Journal of Materials Science and Chemical Engineering
Vol.2 No.3(2014), Article ID:44108,7 pages DOI:10.4236/msce.2014.23004
Pt-Al2O3 Composite Material Designed for Cyclic Production of Optical Glasses under High Temperature Conditions
Aleksandr Bochegov1, Aleksandr Ermakov1, Irina Vandysheva2
1JSC Urals’ Innovation Technologies, Yekaterinburg, Russia
2IFE UrFU, Yekaterinburg, Russia
Email: aleksandr.bochegov@pm-ural.com, vand@r66.ru
Copyright © 2014 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


Received 5 February 2014; revised 5 March 2014; accepted 12 March 2014
ABSTRACT
The article considers one of the possible approaches to the solution of an urgent issue of metal consumption reduction, increase of operating life and maximum operating temperature as well as reduction of irrecoverable losses of platinum products and alloys when operating under high temperature conditions, particularly for glassblowing and single crystal growing crucibles. A two-layered composite material based on platinum-group metals and corundum plasma ceramics is thoroughly investigated. A successful experience of crucibles exploitation, designed for production of high temperature optical glasses from the composite and results of the research on composite material specimens are described.
Keywords:Sandwich-Structured Composite Material; Plasmaceramics; Platinum-Group Metals; Reduction of Metal Consumption; Crucibles for Glassblowing and Single Crystal Growing; High Temperature Creep, High Temperature Strength and Heat Resistance; Irrecoverable Losses

1. Introduction
The production of special glasses and the process of growing single crystals from oxide melts cannot do without the use of equipment made of platinum-group metals, which are characterized by high temperature strength, heat resistance, corrosion resistance and also by the stability of their properties [1] . Taking into account a relatively high price of these metals, there is an urgent issue of prolonging operating life, reducing the amount of irrecoverable losses and metal consumption of the products designed for operation under high temperature conditions [2] .
Deformation and changing of operational dimensions of products, resulting from high temperature creep of platinum and its alloys, are one of the main reasons of equipment breakdown. According to the data obtained [3] , the thickness of a glass melting vessel in the framework of the campaign increased up to 2 or 3 times in the bottom wall and reduced to 1.5 times in the upper wall, with the height of the vessel reducing by 20 to 30 percent and the diameter increasing by 10 to 20 percent. Such a significant change in shape prevents the product from being further used, in spite of the fact that no changes in its integrity were observed.
The stresses, which cause high temperature creep, are also responsible for a sharp increase in the intensity of atmospheric and silicate corrosions, that reduce the heat resistance of platinum metals [4] and lead to irrecoverable losses up to 30 percent of the original weight.
One of the possible ways to tackle the problem under consideration is to use a special technique, developed at the СJSC “Ural’s Innovative Technologies” [5] . The technique presupposes production of two-layered composite items based on platinum group metals and corundum plasma ceramics. Such items can be used both under the conditions of induction and resistance heating, and also at the temperatures, increasing up to 1650˚C, thus providing for the decrease in platinum consumption by 3 to 5 times. The choice of an oxide for the production of a layered composite is based on the analysis of physico-mechanical properties of a metal-ceramic pair, with the thermal-expansion coefficient being the most important.
The best companion for Pt in this case is alumina Al2O3 [6] . Each of the layers plays its own specific role, but at the same time remains a part of a whole:
• Platinum (b = 300 - 600 mcm)—performs the functions of chemical protection from aggressive working environments and the heater under induction heating;
• A transition metal-ceramic layer, which is about 50 mcm thick, provides for a firm platinum-ceramic adhesion;
• Ceramics is the main load-bearing frame, which bears all thermo-mechanical loading, with its thickness reaching 10 or more millimeters.
The experience of successful industrial operation of composite products was acquired at OJSC “Lytkarino Optical Glass Factory” (“LZOS”) in the framework of production of high-temperature optical glass. Thorough examination of platinum structure, plasma ceramics and contact (transition) layer, carried out after a long operation of a composite crucible under high temperature conditions, has shown that under strenuous operation conditions fracture and properties degradation patterns of the composite differ dramatically from that of mono-materials, composing it.
2. Methodology
2.1. The Object of the Research
The object of the research is a composite crucible designed for glassblowing (Figures 1 and 2). The crucible was operated at “Lytkarino Optical Glass Factory” (OJSC “LZOS”) at the “Crystal-3M” set-up. The crucible was used to obtain a C48-3 glass with the density equal to 2.89 g/cm3, applying induction heating with frequency voltage supply equal to 2.4 kHz. On the whole, the crucible has been in operation for 1320 hours, including 1100 hours at the temperature of 1520˚C and discharge rate to 0.05 atm. By the time the frit was melting, the temperature increased up to 1650˚C. The crucible was subjected to relining four times, however it did not lose its air-tightness and has preserved its operating volume. At the end of the campaign the crucible was demounted.
2.2. Test Specimens
Test specimens are pieces, cut out from different areas of the crucible after its use (Figure 3). Surface of separation of ceramic and platinum layers as well as well ascross-sections of the metal and composite solid samples were examined. Destruction of the composite was carried out in the process of specimens preparation.
2.3. Research Techniques
Cutting was performed with the help of a circular diamond saw blade (Model 15). A precision grinding andpolishing machine PM5 was used for grinding and polishing the grinding surfaces. Final finishing of the surface was carried out using synthetic diamond micropowder ACM 5 0,5/0,1 with the grain size equal to 0.5 - 0.1 mcm.
Figure 1. Outward appearance of a composite crucible before use.

Figure 2. Outward appearance of a composite crucible after 22 melts.
 (a)
(a) (b)
(b)
Figure 3. Outward appearance of a composite crucible after use (53 melts) with a layout for cutting specimens.
1) Microstructure analysis A close study of specimens’ structure and imaging of separation surfaces of composite components were carried out using an optical microscope Olympus BX-51 in the mode of reflected polarized and unpolarized light.
Microstructure analysis of the obtained optical images was performed with the help of SIAMS Photolab software designed for image registration and processing.
2) Optical profilometry In order to study the surface texture, we used optical microscopy interference (optical profilometry) in the mode of phase shift interferometry. Optical profilometry did not have high lateral spatial resolution, but it enabled us to immediately mark out those specimen areas, which had the most typical surface texture geometry. Such specimen areas were then subjected to a detailed analysis with the help of scanning probe microscopy. Surface texture was measured with an optical profilometer WYKO NT1100.
To measure the surface texture with high spatial resolution, we used a semi-contact atomic force microscope, which provided a means of obtaining 3-dimensional images of the surface texture with subnanometer spatial resolution. Surface texture measure-ments of polished sectionswere carried out using Ntegra-Therma scanning probe nanolaboratory
3. Research Results
As a result, it was found out that textures of Pt-molten glass interfaces and separation surfaces of composite components were totally different from each other (Figure 4).
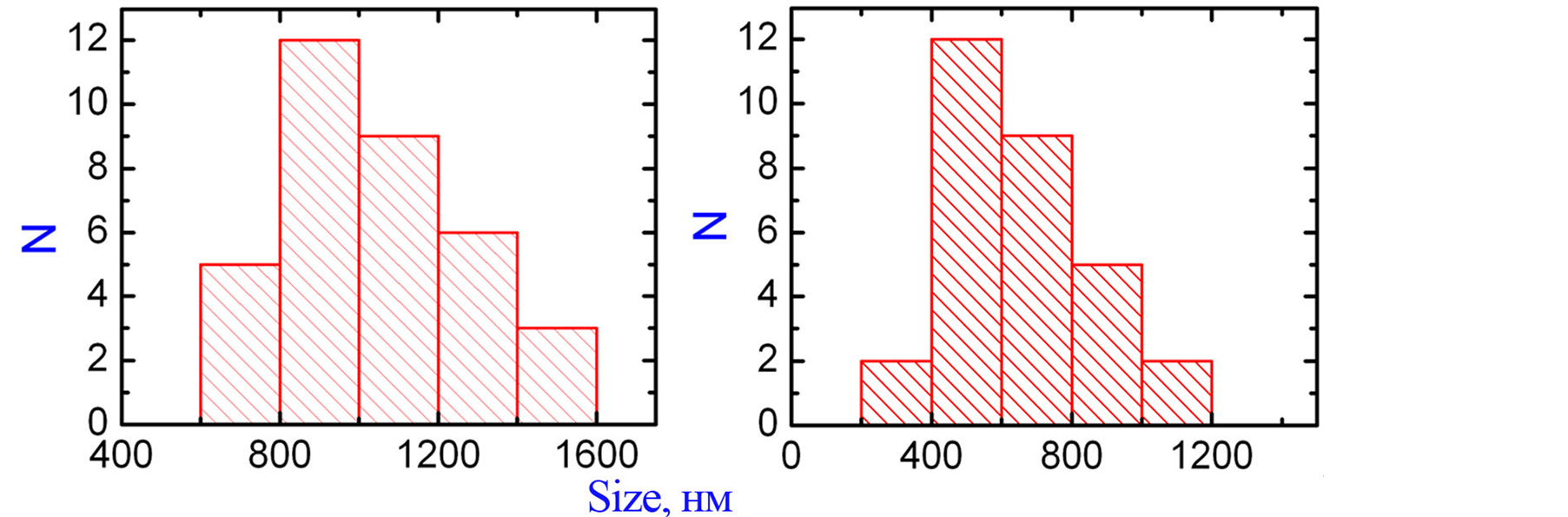
The specimens, cut out from the area of thermocouple welding (Figure 3(a), area 5), can be characterized by the presence of larger grains, with one of their linear sizes being almost equal to the thickness of the metallic layer. The grain area ranges from 0.09 mm2 to 3.8 mm2. The most probable subgrain size ranges from 800 to 1000 nm (Figure 5(a)). The specimens, cut out from an integral composite, are characterized by a more homogeneous distribution of grains by their size; grain area equals to 0.2 - 1.2 mm2, size-changing range of subgrains is narrower, with the most probable size equal to 400 - 600 nm (Figure 5(b)), grain boundaries are smooth and firm, there are no microfissures (Figure 6), that is the signs of intercrystalline fracture; no strata of metallic layer, typical for platinum and its alloys at high temperatures and under mechanical stresses, are detected, despite a long operation period [7] .
Surface of separation from ceramics is characterized by a highly rugged texture; as a result, a “print” of a ceramic layer texture is observed on platinum surface, particles of ceramics, injected into the metal matrix, can also be seen (Figures 4(a), (b)—the darkest areas stand for ceramics).
The surface, which interacts with molten glass, has a smoother texture with an outstanding different-sized granular structure (Figures 4(c), (d)).
In spite of the fact that the crucible has preserved its operating volume, air-tightness and integrity, partial destruction of ceramic layer has occurred in the area of thermocouple input due to frequent replacement of thermocouples. For this reason, the platinum component worked without its protection at some time-period of the campaign (Figure 3(a), area 5). This enabled us to compare the structures of a platinum metal as a part of the composite and without the protection of plasma corundum, under absolutely similar conditions.
Such signs of intercrystalline fracture are observed on the metal surface, which remains in a close contact with molten glass (Figure 7).
Apparently, the positive effect is achieved thanks to the suppression of thermo-mechanical stresses in platinum by a tightly bound with it plasmoceramic frame, simultaneously performing the barrier function and preventing migration of impurities from facing materials, which contribute to high temperature intercrystalline metal fracture. The presence of a ceramic component in the composite also reduces the speed of a high temperature grain growth in platinum and helps to avoid atmospheric corrosion—the so-called wastage loss [8] .
For a successful performance of Pt-Al2O3 composite, a good cohesive interaction of platinum metal and plasma corundum layers is necessary. This can be obtained by a consequent fulfillment of the following technological procedures: after the production of a thin-walled platinum basis for a composite item, a sandblast finish of its outer surface should be performed by emery powder, then plasma spraying of emery powder is to be carried out until the ceramic layer of a required thickness is obtained, finally, for the product to acquire full mechanical strength roasting should take place.
Thanks to the sandblast finish, large ceramic particles (up to 30 - 50 mcm), injected into platinum, serve as a basis for the “adhesion” of sprayed ceramics, whereas small ones (up to 3 - 5 mcm and smaller) provide for the formation of a transition layer on the platinum surface, whose morphology and properties are close to the morphology and properties of dispersion-strengthened platinum. Thanks to plasma spraying, ceramic drops molten by plasma fill platinum roughnesses, providing for the so-called anchor adhesion of layers [9] [10] .
4. Conclusions
Alumina plasmoceramic frame of a Pt-Al2O3 composite material, by releasing thermo-mechanical stresses from
 (a)
(a) (b)
(b)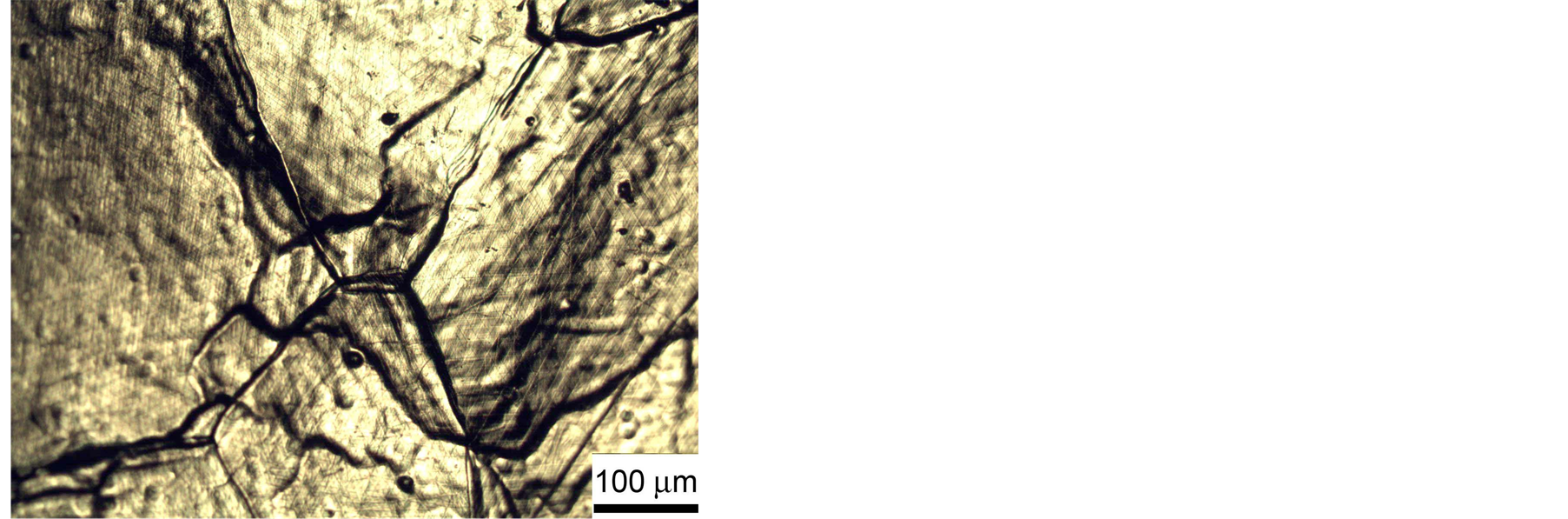 (c)
(c)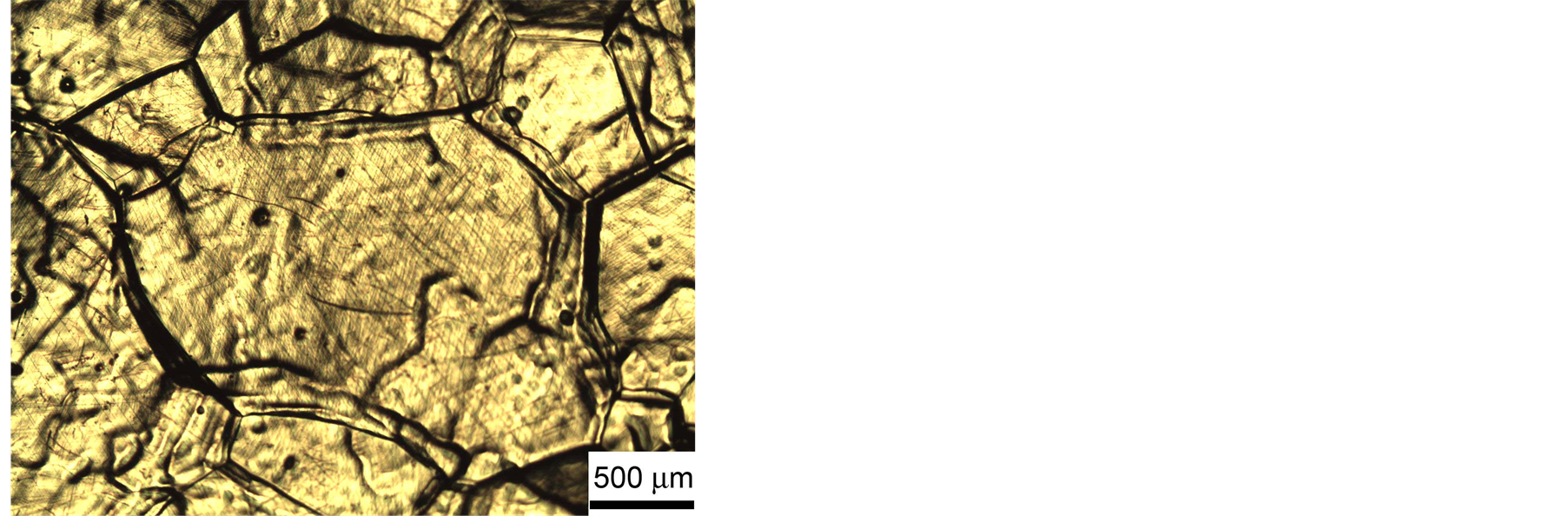 (d)
(d)
Figure 4. Imaging of surfaces with the help of optical microscopy; (a), (b) surface of separation of platinum and ceramics; (c), (d) platinum-molten glass interface.
 (a) (b)
(a) (b)
Figure 5. Grain size distribution function in the Pt specimen: (a) from the area of thermocouple welding; (b) from an integral composite.
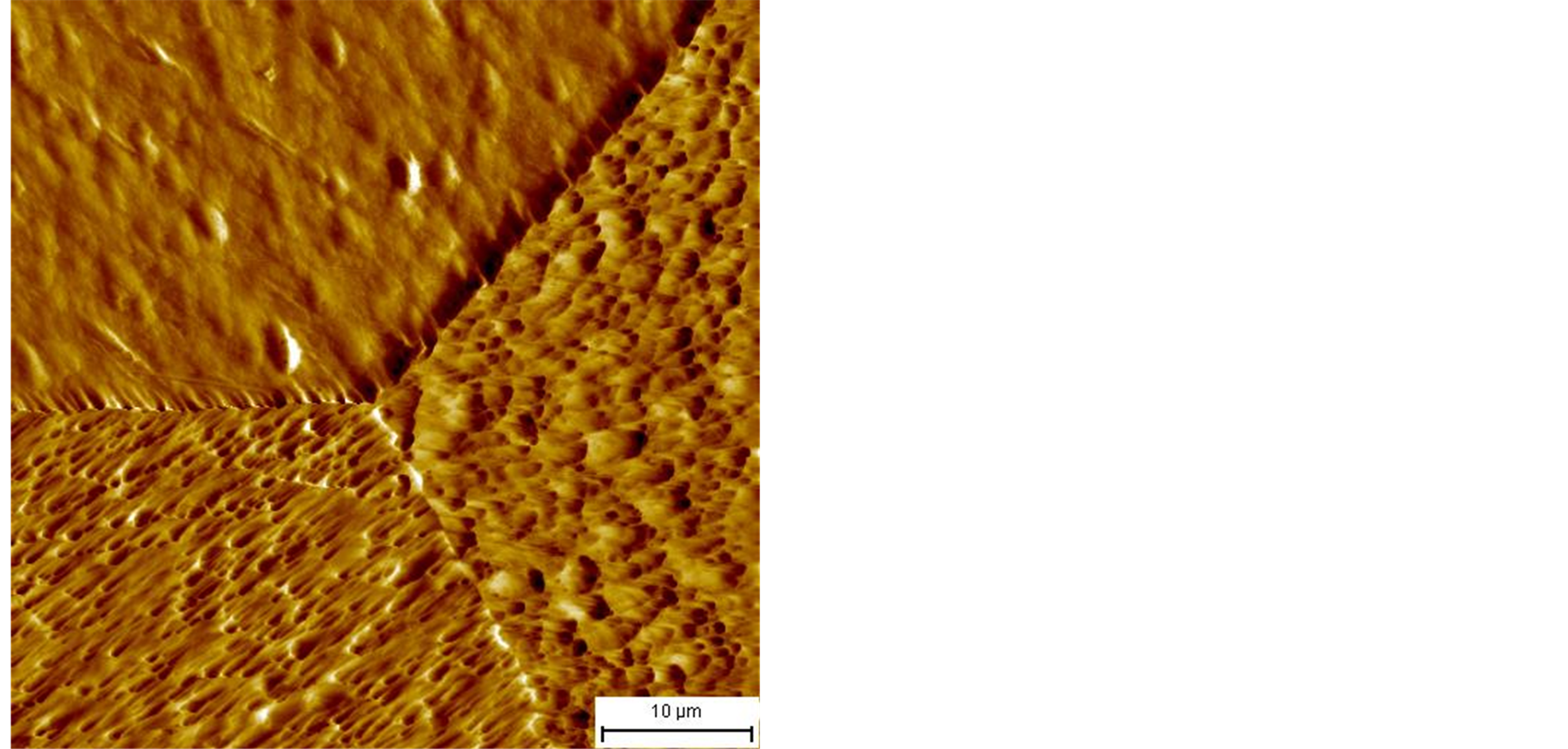
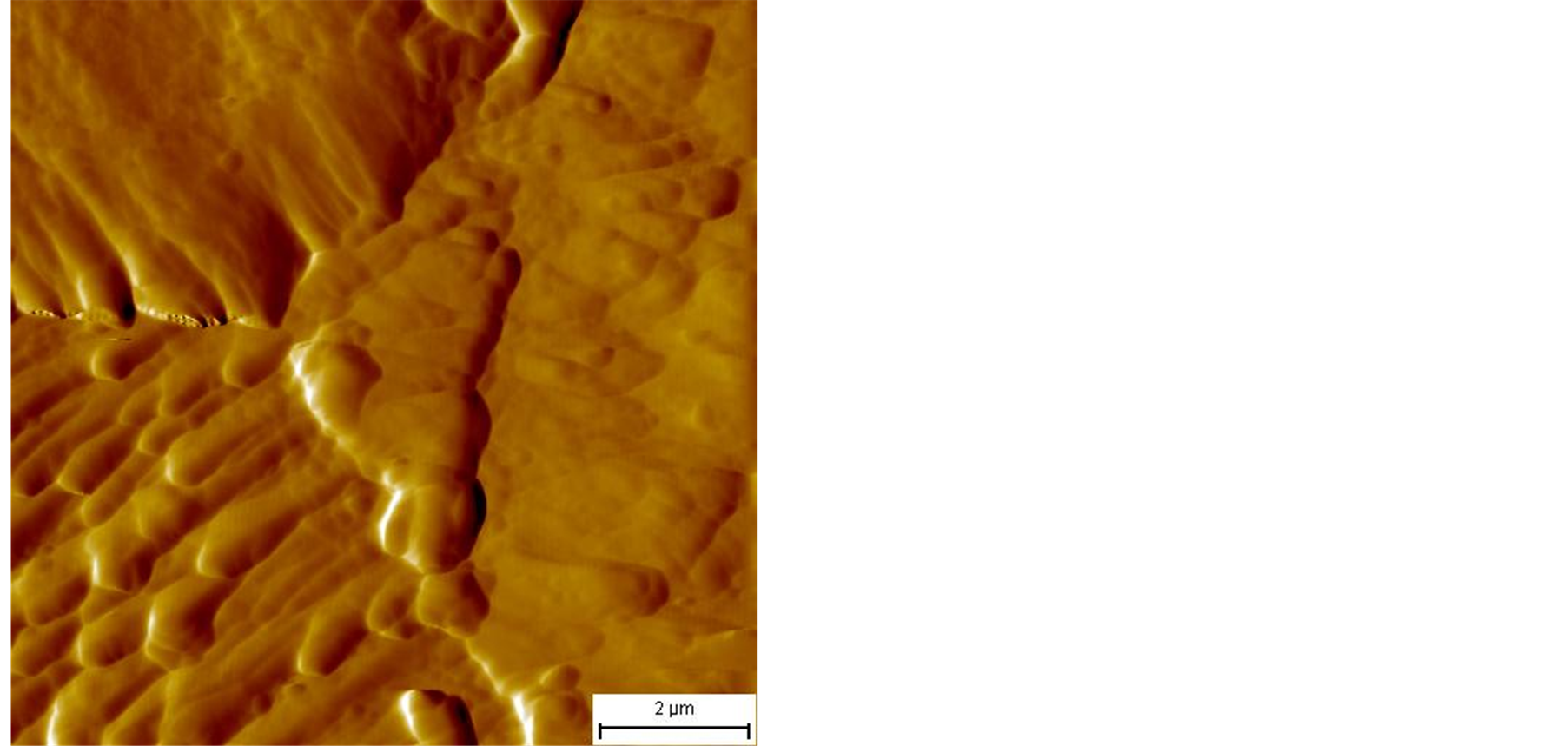
Figure 6. Grain boundary in the platinum layer of a composite, after operation under high temperature conditions; the image was obtained with the help of the atomic force microscopy.
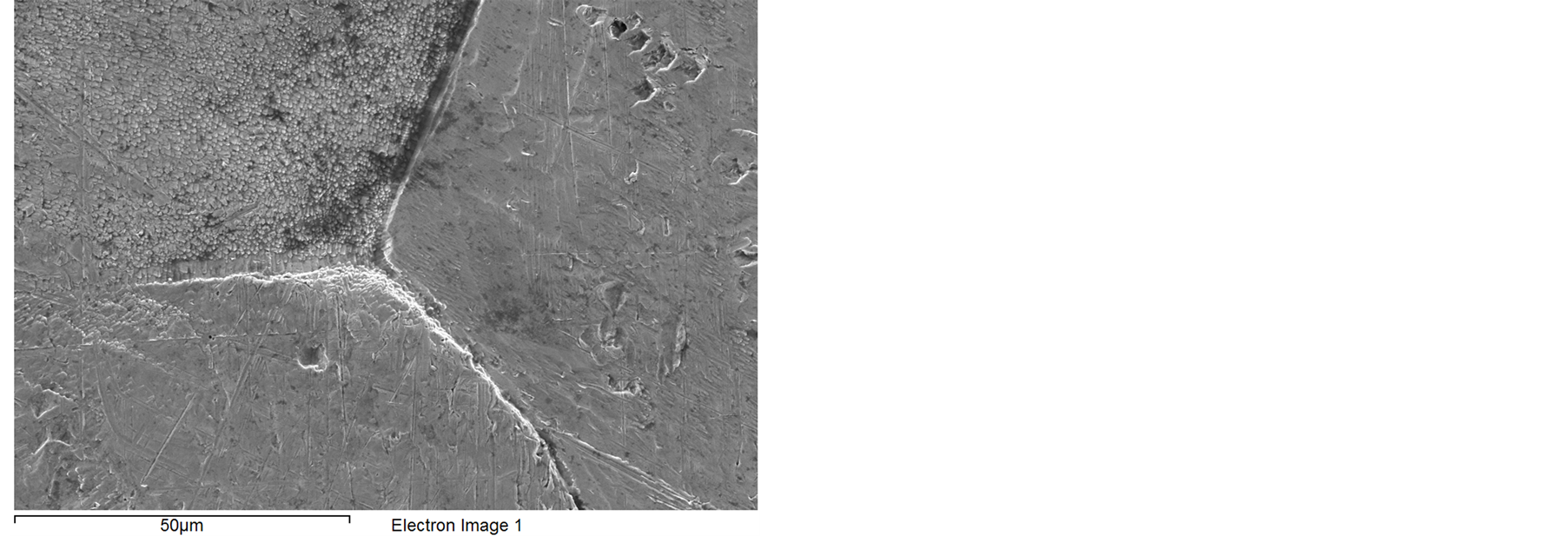
Figure 7. Grain boundary in the platinum surface layer, coming into contact with molten glass, after operation under high temperature conditions.
a platinum layer, suppresses metal creep, decreases the rates of intercrystalline metal corrosion and platinum recrystallization, and allows:
• reducing metal consumption of products by 3 - 5 times in comparison with full-metal ones by reducing the thickness of platinum layer to 300 - 600 mcm;
• reducing irrecoverable platinum wastage losses to 45% - 50%;
• increasing the operating temperature of composite products up to 16500˚C, which is impossible when we use full-metal equipment, and thus, significantly widening manufacturing process capabilities.
References
- Rytvin, E.I. (2012) Platinum Metals and Alloys in the Production of Glass Fiber. Publishing House “Ore Minerals and Metals”, Moscow.
- Bochegov, A.A., Ermakov, A.V., Tumofeev, N.I., et al. (2008) Crucible for Growing Single Crystals. Ru Utility Model Patent No. 25740.
- Buzhinsky, I.M. and Danilenk, V.A. (1971) The Use of Platinum and Its Alloys in the Process of Optical Glass Blowing. Noble Metals and Their Use. Sverdlovsk, 269-271.
- Rytvin, E.I. (2012) High Temperature Strength of Platinum Alloys. Publishing House “Ore Minerals and Metals”, Moscow.
- Ermakov, A.V., Nikiforov, C.V. and Bochegov, A.A. (2002) Device for Cooking and Production of Glass. Ru Utility model Patent No. 77268.
- Dmitriev, V.A., Ermakov, A.V, Sivkov, M.N., et al. (2001) Usage of Plasma Technology in Production of the Articles Made of Platinum Metals. Non-Ferrous Metals, 9-10, 42-45.
- Sawicki, E.M., Polyakov, V.P., Gorin, N.B. and Roshan, N.R. (1975) Metallography of Platinum Metals. Metallurgy, Moscow.
- Dmitriev, V.A. (2003) High Temperature Fracture of Platinum Metals and Alloys. Publishing House “Ore Minerals and Metals”, Moscow.
- Panfilov, P.E., Bochegov, A.A. and Yermakov, A.V. (2004) The Mechanism of Metal and Ceramics Bonding in Pt-Al2O3 Composite Material. Book of Abstracts 5th Russian Conference Ceramics and Composite Materials, Syktyvkar, 20-27 of June, 101.
- Panfilov, P.E., Bochegov, A.A. and Yermakov, A.V. (2004) The Morphology and Properties of the Metal-Ceramic Layer in Crucibles. Platinum Metals Review, 48, 47-55.