Z. PĘDZICH ET AL.
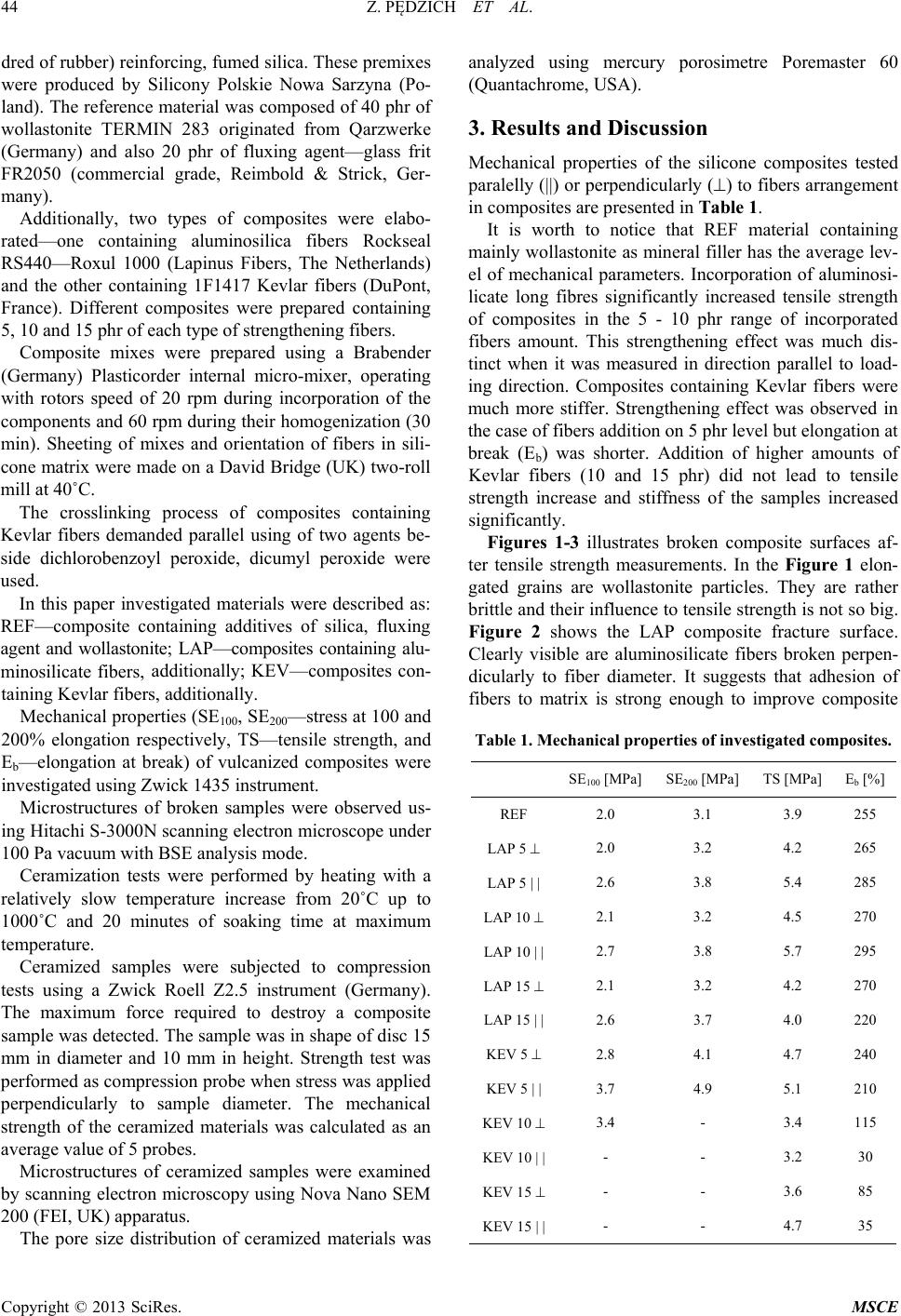
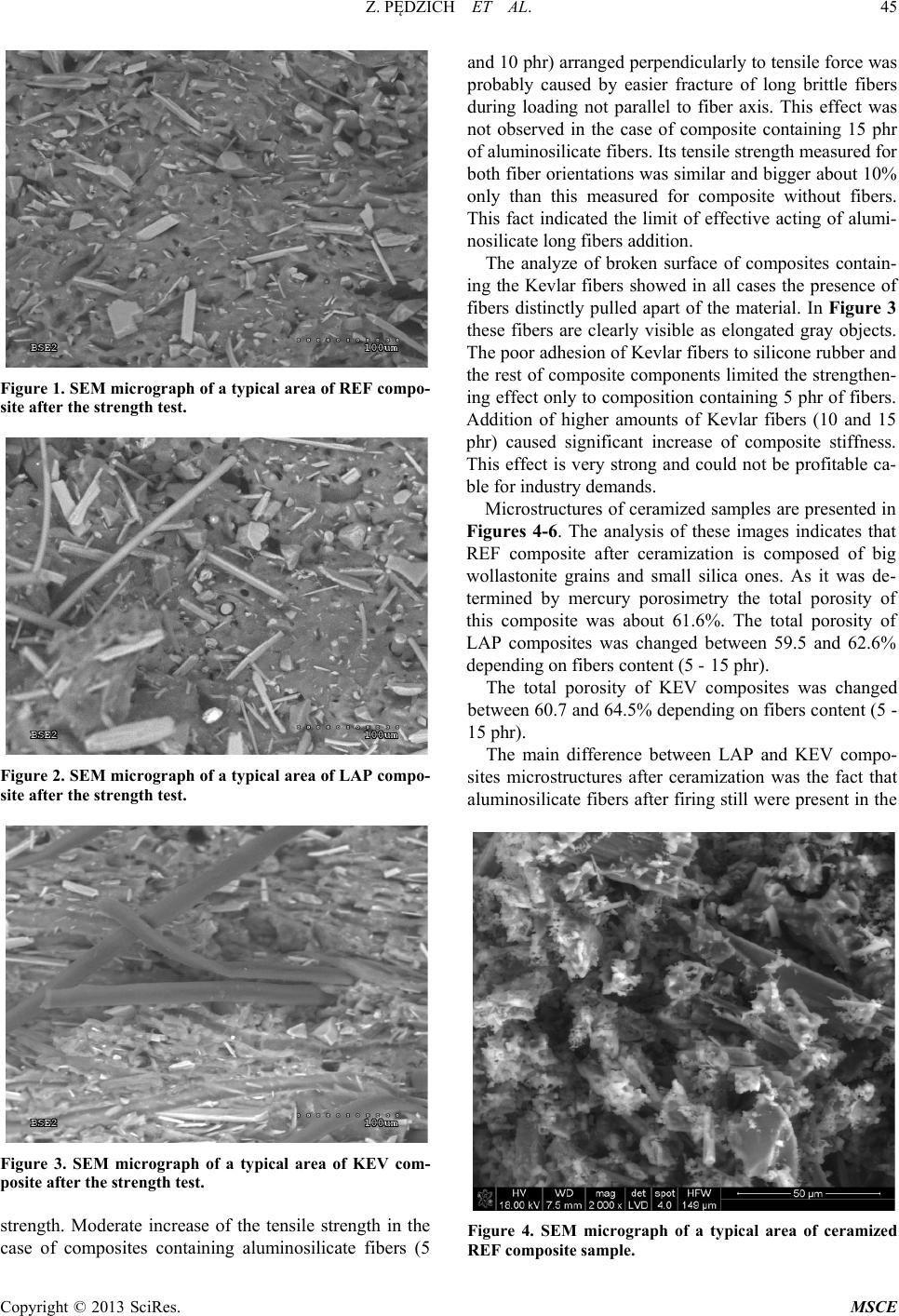
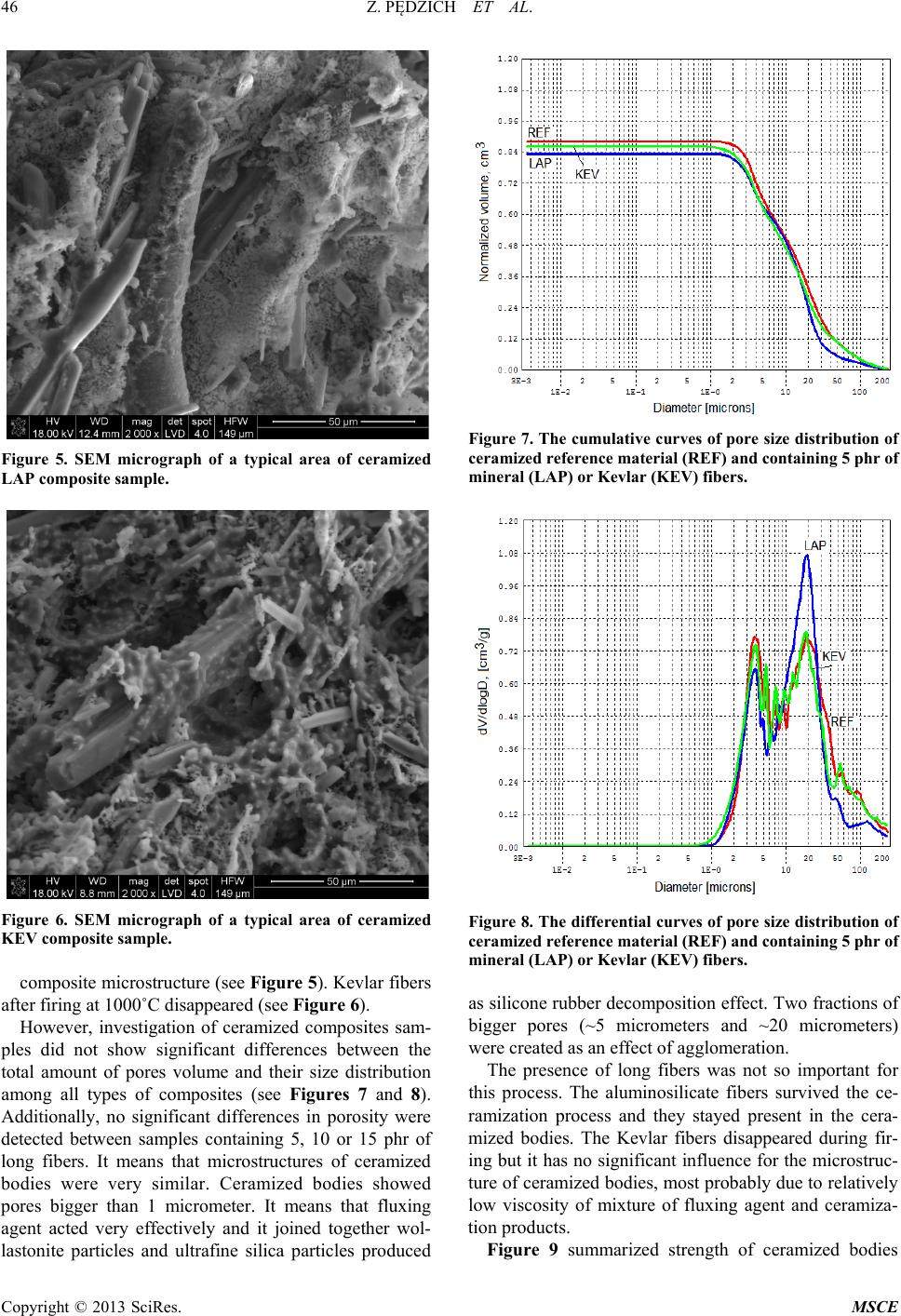
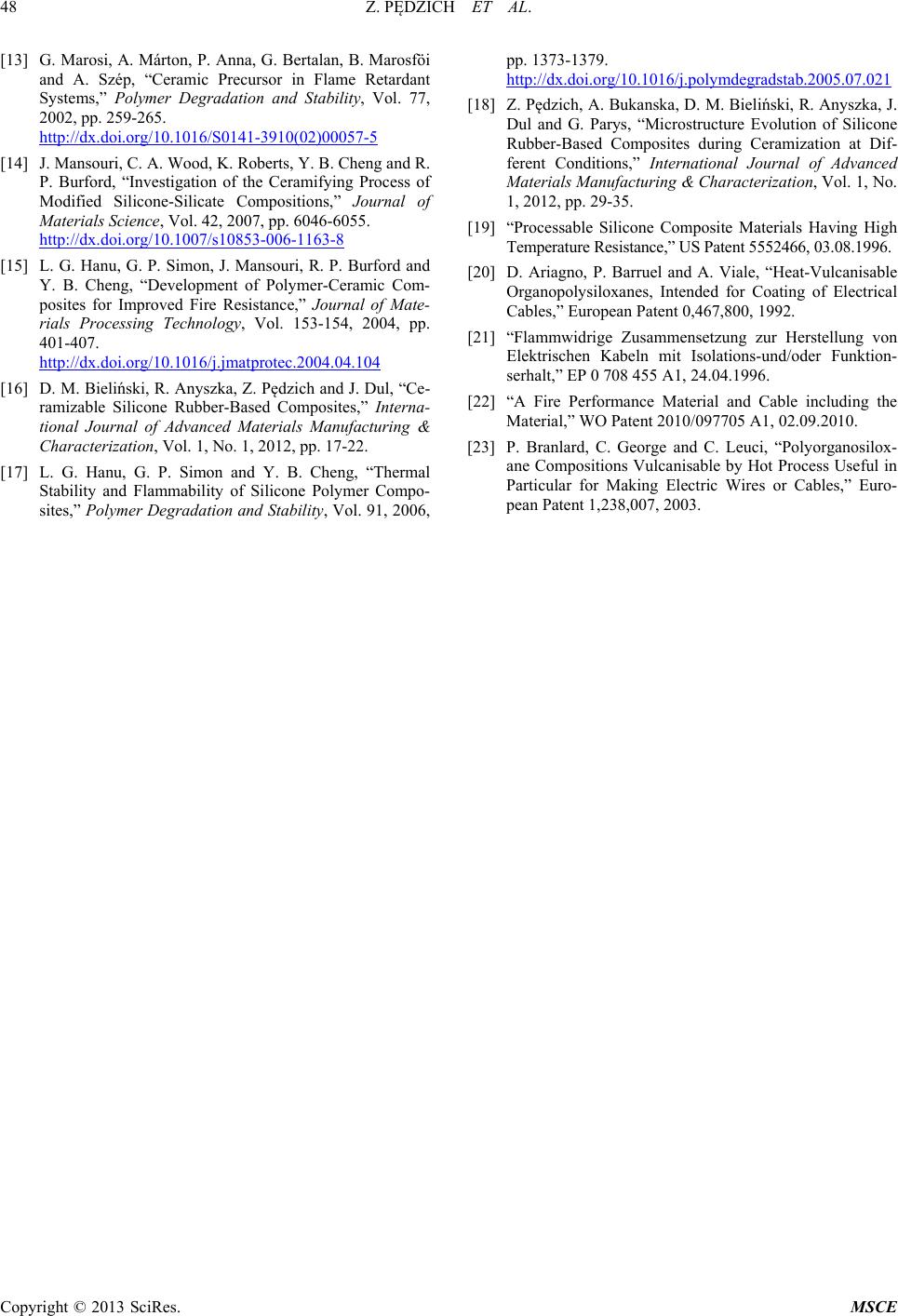
Copyright © 2013 SciRes. MSCE
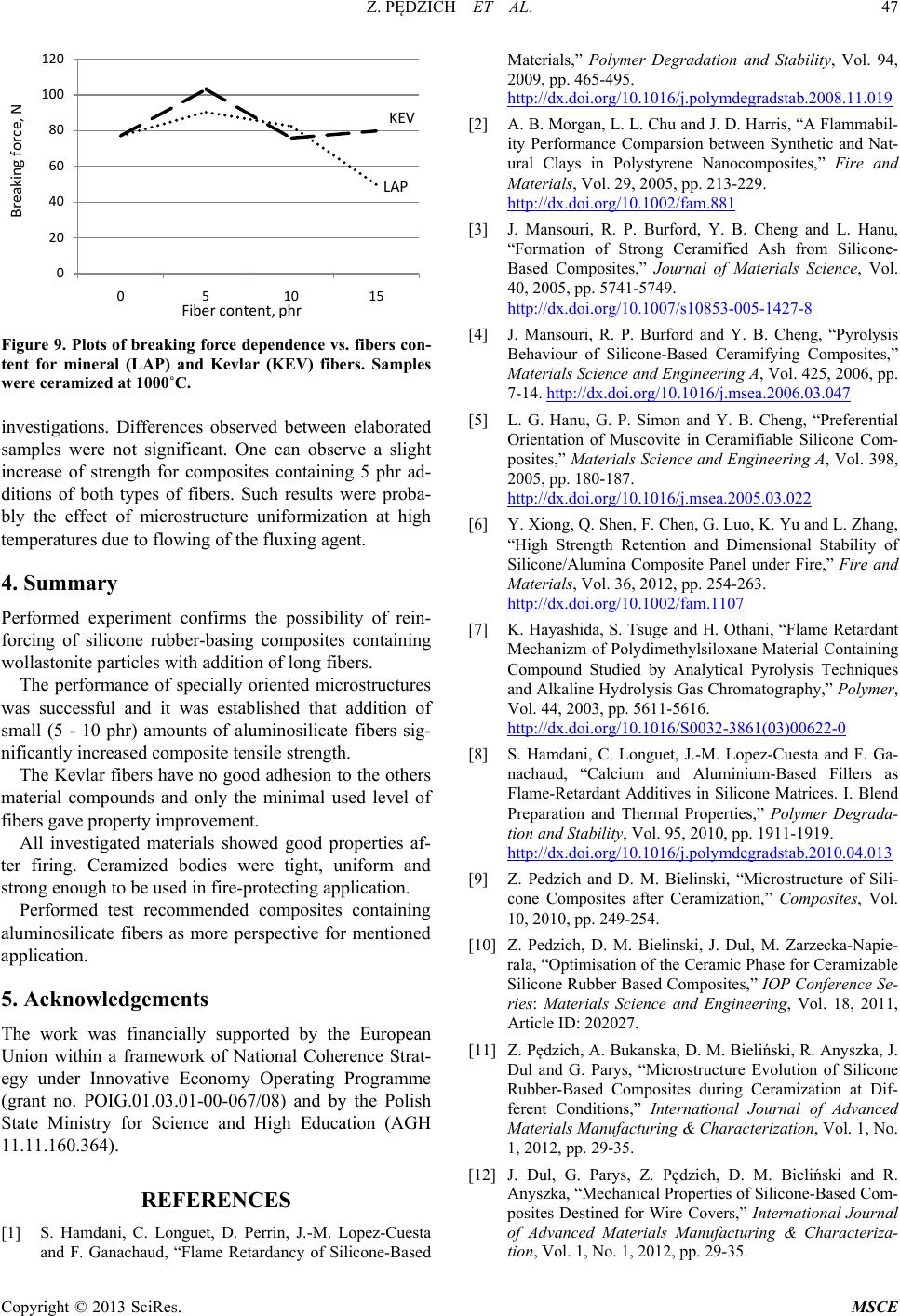
Figure 9. Plots of breaking force dependence vs. fibers con-
tent for mineral (LAP) and Kevlar (KEV) fibers. Samples
were ceramized at 1000˚C.
investigations. Differences observed between elaborated
samples were not significant. One can observe a slight
increase of strength for composites containing 5 phr ad-
ditions of both types of fibers. Such results were proba-
bly the effect of microstructure uniformization at high
temperatures due to flowing of the fluxing agent.
4. Summary
Performed experiment confirms the possibility of rein-
forcing of silicone rubber-basing composites containing
wollastonite particles with addition of long fibers.
The performance of specially oriented microstructures
was successful and it was established that addition of
small (5 - 10 phr) amounts of aluminosilicate fibers sig-
nificantly in creased composite tensile strength.
The Kevlar fibers have no good adhesion to the others
material compounds and only the minimal used level of
fibers gave property improvement.
All investigated materials showed good properties af-
ter firing. Ceramized bodies were tight, uniform and
strong enough to be used in fire-protecting application.
Performed test recommended composites containing
aluminosilicate fibers as more perspective for mentioned
application.
5. Acknowledgements
The work was financially supported by the European
Union within a framework of National Coherence Strat-
egy under Innovative Economy Operating Programme
(grant no. POIG.01.03.01-00-067/08) and by the Polish
State Ministry for Science and High Education (AGH
11.11.160.364).
REFERENCES
[1] S. Hamdani, C. Longuet, D. Perrin, J.-M. Lopez-Cuesta
and F. Ganachaud, “Flame Retardancy of Silicone-Based
Materials,” Polymer Degradation and Stability, Vol. 94,
2009, pp. 465-495.
http://dx.doi.org/10.1016/j.polymdegradstab.2008.11.019
[2] A. B. Morgan, L. L. Chu and J. D. Harris, “A Flammabil-
ity Performance Comparsion between Synthetic and Nat-
ural Clays in Polystyrene Nanocomposites,” Fire and
Materials, Vol. 29, 2005, pp. 213-229.
http://dx.doi.org/10.1002/fam.881
[3] J. Mansouri, R. P. Burford, Y. B. Cheng and L. Hanu,
“Formation of Strong Ceramified Ash from Silicone-
Based Composites,” Journal of Materials Science, Vol.
40, 2005, pp. 5741-5749.
http://dx.doi.org/10.1007/s10853-005-1427-8
[4] J. Mansouri, R. P. Burford and Y. B. Cheng, “Pyrolysis
Behaviour of Silicone-Based Ceramifying Composites,”
Materials Science and Engineering A, Vol. 425, 2006, pp.
7-14. http://dx.doi.org/10.1016/j.msea.2006.03.047
[5] L. G. Hanu, G. P. Simon and Y. B. Cheng, “Preferential
Orientation of Muscovite in Ceramifiable Silicone Com-
posites,” Materials Science and Engineering A, Vol. 398,
2005, pp. 180-187.
http://dx.doi.org/10.1016/j.msea.2005.03.022
[6] Y. Xiong, Q. Shen, F. Chen, G. Luo, K. Yu and L. Zhang,
“High Strength Retention and Dimensional Stability of
Silicone/Alumina Composite Panel under Fire,” Fire and
Materials, Vol. 36, 2012, pp. 254-263.
http://dx.doi.org/10.1002/fam.1107
[7] K. Hayashida, S. Tsuge and H. Othani, “Flame Retardant
Mechanizm of Polydimethylsiloxane Material Containing
Compound Studied by Analytical Pyrolysis Techniques
and Alkaline Hydrolysis Gas Chromatography,” Polymer,
Vol. 44, 2003, pp. 5611-5616.
http://dx.doi.org/10.1016/S0032-3861(03)00622-0
[8] S. Hamdani, C. Longuet, J.-M. Lopez-Cuesta and F. Ga-
nachaud, “Calcium and Aluminium-Based Fillers as
Flame-Retardant Additives in Silicone Matrices. I. Blend
Preparation and Thermal Properties,” Polymer Degrada-
tion and Stability, Vol. 95, 2010, pp. 1911-1919.
http://dx.doi.org/10.1016/j.polymdegradstab.2010.04.013
[9] Z. Pedzich and D. M. Bielinski, “Microstructure of Sili-
cone Composites after Ceramization,” Composites, Vol.
10, 2010, pp. 249-254.
[10] Z. Pedzich, D. M. Bielinski, J. Dul, M. Zarzecka-Napie-
rala, “Optimisation of the Ceramic Phase for Ceramizable
Silicone Rubber Based Composites,” IOP Conference Se-
ries: Materials Science and Engineering, Vol. 18, 2011,
Article ID: 202027.
[11] Z. Pędzich, A. Bukanska, D. M. Bieliński, R. Anyszka, J.
Dul and G. Parys, “Microstructure Evolution of Silicone
Rubber-Based Composites during Ceramization at Dif-
ferent Conditions,” International Journal of Advanced
Materials Manufacturing & Characterization, Vol. 1, No.
1, 2012, pp. 29-35.
[12] J. Dul, G. Parys, Z. Pędzich, D. M. Bieliński and R.
Anyszka, “Mechanical Properties of Silicone-Based Com-
posites Destined for Wire Covers,” International Journal
of Advanced Materials Manufacturing & Characteriza-
tion, Vol. 1, No. 1, 2012, pp. 29-35.