J. Y. KANG ET AL.
908
1.04 1.06 1.08 1.10 1.12 1.14 1.16 1.18
100
150
200
250
300
350
400
450
500
Contact P ressure (MPa)
t/t0
d1=5.5mm
d1=6.0mm
d1=6.5mm
16mm
t0=5.5mmt
d1
5mm
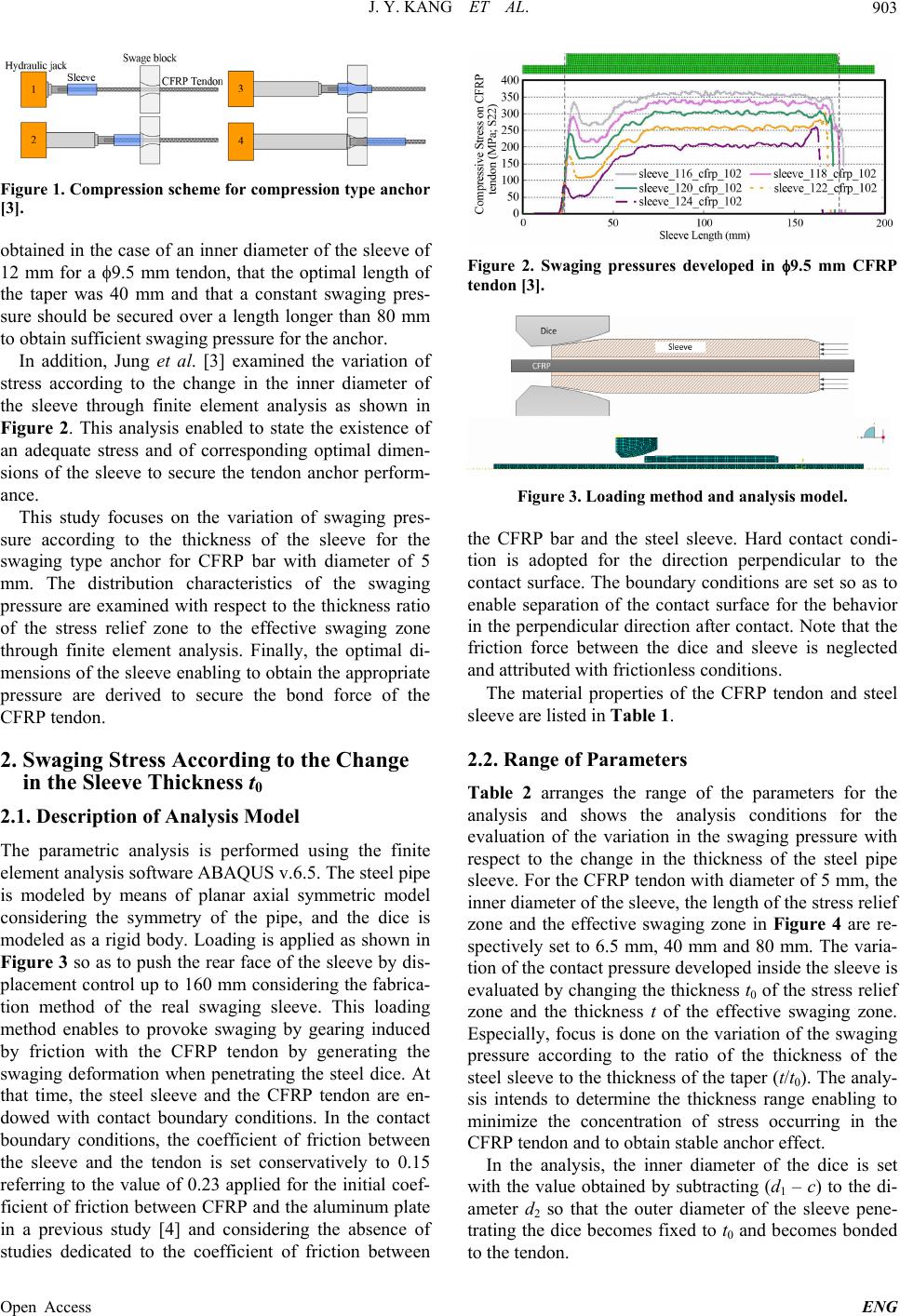
Figure 10. Comparison of mean pressure in sleeve accord-
ing to the variation of the inner diameter of sleeve.
with the inner diameter (d1) and the thickness ratio (t/t0)
of the steel pipe sleeve as parameters considering the
prestressing reinforcement using a CFRP tendon with
diameter of 5 mm. The results enabled to derive the fol-
lowing optimal dimensions of the sleeve achieving the
required bond performance without occurrence of slip of
the tendon in the sleeve.
(1) A constant pressure of approximately 450 MPa can
be obtained in the effective swaging zone when the
thickness ratio (t/t0) of the sleeve is larger than 1.1. Since
the pressure which is required to extrude the sleeve in-
creases with larger thickness ratio, the optimal value of
the thickness ratio app ears to be 1.1 considering the effi-
ciency of construction.
(2) Assuming a thickness ratio (t/t0) of 1.1, the varia-
tion of the inner diameter of the sleeve is seen to affect
the swaging pressure less than 10%. Accordingly, the
optimal value of the inner diameter of the sleeve should
be 5.5 mm to reduce the amount of steel and minimize
the pressure during the ex trusion.
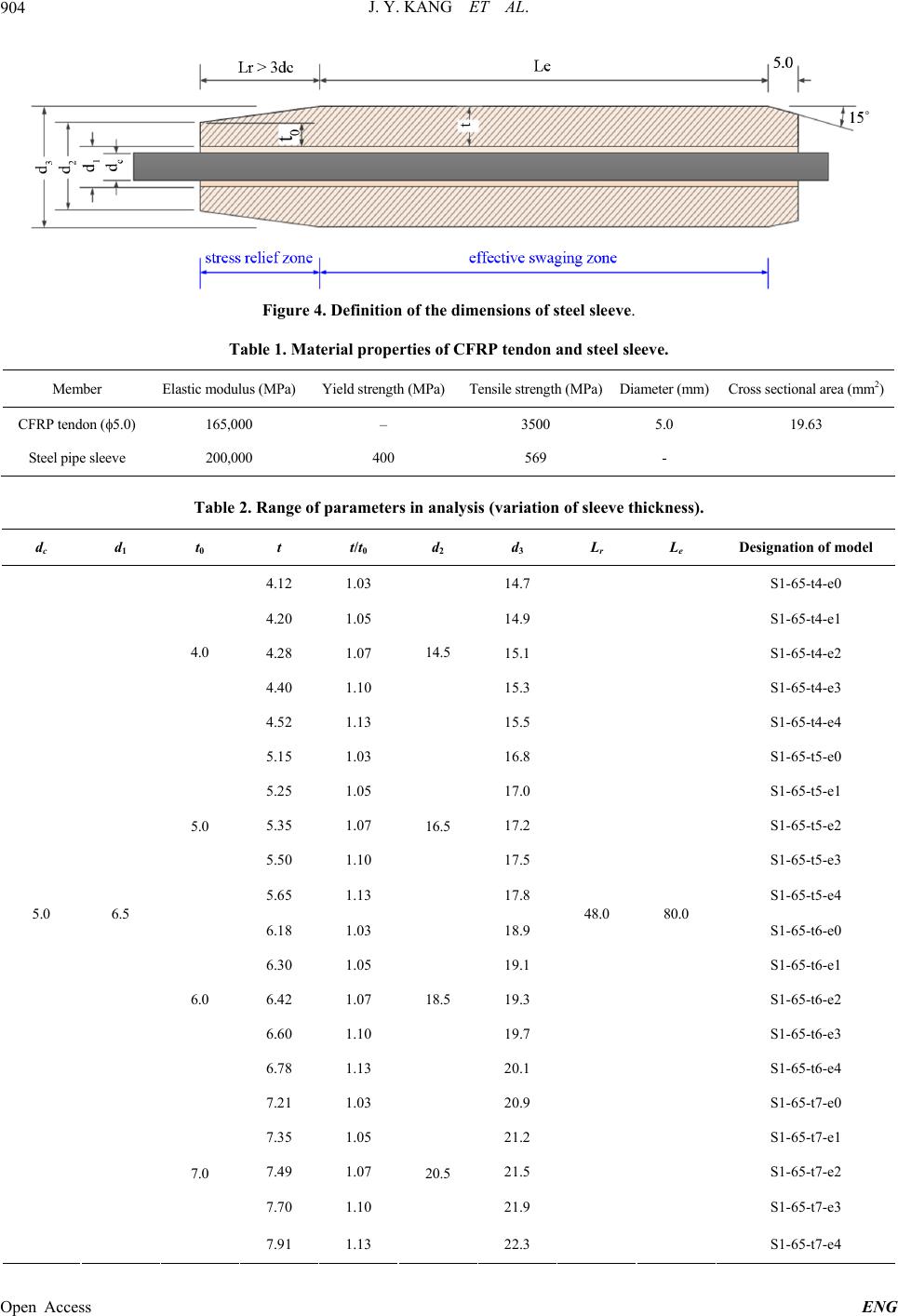
(3) For a dice with diameter of 16 mm and a sleeve
with thicknesses t0 = 5.5 mm and t = 6.1 mm, and inner
diameter d1 = 5.5 mm, the effective swaging pressure
developed in the sleeve takes value of about 440 MPa.
The corresponding bond force is approximately 104 kN
when the length of the effective swaging zone of the
sleeve is 80 mm. This value represents about 1.5 times
the rupture strength of 70 kN of the CFRP tendon with
diameter of 5 mm and indicates that sufficient bond
strength can be secured during prestressing. In order to
obtain a bond force comparable to the rupture strength of
the CFRP tendon, the length of the effective swaging
zone should run around 67.5 mm. The application of a
sleeve presenting a longer length of the effective swaging
zone will thus achieve sufficient bond performance.
Figure 11 illustrates the optimal dimensions of the
waging type sleeve based upon these requirements and s
Figure 11. Optimal dimensions of swaging type sleeve for
CFRP tendon with diame ter of 5 mm.
enables to secure the bond performance of the CFRP
tendon with diameter of 5 mm.
It should be noted that the optimal dimensions of the
sleeve derived in this study include uncertainties on the
actual bond behavior like the assumption of a conserva-
tive coefficient of friction between the steel sleeve and
the CFRP tendon. The need is thus to verify the bond
performance in the future by performing pull out tests
based upon the dimensions of the sleeve derived in this
study and to examine their site applicability.
5. Acknowledgements
This research was supported by grant from Strategic Re-
search Project (Development of Bridge Strengthening
Method using Prestressed FRP Composites) funded by
Korea Institute of Construction Technology.
REFERENCES
[1] N. Nordin and B. Talisten, “Concrete Beams Strength-
ened with Prestressed near Surface Mounted CFRP,”
Journal of Composites for Construction, Vol. 10, No. 1,
2006, pp. 60-68.
http://dx.doi.org/10.1061/(ASCE)1090-0268(2006)10:1(6
0)
[2] A. Hajihashemi, D. Mostofinejad and M. Azhari, “Inves-
tigation of RC Beams Strengthened with Prestressed
NSM CFRP Laminates,” Journal of Composites for Con-
struction, Vol. 15, No. 6, 2011, pp. 887-895.
http://dx.doi.org/10.1061/(ASCE)CC.1943-5614.0000225
[3] W. T. Jung, Y. H. Park and J. S. Park, “An Experimental
Study on Improving Anchor Performance for CFRP
Tendons,” American Concrete Institute, Vol. 275, 2011,
pp. 1-16.
[4] J. Schön, “Coefficient of Friction for Aluminum in Con-
tact with a Carbon Fiber Epoxy Composite,” Tribology
International, Vol. 37, No. 5, 2004, pp.395-404.
http://dx.doi.org/10.1016/j.triboint.2003.11.008
Open Access ENG