Journal of Materials Science and Chemical Engineering, 2013, 1, 16-22
http://dx.doi.org/10.4236/msce.2013.15004 Published Online October 2013 (http://www.scirp.org/journal/msce)
Copyright © 2013 SciRes. MSCE
Research on Combi ned Hot Extrusion Forming Process
of Alternator Poles
Cheng Yang1 ,2, Shengdun Zhao1
1School of Mechanical Engineering, Xi’an Jiaotong University, Xi’an, China
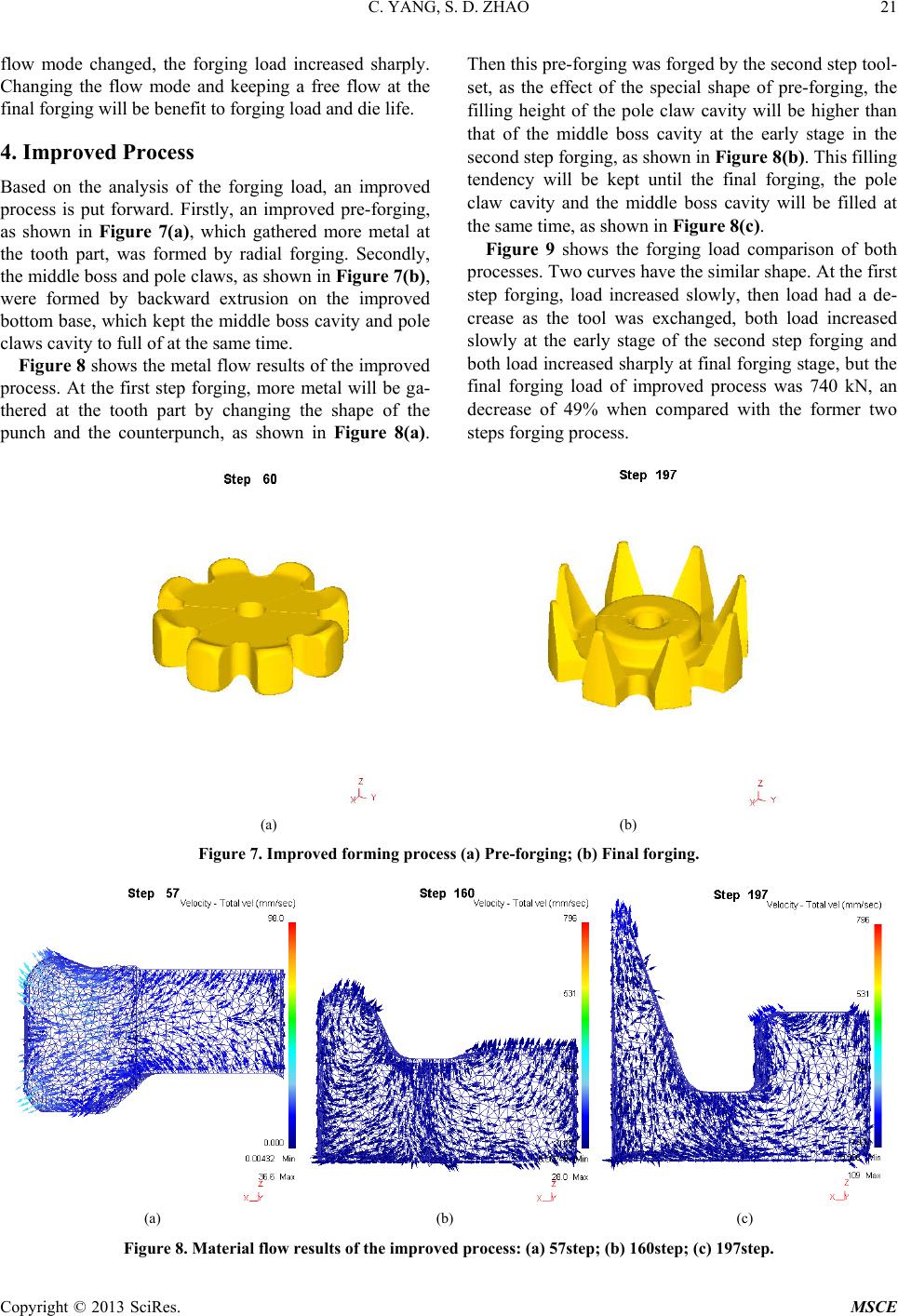
2School of Metallurgical Engineering, Xi’an University of Architecture and Technology, Xi’an, China
Email: ya ng.cheng@stu.xjt u.edu.cn, sdzhao@mail.xjtu.edu.cn
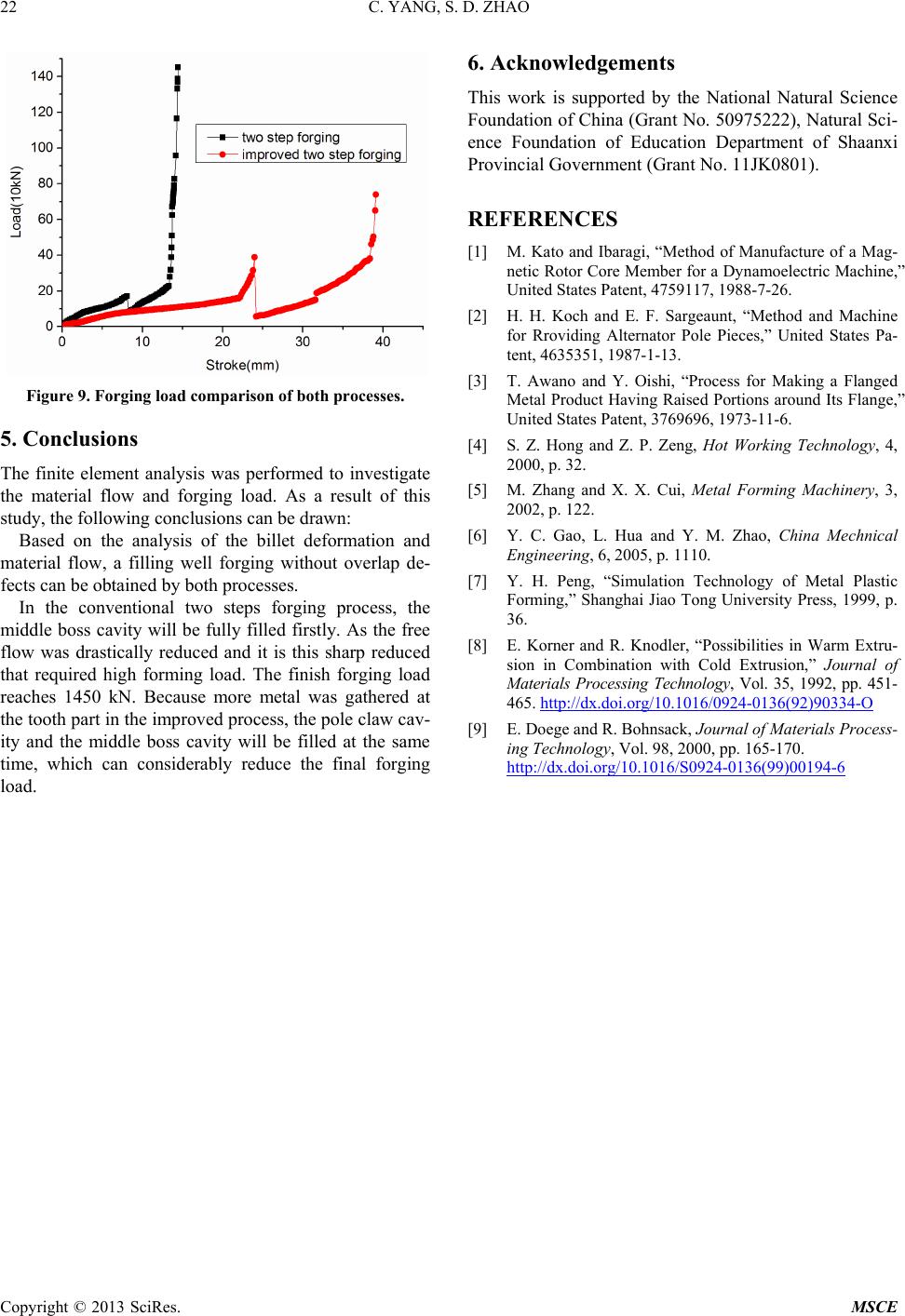
Received July 2013
ABSTRACT
Based on the structure analysis of alternator poles, two closed die forging steps in one heat forming process of alternator
poles were put forward, as well as the forming die system. Firstly, a thicker bottom base of alternator poles was per-
formed by radial forging, then the middle boss and pole claw were forming on the bottom base by backward extrusion.
A 3-D coupled thermo-mechanical finite element model was created. The billet deformation, metal flow and forming
load were obtained. The results showed that a filling well forging without overlap defects could be obtained by this
process, and that the forming load at the first step increased slowly, but the load increased sharply at the second step
when the middle boss was filling completely by the former process. An improved process was put forward, which
changed the flow mode in the second forging step; it can considerably reduce the final forgi n g load.
Keywords: Radial Forging; Backward Extrusion; Alternator Poles; Closed Die Forging
1. Introduction
According to the statistics of china association of auto-
mobile manufactures, in china the yield and sales of au-
tomobile were 19.27 million and 19.3 million respec-
tively in 2012, both had reached all time high. Alternator
poles are used in pairs in modern car generators, along
with the rapid growth of the auto industry; they need to
be produced in large amounts. Usually they are produced
with varying cold, warm or hot forging processes [1-8].
There are from five to nine single forging stages. A typi-
cal hot forging process includes two pre-forming opera-
tions combined with forming, trimming and sizing. Cold
forging is done with forward extrusion, setting, heading,
piercing, trimming (on separate machines), bending and
sizing operatio ns . Wa rm forgi ng is based on lateral extru-
sion, followed by heading, trimming, cupping, bending,
piercing and sizing. All the processes in use have some
shortcomings, such as high cost and inefficient. There-
fore, analyzing the forming law, improving forming me-
thod and decreasing forming cost have been problems
urgent to be solved.
Precision closed die forging has the advantages such
as reasonable tissue flow direction, good surface, no
flash, no trimming process and intrinsic performance,
which lead to material saving, better mechanical proper-
ties and higher productivity etc. Based on the structure
analysis of alternator poles, two closed die forging steps
in one heat of alternator poles forming process was put
forward, as well as the forming die system. A 3-D cou-
pled thermo-mechanical finite element model was cre-
ated, which was analyzed by the software DEFORM-3D.
The billet deformation, metal flow and forming load
were obtained. The results showed that a filling well
forging without overlap defects could be obtained by this
process, and that the forming load could considerably
reduced by the im pr o ve d process .
2. Process and Die Design of Two Closed Die
Forging Steps in One Heat of Alternator
Poles
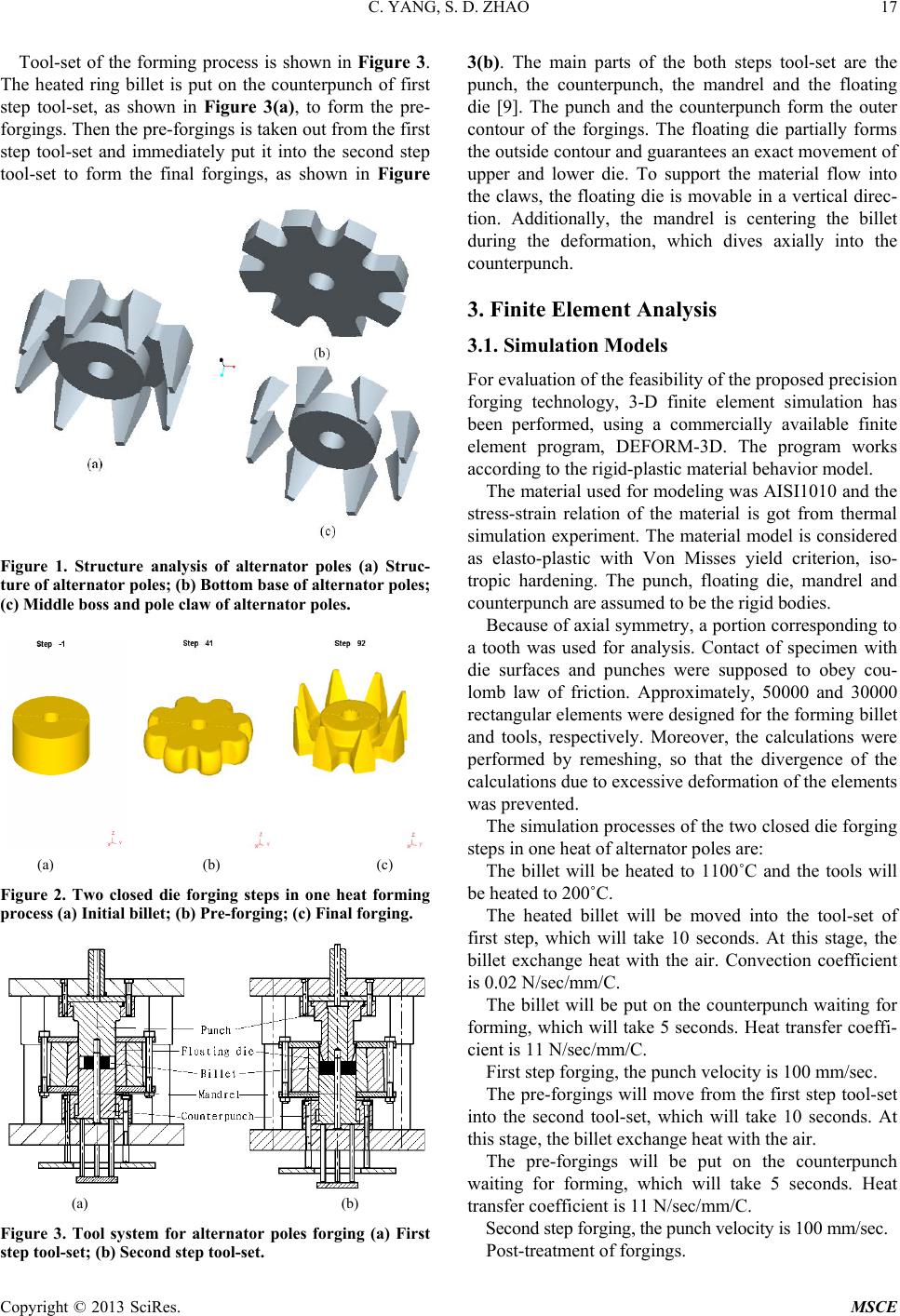
The structure of alternator pole, as shown in Figure 1(a),
is axial symmetry. It can be divided into bottom base,
middle boss and pole claw, as shown in Figure 1(b) and
Figure 1(c), respectively. The bottom base, which looks
like a gear, can be formed by radial forging. The middle
boss and pole claw can be formed by forward extrusion
or backward extrusion.
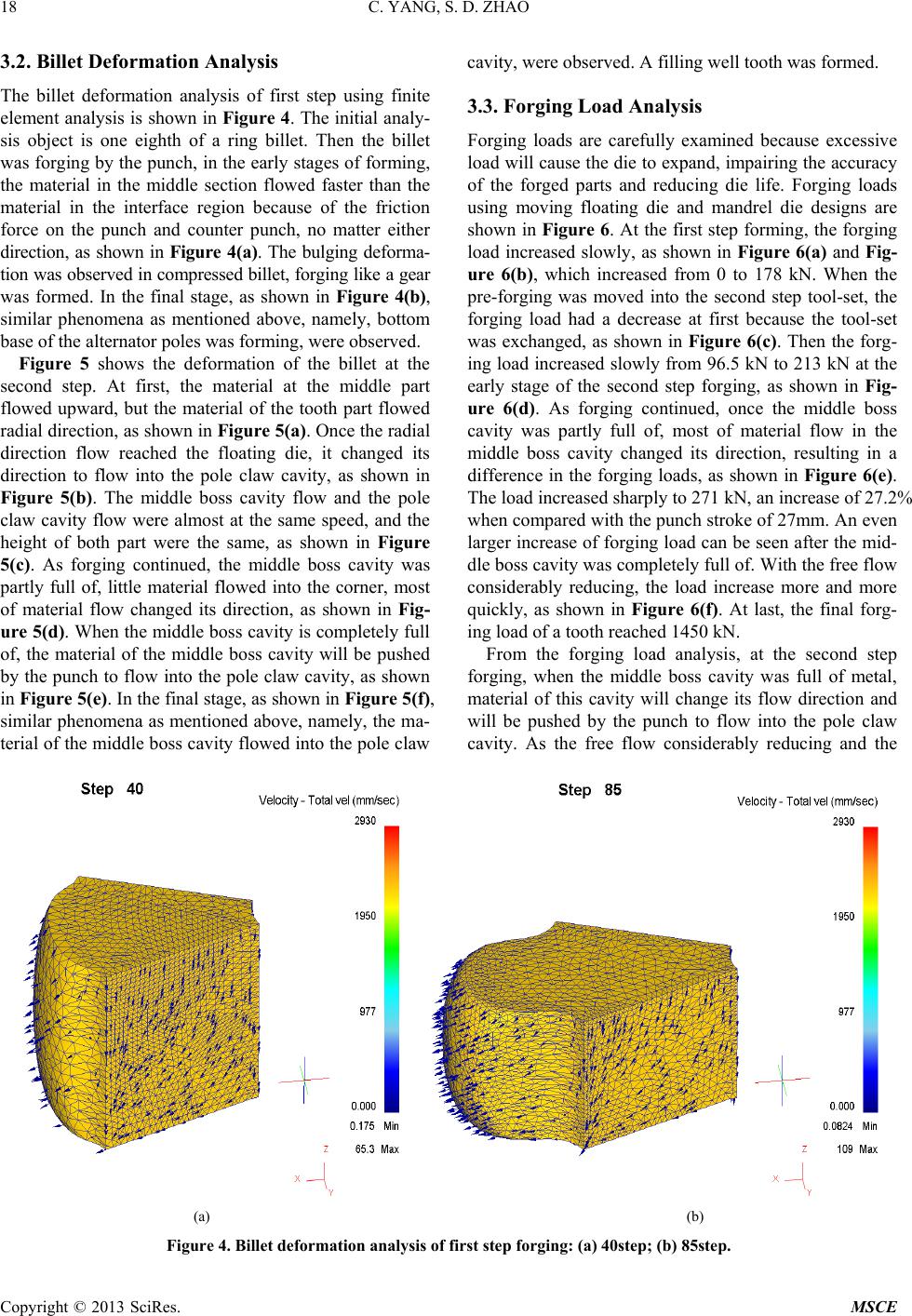
Based on the structure analysis, a new forming process
was put forward. Firstly, a thicker bottom base, as shown
in Figure 2(b), was formed by radial forging on ring
billet, as shown in Figure 2(a), and secondly the middle
boss and pole claws, as shown in Figure 2( c), were
formed by backward extrusion on the thicker bottom
base.