 Engineering, 2013, 5, 837-843 Published Online November 2013 (http://www.scirp.org/journal/eng) http://dx.doi.org/10.4236/eng.2013.511101 Open Access ENG Effect of Preheating Temperature on the Mechanical and Fracture Properties of Welded Pearlitic Rail Steels Heshmat A. Aglan1*, Sudan Ahmed1, Kaushal R. Prayakarao1, Mahmood Fateh2 1Mechanical Engineering Department, Tuskegee University, Tuskegee, USA 2Federal Railroad Admini st ra tion, Washington DC, USA Email: *aglanh@mytu.tuskegee.edu Received June 11, 2013; revised July 11, 2013; accepted July 18, 2013 Copyright © 2013 Heshmat A. Aglan et al. This is an open access article distributed under the Creative Commons Attribution Li- cense, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. ABSTRACT The effect of preheating temperature on the mechanical and fracture behavior, hardness, and the microstructure of slot welded pearlitic rail steel were studied. Railhead sections with slots were preheated to 200˚C, 300˚C, 350˚C and 400˚C before gas metal arc filling to simulate defects repair. Another sample, welded at room temperature (RT) with no pre- heat, was studied in comparison. The parent rail steel has ultimate strength, yield strength and strain to failure of 1146 MPa, 717 MPa and 9.3%, respectively. Optimum values of these properties for the welded rail steels were found to be 1023 MPa, 655 MPa and 4.7%, respectively, for the 200˚C preheat temperature. On this basis, the optimum weld effi- ciency was found to be 89.2%. The average apparent fracture toughness KI for the parent rail was 127 MPa.m0.5, while that for the optimum welded joint (200˚C preheat) was 116.5 MPa.m0.5. In addition, the average hardness values of the weld, fusion zone, and heat affected zone (HAZ) were 313.5, 332 and 313.6 HB, respectively, while that for parent rail steel was about 360 HB. Dominance of bainite and acicular ferrite phase in the weld microstructure was observed at 200˚C preheat. Keywords: Preheat Temperature; Welded Rail Steels; Weld Microstructure; Welding Efficiency; Fracture Toughness 1. Introduction Preheating can be defined as heating the base metal(s) to a certain temperature before welding. Preheating serves 4 major purposes [1,2]: a) to decrease cooling rate, which produces ductile microstructure that increases resistance to cracking and helps in diffusion of hydrogen; b) to re- duce shrinkage stress between the weld zone and base metal; c) to prevent chilling effect (“cold start”) and en- sure proper fusion; and d) to eliminate moisture from the sample surface. However, excessive preheating is expen- sive and yields defects such as thermal distortion in welded component [3]. On the other hand, inadequate preheating results in different types of cracking, insuffi- cient fusion, and penetration [4]. Carbon equivalent (CE) is used as a tool for approximating proper preheats [2,5]. Beside CE, optimum preheating temperature also de- pends on section thickness, restraint, ambient tempera- ture, filler metal hydrogen conten t, and previous crack ing problems [1]. Microstructure of C-Mn steel weld generally consists of allotriomorphic ferrite, acicular ferrite, widmanstatten ferrite, and microphases [6-9]. Different alloying ele- ments have been added to improve strength and tough- ness of these C-Mn weld joints. Ni and Mn are used to increase harden ability and promote acicular ferrite by suppressing allotriomorphic ferrite formation, whereas, Cr and Mo assist in promoting bainite formation instead of acicular ferrite. Typical weld microstructure of high strength filler material alloyed with metals such as, Ni, Mn, Cr and Mo consists of a mixture of acicular ferrite, bainite, and low carbon martensite. Relative proportion of these phases mainly dep ends on chemical compositio n and thermal cycle during welding [8,9]. Along with other factors, cooling rate plays an impor- tant role in determining final weld microstructure. Shia and Han reported that the volume fraction of martensite decreases with decreasing cooling rate [10]. However, cooling rate decreases with increasing preheat tempera- ture and heat input. The relation between cooling rate with preheat temperature and heat input is 1RTH (1) where R is cooling rate, T is preheating temperature and *Corresponding a uthor.  H. A. AGLAN ET AL. 838 H is heat input [11]. The width of the fusion zone depends on the time the temperature of this zone remains above melting point of the material. A higher preheat temperature increases the time span and thus results in an increased width of the fusion zone [12]. Preheat temperature has a strong influence on the phases that form in the weld microstructure. Recent in- vestigation on laser hybrid welded 10Ni3CrMoV steel showed that at a lower preheat (90˚C), lath martensite and upper bainite that are formed do not have enough time for self tempering. At a higher preheat (120˚C), with enough self-tempering time, acicular ferrite is formed along with lath martensite. Hence, better toughness and lower cracking results with this preheat temperature. However, at a still higher preheat temperature (150˚C) it was found that the toughness was reduced due to granu- lar bainite and martensitic/austenitic (M/A) co nstitutes in the microstructure [13]. When shrinkage of solidifying weld deposit is inhib- ited by surrounding parent metal, the weld zone remains in a residual tensile stress [14]. Weld residual stress was found to decrease with increasing preheating temperature [15,16]. In a multipass welding, subsequent beads are depos- ited one upon ano ther to fill th e ga p. Hence all th e layers, except the topmost layer, experience additional thermal cycles due to heat from layers above. These thermal cy- cles could be high enough to reaustenize the weld beads. Portions of weld bed where temperature is not high enough to revert back to austenite also exhibit a tempered microstru cture [17]. Hardness of the weld zone and HAZ depends on heat input, cooling rate, and peak temperature reached during welding [18]. Though hardness testing provides a rough assessment of weld, other mechanical evaluations such as tensile, fracture toughness, and fatigue should be per- formed to obtain a comprehensive idea about weld qual- ity [19]. Tensile tests are performed on a welded joint to know the strength of the joint in comparison to the parent steel. The ratio of ultimate tensile strength of the welded sample and the parent sample is known as weld effi- ciency [20]. Fracture toughness reveals the resistance of the material against crack propagation. For carbon steel, fracture toughness generally increases with decreasing coarseness of the grain [21]. In the present work, slot was milled on rail head and was filled with multipass gas metal arc welding (GMAW) to simulate in service repair. Five different preheating temperatures were used. Mechanical testing, metallo- graphic analysis, and fracture behavior analysis were carried out on the welded samples. The optimum preheat temperature has been identified in view of the welding efficiency and the fracture resistance of the welded rail head. 2. Materials and Experimental The materials used in the presen t study were supplied by the Transportation Technology Center, Inc. (TTCI). ESAB-140 (specified by the military standard MIL 140S- 1) was used as a filler material (see Table 1 for chemical composition) and is manufactured by ESAB Welding and Cutting. A slot of 25.4 mm wide and 19.05 mm depth was made at the center of each section of rail sample to simulate removal of defects from a rail head. Electric strip heaters (250 watt heat transfer capacity) were clamped on both sides of the web of a rail section to pre- heat the slot. Ceramic fiber was used to wrap the sections in order to minimize the heat loss. Four different preheat temperatures (200˚C, 300˚C, 350˚C and 400˚C) along with a room temperature (RT) sample with no preheat were chosen for the current study. After the desired pre- heat temperature was attained, multipass GMAW was performed to fill the slots (Figure 1(a)). The voltage applied was 23 volt, wire feed speed rate was 250 IPM, and the heat input was approximately 1.18 kJ/mm. The interpass temperature used was a 50˚C higher than the selected preheat temperature. Approximately 28 passes were made to completely fill the slot. The rail section was then allowed to cool after the welding and any ex- cessive material was ground off from the surface. The welded rail head was then sliced into thin sections of dimensions 136 mm long and 12.7 mm wide and 2.5 mm thick. For the fracture test, a 60˚ notch was introduced at one edge to the center of the weld with a 5 mm depth for the notch , a nd a de pth to wi dt h ratio (a/ W) o f abo ut 0 .4. A minimum gage length of 72 mm was set for both notched and unnotched static tensile testin g (Figure 1(b)). Hardness tests were performed on the samples at dif- ferent locations across the weld using a Clark CLC-200R hardness tester. Microstructural analyses of the parent, HAZ, and weld regions were conduct ed using an Oly mpus GX51 metallurgical optical microscope. A servo hydrau- lic material testing system (MTS 810) with a 100 kN load cell connected with Test star II software was used for static tensile tests, both on notched and un-notched sam- ples. 3. Results and Discussion 3.1. Hardness Distribution of Welded Pearlitic Rail Steel Hardness of welded samples was measured at different locations from the weld center. A carbide diamond in- denter tip was used with a 150 kgf load for the hardness measurement. Figure 2 shows the hardness profiles of he welded samples with different preheat temperature. t Open Access ENG 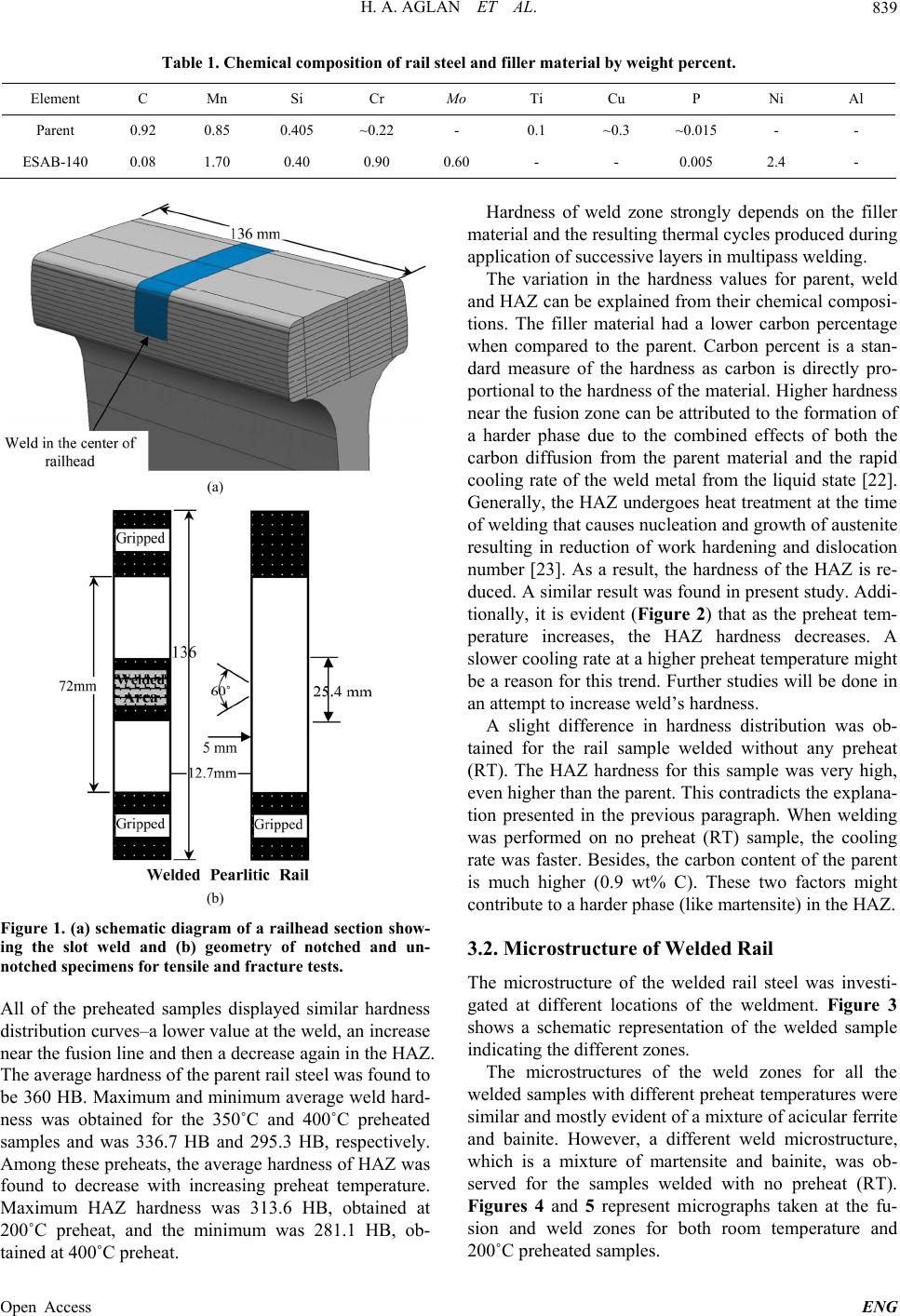 H. A. AGLAN ET AL. Open Access ENG 839 Table 1. Chemical composition of rail steel and filler material by weight percent. Element C Mn Si Cr Mo Ti Cu P Ni Al Parent 0.92 0.85 0.405 ~0.22 - 0.1 ~0.3 ~0.015 - - ESAB-140 0.08 1.70 0.40 0.90 0.60 - - 0.005 2.4 - Hardness of weld zone strongly depends on the filler material and the resulting th ermal cycles produced during application of successive layers in multipass welding. The variation in the hardness values for parent, weld and HAZ can be explained from their chemical composi- tions. The filler material had a lower carbon percentage when compared to the parent. Carbon percent is a stan- dard measure of the hardness as carbon is directly pro- portional to the hardness of the material. Higher hardness near the fusion zone can be attributed to the formation of a harder phase due to the combined effects of both the carbon diffusion from the parent material and the rapid cooling rate of the weld metal from the liquid state [22]. Generally, the HAZ undergoes heat treatment at the time of welding that causes nucleation and growth of austenite resulting in reduction of work hardening and dislocation number [23]. As a result, the hardness of the HAZ is re- duced. A similar result was found in present study. Addi- tionally, it is evident (Figure 2) that as the preheat tem- perature increases, the HAZ hardness decreases. A slower cooling rate at a higher preheat temperature might be a reason for this trend . Further studies will be done in an attempt to increase weld’s hardness. (a) A slight difference in hardness distribution was ob- tained for the rail sample welded without any preheat (RT). The HAZ hardness for this sample was very high, even higher than the parent. This contradicts the explana- tion presented in the previous paragraph. When welding was performed on no preheat (RT) sample, the cooling rate was faster. Besides, the carbon content of the parent is much higher (0.9 wt% C). These two factors might contribute to a harder phase (like martensite) in the HAZ. (b) Figure 1. (a) schematic diagram of a railhead section show- ing the slot weld and (b) geometry of notched and un- notched specime ns for tensile and fracture tests. 3.2. Microstructure of Welded Rail The microstructure of the welded rail steel was investi- gated at different locations of the weldment. Figure 3 shows a schematic representation of the welded sample indicating the different zones. All of the preheated samples displayed similar hardness distribution curves–a lower value at the weld, an increase near the fusion line and then a decrease again in the HAZ. The average hardness of the parent rail steel was found to be 360 HB. Maximum and minimum average weld hard- ness was obtained for the 350˚C and 400˚C preheated samples and was 336.7 HB and 295.3 HB, respectively. Among these preheats, the average hardness of HAZ was found to decrease with increasing preheat temperature. Maximum HAZ hardness was 313.6 HB, obtained at 200˚C preheat, and the minimum was 281.1 HB, ob- tained at 400˚C preheat. The microstructures of the weld zones for all the welded samples with different preheat temperatures were similar and mostly evident of a mixture of acicular ferrite and bainite. However, a different weld microstructure, which is a mixture of martensite and bainite, was ob- served for the samples welded with no preheat (RT). Figures 4 and 5 represent micrographs taken at the fu- sion and weld zones for both room temperature and 00˚C preheated samples. 2 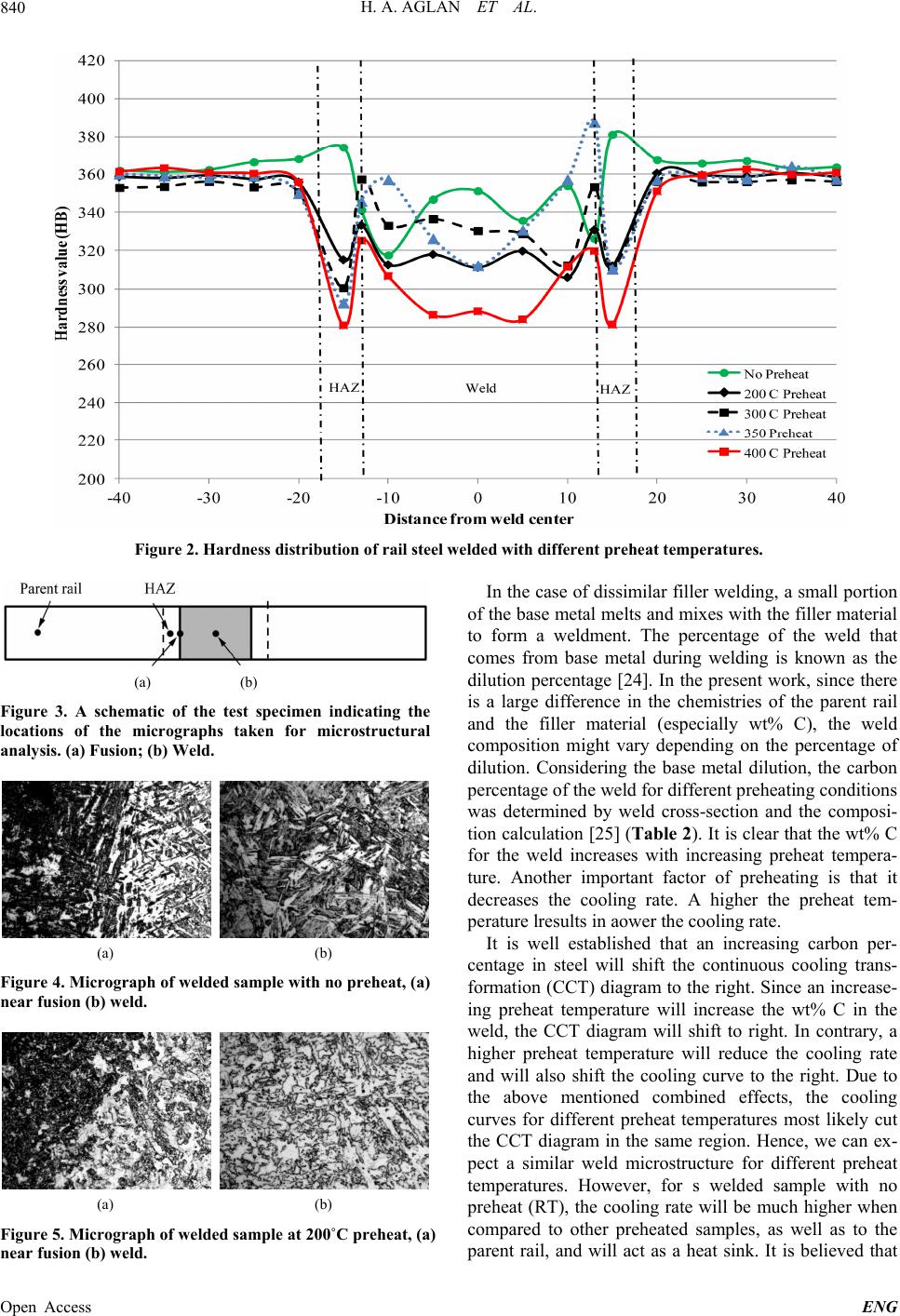 H. A. AGLAN ET AL. 840 Figure 2. Hardness distribution of rail steel welded with different preheat temperatures. (a) (b) Figure 3. A schematic of the test specimen indicating the locations of the micrographs taken for microstructural analysis. (a) Fusion; (b) Weld. (a) (b) Figure 4. Micrograph of welded sample with no preheat, (a) near fusion (b) weld. (a) (b) Figure 5. Micrograph of welded sample at 200˚C preheat, (a) near fusion (b) weld. In the case of dissimilar filler welding, a small portion of the base metal melts and mixes with the filler material to form a weldment. The percentage of the weld that comes from base metal during welding is known as the dilution percentage [24]. In the present work, since there is a large difference in the chemistries of the parent rail and the filler material (especially wt% C), the weld composition might vary depending on the percentage of dilution. Considering the base metal dilution, the carbon percentage of the weld for different preheating conditions was determined by weld cross-section and the composi- tion calculation [25] (Ta ble 2). It is clear that the wt% C for the weld increases with increasing preheat tempera- ture. Another important factor of preheating is that it decreases the cooling rate. A higher the preheat tem- perature lresults i n aower the c ooling rat e. It is well established that an increasing carbon per- centage in steel will shift the continuous cooling trans- formation (CCT) diagram to the right. Since an increase- ing preheat temperature will increase the wt% C in the weld, the CCT diagram will shift to right. In contrary, a higher preheat temperature will reduce the cooling rate and will also shift the cooling curve to the right. Due to the above mentioned combined effects, the cooling curves for different preheat temperatures most likely cut the CCT diagram in the same region. Hence, we can ex- pect a similar weld microstructure for different preheat temperatures. However, for s welded sample with no preheat (RT), the cooling rate will be much higher when compared to other preheated samples, as well as to the parent rail, and will act as a heat sink. It is believed that Open Access ENG  H. A. AGLAN ET AL. 841 due to this very high cooling rate, martensite and bainite were formed in their microstructures. 3.3. Mechanical and Fracture Performance Tensile and fracture test data for parent and welded specimens are presented in Table 3. The ultimate tensile strength (UTS) and strain of the parent rail was found to be 1146 MPa and 9.3%, respectively. The ultimate ten- sile strengths of all the welded specimens with different preheats were found to be similar. The maximum tensile strength (1023 MPa), which is about 11% less than that of the parent steel, was obtained at the 200˚C preheat temperature. The maximum strain (6%) was obtained at the 300˚C preheat. This is a 35% decrease in strain when compared to the parent. The maximum yield strength (718 MPa) was obtain ed for the 400˚C preheated samples. This is similar to that of the parent steel (717 MPa). Yield strengths of other preheated samples (200˚C, 300˚C, and 350˚C) were about 8% less than the parent. Except for 350˚C preheat temperature, all the other welded samples showed a similar modulus of elasticity as the parent. The modulus of elasticity for the welded rail with a 350˚C preheat temperature was 951.7 GPa, which is 3.6% higher than that of the parent. The minimum strength, as well as strain, was 836 MPa and 3.4%, obtained for samples welded with no preheat (RT). During the welding processes, the liquid weld de- posit tries to contract as it solidifies. Additionally, the unmelted parent around the weld preven ts the contraction of the weld. As a result, the weld zone remains under residual tensile stress. It is established that preheating helps reduce the weld residual stresses significantly [15,16]. It is considered that the presence of a higher Table 2. Carbon content of weld for different preheat tem- peratures. Preheat Temp. None 200˚C 300˚C 350˚C 400˚C Wt% C 0.13 0.15 0.17 0.190.2 amount of residual stress, in the case of room tempera- ture weld samples, might be a reason for the lower tensile strength. Weld efficiency is defined as the ratio of ultimate ten- sile strength of weld to parent. This is a powerful tool to assess a weld’s performance. Weld efficiency of samples welded at different preheat temperatures is shown in Figure 6. The slight deviations in the error bars (Figure 6) indicate the consistenc y of the values obtain ed for any individual preheat temperature. It is evident that the weld efficiency is lower for the samples with no preheat (RT). The weld efficiency in- creased significantly after introducing preheat and was about 90%. Variation of preheat temperature, in the range of 200˚C to 400˚C, does not have any significant effect on weld efficiency. Residual strengths were determined for both parent and welded rail steels after testing samples with simu- lated defects. A 5 mm deep notch was introduced with a crack length to width (a/W) ratio of 0.4. The apparent fracture toughness (KI) was calculated using a formula mentioned in JSMS handbook [26]. Variation in the fracture toughness ratio of parent to weld with respect to preheat temperature is presented in Figure 6. It can be seen that the toughness ratio does not vary significantly for different preheat temperatures and is about 0.9. The higher value of residual str ength ( Table 3) for the sample with no preheat (RT) is contradictory to the lowest value of tensile strength (as discussed in earlier section). The presence of a high weld residual stress (due to contrac- tion of the weld) was considered to initiate a crack (dur- ing tensile test) at a lower tensile stress. This results in a lower tensile strength of this weld. On the other hand, during the fracture toughness evaluation, a crack was introduced with a notch in the weld. Hence the presence of weld residual stress might not play a significant role in the crack propagation. 4. Conclusions Preheating has a significant effect on the properties of a Table 3. Summary of all tensile and fracture test data. Tensile Test Fracture Test Preheat Temp. ˚C Slot Temp. ˚C UTS (Mpa)Y.S. (Mpa) Strain (%)Mod. (Gpa)Eff. (%)Residual Strength (Mpa) Strain (%) KI Parent 1146 ± 18717 ± 10 9.3 ± 0.7 918 ± 8 481 ± 17 0.6 ± 0 127.4 ± 3.6 None 25 836 ± 1 9 738 ± 14 3.4 ± 0 .5 905 ± 15 72.9 ± 1.6472 ± 5 2.63 ± 0.2 122.4 ± 1.7 200 157 1023 ± 7 655 ± 5 4.7 ± 0.7 917 ± 40 89.2 ± 0.6437 ± 10 1.8 ± 0.1 116.5 ± 2.9 300 232 1015 ± 22658 ± 8 6.0 ± 0.9 908 ± 38 88.6 ± 2.0436 ± 4 2.1 ± 0.1 112.1 ± 1.0 350 263 996 ± 17 652 ± 3 4.7 ± 0.5 952 ± 8 86.9 ± 1.5436 ± 4 1.7 ± 0.2 116.2 ± 1.2 400 288 997 ± 11 718 ± 8 4.1 ± 0.2 921 ± 13 87.0 ± 0.9427 ± 3 1.9 ± 0.1 112.1 ± 0.9 Open Access ENG 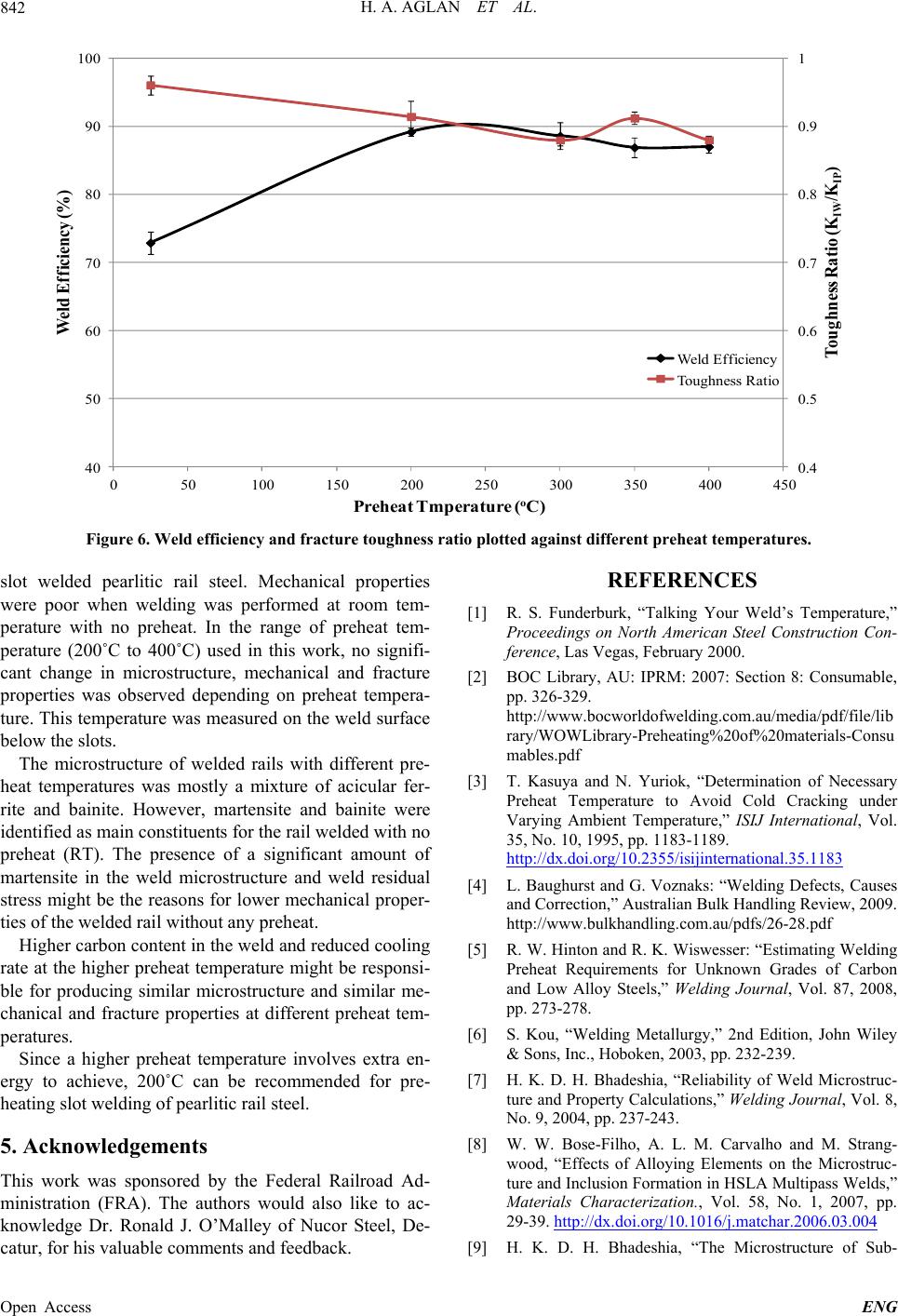 H. A. AGLAN ET AL. 842 0.4 0.5 0.6 0.7 0.8 0.9 1 40 50 60 70 80 90 100 050100 150 200 250 300 350 400 450 T oughness Ratio ( K IW /K IP ) Weld Efficiency (%) Preheat Tmperature ( o C) W el d Effici ency Toughness Ratio Figure 6. Weld efficiency and fracture toughness ratio plotted against different preheat temperatures. slot welded pearlitic rail steel. Mechanical properties were poor when welding was performed at room tem- perature with no preheat. In the range of preheat tem- perature (200˚C to 400˚C) used in this work, no signifi- cant change in microstructure, mechanical and fracture properties was observed depending on preheat tempera- ture. This temperature was measured on the weld surface below the slots. The microstructure of welded rails with different pre- heat temperatures was mostly a mixture of acicular fer- rite and bainite. However, martensite and bainite were identified as main constitu ents for the rail welded with no preheat (RT). The presence of a significant amount of martensite in the weld microstructure and weld residual stress might be the reasons for lower mechanical proper- ties of the welded rail without any preheat. Higher carbon content in the weld and reduced cooling rate at the higher preheat temperature might be responsi- ble for producing similar microstructure and similar me- chanical and fracture properties at different preheat tem- peratures. Since a higher preheat temperature involves extra en- ergy to achieve, 200˚C can be recommended for pre- heating slot welding of pearlitic rail steel. 5. Acknowledgements This work was sponsored by the Federal Railroad Ad- ministration (FRA). The authors would also like to ac- knowledge Dr. Ronald J. O’Malley of Nucor Steel, De- catur, for his valuable comments and feedback. REFERENCES [1] R. S. Funderburk, “Talking Your Weld’s Temperature,” Proceedings on North American Steel Construction Con- ference, Las Vegas, February 2000. [2] BOC Library, AU: IPRM: 2007: Section 8: Consumable, pp. 326-329. http://www.bocworldofwelding.com.au/media/pdf/file/lib rary/WOWLibrary-Preheating%20of%20materials-Consu mables.pdf [3] T. Kasuya and N. Yuriok, “Determination of Necessary Preheat Temperature to Avoid Cold Cracking under Varying Ambient Temperature,” ISIJ International, Vol. 35, No. 10, 1995, pp. 1183-1189. http://dx.doi.org/10.2355/isijinternational.35.1183 [4] L. Baughurst and G. Voznaks: “Welding Defects, Causes and Correction,” Australian Bulk Handling Review, 2009. http://www.bulkhandling.com.au/pdfs/26-28.pdf [5] R. W. Hinton and R. K. Wiswesser: “Estimating Welding Preheat Requirements for Unknown Grades of Carbon and Low Alloy Steels,” Welding Journal, Vol. 87, 2008, pp. 273-278. [6] S. Kou, “Welding Metallurgy,” 2nd Edition, John Wiley & Sons, Inc., Hoboken, 2003, pp. 232-239. [7] H. K. D. H. Bhadeshia, “Reliability of Weld Microstruc- ture and Property Calculations,” Welding Journal, Vol. 8, No. 9, 2004, pp. 237-243. [8] W. W. Bose-Filho, A. L. M. Carvalho and M. Strang- wood, “Effects of Alloying Elements on the Microstruc- ture and Inclusion Formation in HSLA Multipass Welds,” Materials Characterization., Vol. 58, No. 1, 2007, pp. 29-39. http://dx.doi.org/10.1016/j.matchar.2006.03.004 [9] H. K. D. H. Bhadeshia, “The Microstructure of Sub- Open Access ENG  H. A. AGLAN ET AL. 843 merged Arc-Weld Deposits for High-Strength Steels,” Journal of Materials Science, Vol. 24, No. 9, 1989, pp. 3180-3188. http://dx.doi.org/10.1007/BF01139039 [10] Y. Shia and Z. Han, “Effect of Weld Thermal Cycle on Microstructure and Fracture Toughness of Simulated Heat-Affected Zone for a 822 MPa Grade High Strength Low Alloy Steel,” Journal of Materials Processing Tech- nology, Vol. 207, No. 1-3, 2008, pp. 30-39. http://dx.doi.org/10.1016/j.jmatprotec.2007.12.049 [11] R. S. Funderburk, “A Look at Heat Input,” Welding In- novation, Vol. 16, No. 1, 1999, pp. 8-11. [12] E. M. El-Banna: “Effect of Preheat on Welding of Ductile Cast Iron,” Materials Letters, Vol. 41, No. 1, 1999, pp. 20-26. http://dx.doi.org/10.1016/S0167-577X(99)00098-1 [13] L. H. Hu, J. Huang, Z. G. Li and Y. X. Wu, “Effects of Preheating Temperature on Cold Cracks, Microstructures and Properties of High Power Laser Hybrid Welded 10Ni3CrMoV Steel,” Materials & Design, Vol. 32, 2011, pp. 1931-1939. [14] D. K. Miller, “The Challenge of Welding Jumbo Shapes,” Welding Innovation, Vol. 10, No. 1, 1993, pp. 3-5. [15] T. Teng and C. Lin, “Effect of Welding Conditions on Residual Stresses Due to Butt Welds,” International Journal of Pressure Vessels and Piping, Vol. 75, No. 12, 1998, pp. 857-864. http://dx.doi.org/10.1016/S0308-0161(98)00084-2 [16] A. Fallahi, K. Jafarpur and M. R. Nami, “Analysis of Welding Conditions Based on Induced Thermal Irreversi- bilities in Welded Structures: Cases of Welding Se- quences and Preheating Treatment,” Scientia Iranica, Vol. 18, No. 3, 2011, pp. 398-406. [17] R. C. Reed and H. K. D. H. Bhadeshia, “A Simple Model for Multipass Steel Welds,” Acta Metallurgica et Materi- alia, Vol. 42, No. 11, 1994, pp. 3663-3678. http://dx.doi.org/10.1016/0956-7151(94)90432-4 [18] E. M. El-Banna, M. S. Nageda and M. M. A. El-Saadat, “Study of Restoration by Welding of Pearlitic Ductile Cast Iron,” Materials Letters, Vol. 42, No. 5, 2000, pp. 311-320. http://dx.doi.org/10.1016/S0167-577X(99)00204-9 [19] M. Saarna and A. Laansoo, “Rail and Rail Weld Testing,” Proceedings of 4th International DAAAM Conference on Industrial Engineering-Innovation as Competitive Edge for SME, Tallinn, April 2004, pp. 217-219. [20] T. W. Orange: “Evaluation of Special 301-Type Stainless Steel for Improved Low-Temperature Notch Toughness of Cryoformed Pressure Vessels,” Report TND-3445, NASA, Washington DC, 1966. [21] J. J. Lewandowski and A. W. Thompson, “Microstruc- tural Effects on the Cleavage Fracture Stress of Fully Pearlitic Eutectoid Steel,” Metallurgical and Materials Transactions A, Vol. 17, No. 10, 1986, pp. 1769-1786. http://dx.doi.org/10.1007/BF02817275 [22] B. Gulenc and N. Kahraman: “Wear Behaviour of Bull- dozer Rollers Welded Using a Submerged Arc Welding Process,” Materials & Design., Vol. 24, No. 7, 2003, pp. 537-542. http://dx.doi.org/10.1016/S0261-3069(03)00082-7 [23] E. Gharibshahiyan, A. H. Raouf, N.Parvin and M. Ra- himian, “The Effect of Microstructure on Hardness and Toughness of Low Carbon Welded Steel Using Inert Gas Welding,” Materials & Design, Vol. 32, No. 4, 2011, pp. 2042-2048. http://dx.doi.org/10.1016/j.matdes.2010.11.056 [24] Carbon Steel to Austenitic Steel. http://www.gowelding.com/met/diss.html [25] R. E. Avery, “Pay Attention to Dissimilar-Metal Weld,” Nickel Development Institute, 1991. http://www.nipera.org/~/Media/Files/TechnicalLiterature/ GuidelinesforWeldingDissimilarMetals_14018_.pdf [26] Y. Murakami, “Stress Intensity Factors Handbook,” Per- gamon Press, Oxford, 1990, p. 9. Open Access ENG
|