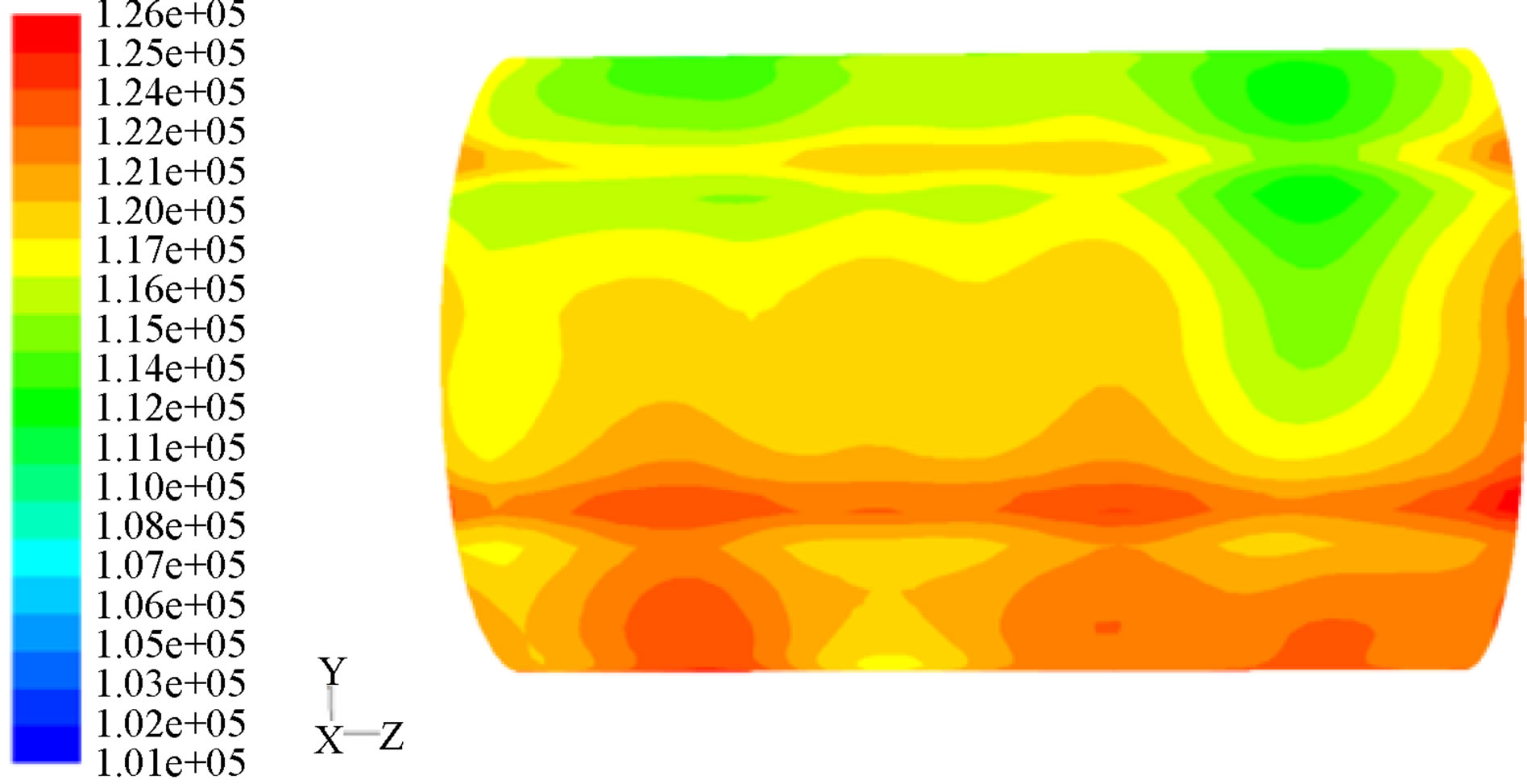 (b)
(b)
Figure 6. The three dimensional picture of absolute pressure vary on the electromagnetic centrifugal casting and the centrifugal casting.
es when applying electromagnetic field.
Figure 8 is the comparison of resultant velocity between centrifugal casting and electromagnetic centrifugal casting from sprue 120 mm under rotational speed 1100 r/m. Since the molten metal is flowing fast, it is in turbulent state. The adjacent flow mixes up and produce velocity component which is perpendicular to horizontal cross-section. In the whole, the velocity of molten metal may decrease after applying magnetic field. Comparing the resultant velocity with that of the ordinary centrifugal casting, the maximal difference is 0.104 m/s and the minimal difference is 0.064 m/s. This reflects the electro-
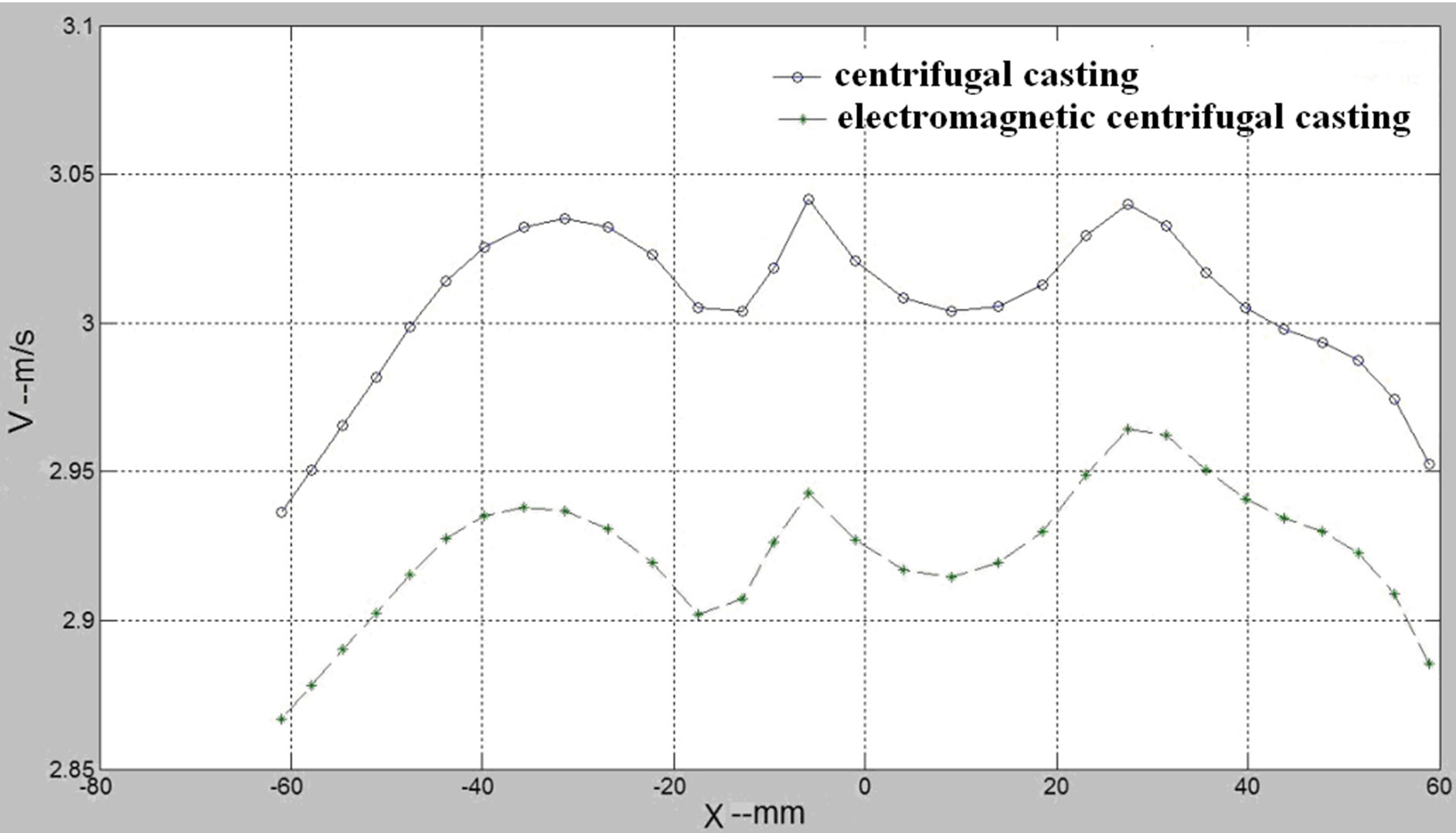
Figure 7. The comparison curve of absolute pressure vary on the electromagnetic centrifugal and the centrifugal casting casting.
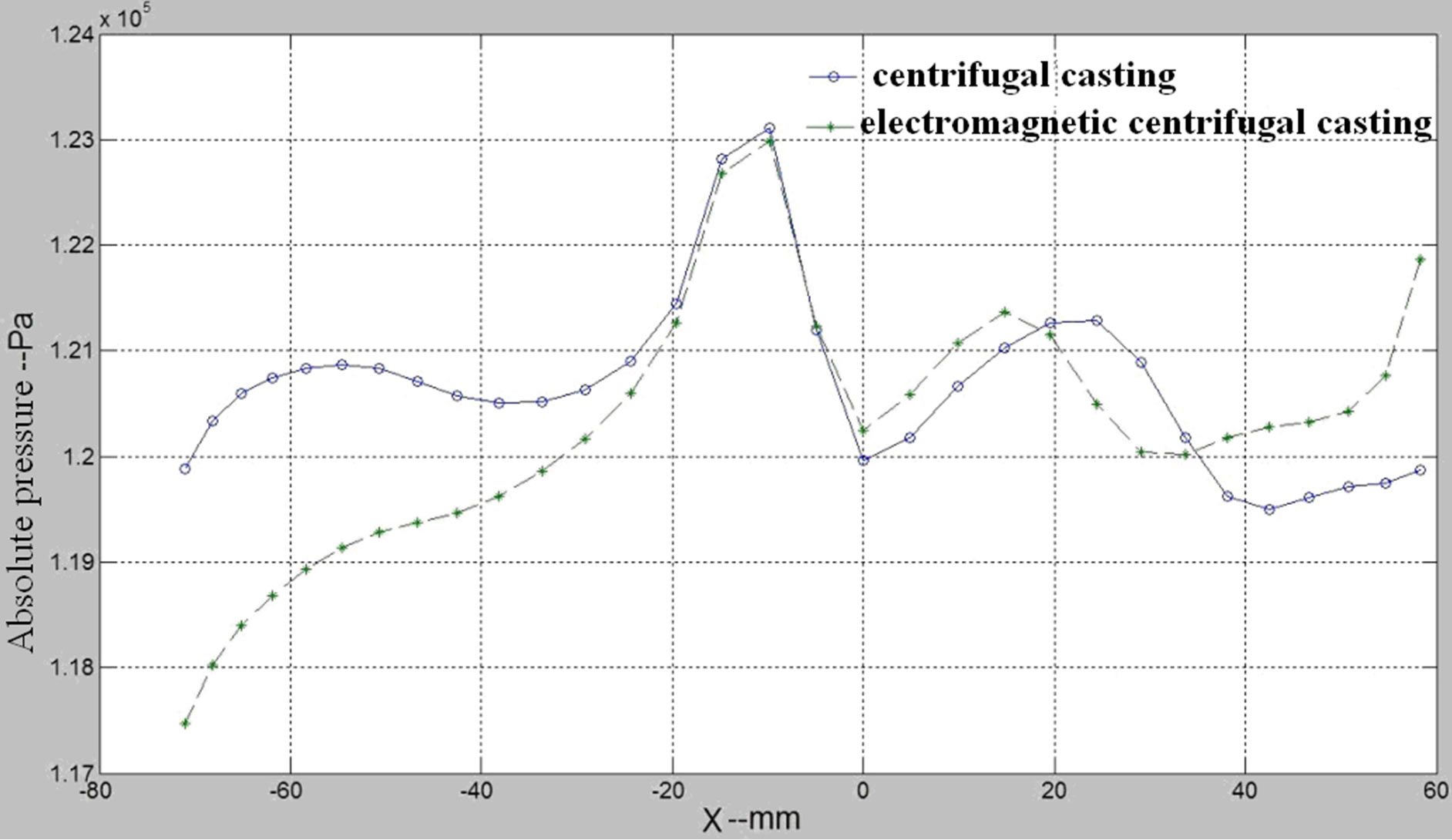
Figure 8. The comparison curve of resultant velocity between centrifugal and electromagnetic centrifugal casting.
magnetic stirring function.
4. Conclusions
1) In the centrifugal casting process, since the molten metal is under the gravity, the centrifugal force and the electromagnetic force, the eccentricity may happen to the roll. The numerical results agree well with the experiment results.
2) The high quality roll which has the predetermined shape can be gained when the casting operated at the critical rotational speed. In this paper, the smoothest molten filling can be obtained with a rotational speed of 1100 r/min.
3) The simulation is conducted under the 0.15 T electromagnetic field intensity and the results show that both the absolute pressure of the metal flow to mold wall and the metal flow rate on the same location have some differences between the electromagnetic centrifugal casting and the centrifugal casting. This reflects the electromagnetic stirring function.
Acknowledgements
The authors would like to thank the Project supported by the Special Fund for Basic Scientific Research of Central Colleges, Chang’an University (CHD2013G1250133, CHD2013G3252006, CHD2013G2251007).
REFERENCES
- Y.-L. He, Y.-S. Yang and Z.-L. Hu, “Finite Element Simulation of the Melt Flow and Heat Transfer in Electromagnetic Centrifugal Casting,” Foundry, Vol. 49, No. 8, 2000, pp. 473-477
- T.-M. Zhang, Y.-T. An, X.-D. Song, et al., “Influence of Magnetic Flux Density on Microstructure and Properties of High Carbon High Speed Steel Made by Electromagnetic Centrifugal Casting,” Journal of Iron and Steel Reseach, Vol. 24, No. 5, 2012, pp. 35-40.
- B. Chen, M. Gao, Y.-C. Ma, et al., “Numerical Simulation on the Electromagnetic Centrifugal Casting of Tube Blank,” Journal of Iron and Steel Reseach, Vol. 19, No. 6, 2005, pp. 631-638.
- K. S. Keerthiprasad and M. S. Murali, “Numerical Simulation and Cold Modeling Experiments on Centrifugal Casting,” Metallurgical and Materials Transactions, BProcess Metallurgical and Materials Processing Science, Vol. 142, No. 1, 2011, pp. 144-155.
- L.-G. Liu, Q.-X. Yang, Q. Li, et al., “Simulation of Temperature and Stress Fields during the Electromagnetic Centrifugal Casting Process,” Journal of University of Science and Technology Beijing, Vol. 28, Suppl. 1, 2006, pp. 523-525.
- H.-G. Fu and J.-D. Xing, “Manufacturing Technology of High Speed Steel Roll,” Metallurgical Industry Press, Beijing, 2007.
- Q.-J. Wang, “Study on the Microstructures and Properties of High Speed Steel Roll by Electromagnetic centrifugal casting,” Chang’an University, Chang’an, 2010.
- W.-Q. Zhang, “The Principle and Technology of Metal Electromagnetic Solidification,” Metallurgical Industry Press, Beijing, 2004.
NOTES
*Corresponding author.