Effect of Refining Parameters on Medium Density Fibreboard (MDF)
Properties from Oil Palm Trunk (Elaeis guineensis)
Copyright © 2013 SciRes. OJCM
130
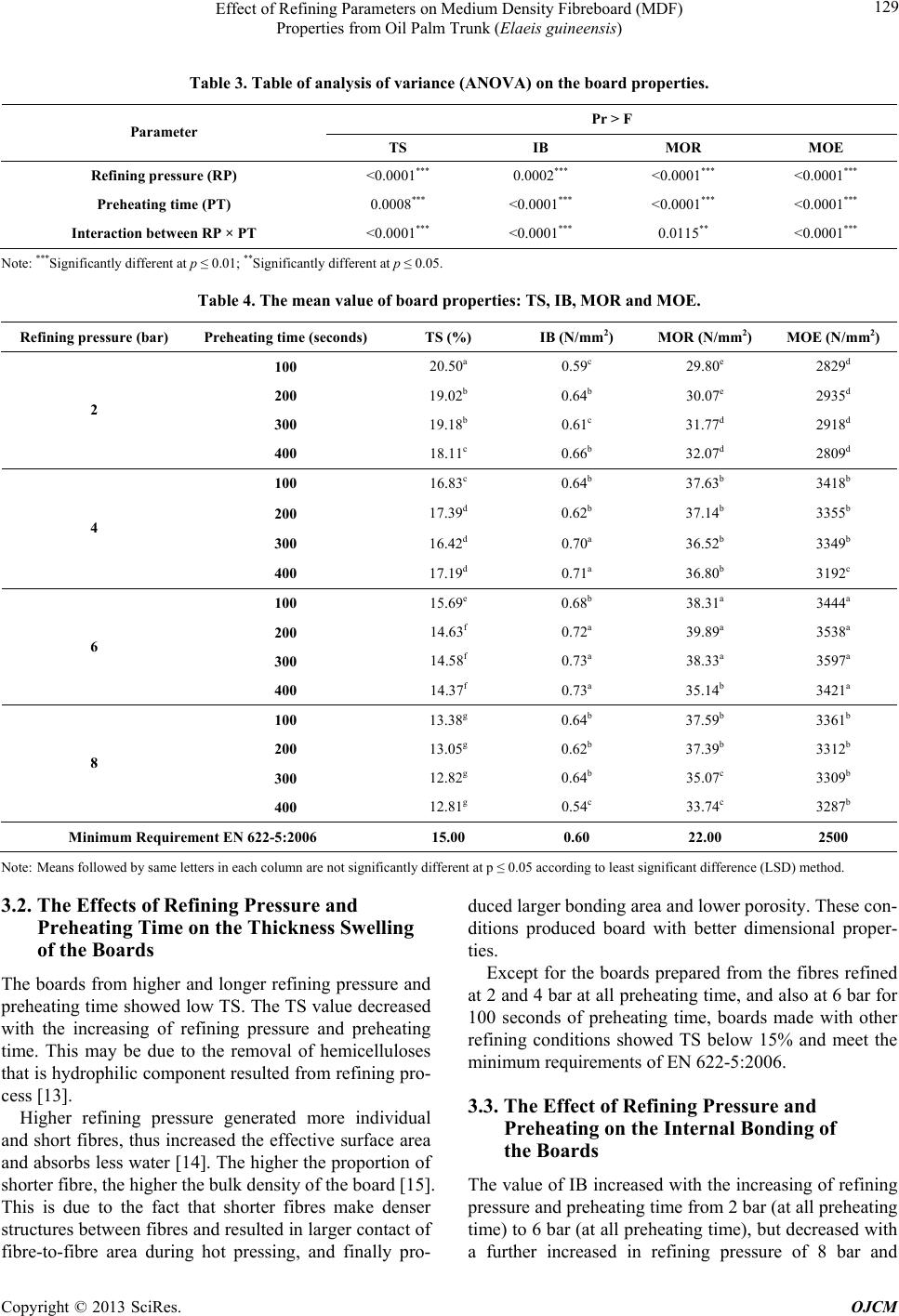
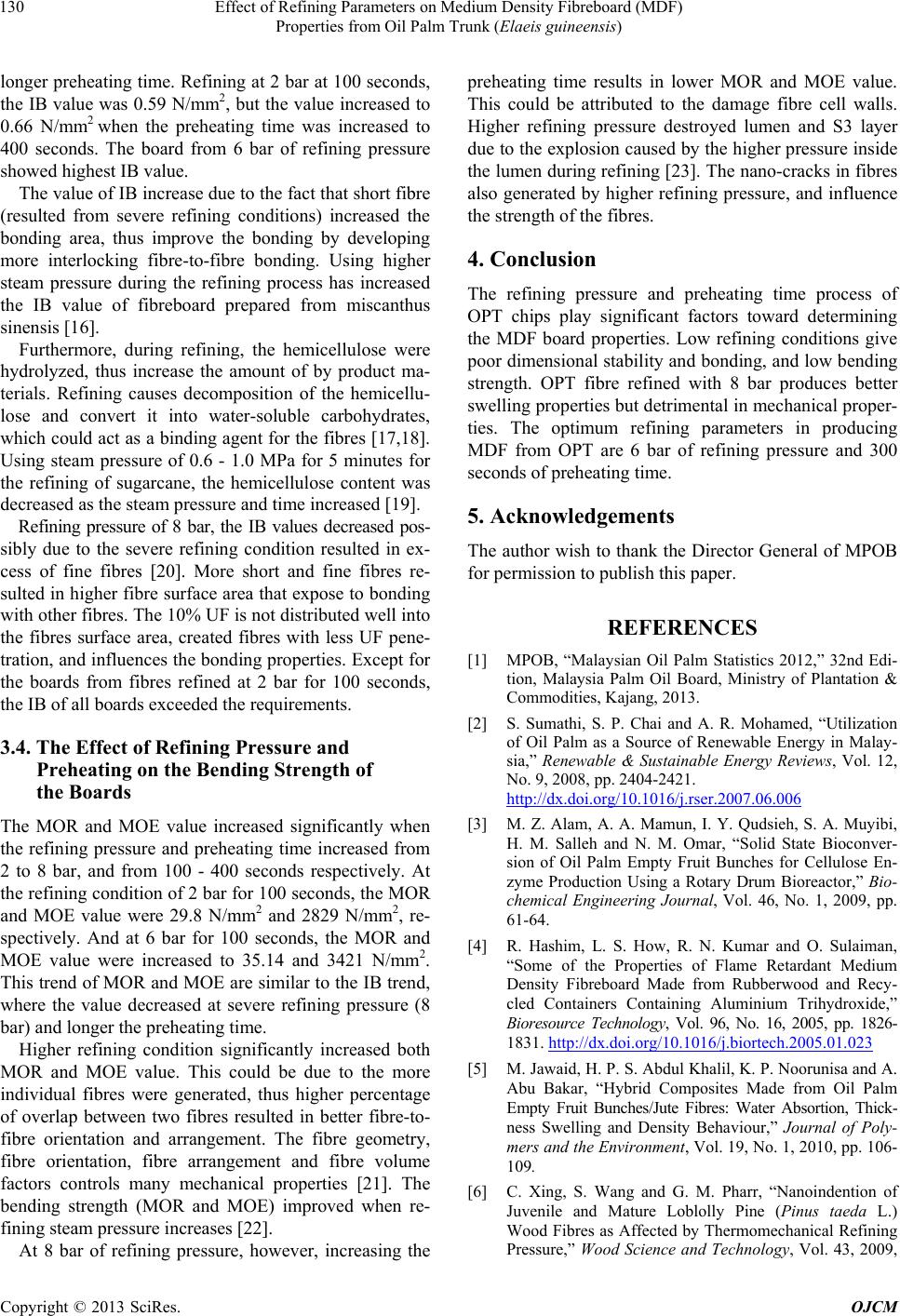
longer preheating time. Refining at 2 bar at 100 seconds,
the IB value was 0.59 N/mm2, but the value increased to
0.66 N/mm2 when the preheating time was increased to
400 seconds. The board from 6 bar of refining pressure
showed highest IB value.
The value of IB increase due to the fact that short fibre
(resulted from severe refining conditions) increased the
bonding area, thus improve the bonding by developing
more interlocking fibre-to-fibre bonding. Using higher
steam pressure during the refining process has increased
the IB value of fibreboard prepared from miscanthus
sinensis [16].
Furthermore, during refining, the hemicellulose were
hydrolyzed, thus increase the amount of by product ma-
terials. Refining causes decomposition of the hemicellu-
lose and convert it into water-soluble carbohydrates,
which could act as a binding agent for the fibres [17,18].
Using steam pressure of 0.6 - 1.0 MPa for 5 minutes for
the refining of sugarcane, the hemicellulose content was
decreased as the steam pressure and time increased [19].
Refining pressure of 8 bar, the IB values decreased pos-
sibly due to the severe refining condition resulted in ex-
cess of fine fibres [20]. More short and fine fibres re-
sulted in higher fibre surface area that expose to bonding
with other fibres. The 10% UF is not distributed well into
the fibres surface area, created fibres with less UF pene-
tration, and influences the bonding properties. Except for
the boards from fibres refined at 2 bar for 100 seconds,
the IB of all boards exceeded the requirements.
3.4. The Effect of Refining Pressure and
Preheating on the Bending Strength of
the Boards
The MOR and MOE value increased significantly when
the refining pressure and preheating time increased from
2 to 8 bar, and from 100 - 400 seconds respectively. At
the refining condition of 2 bar for 100 seconds, the MOR
and MOE value were 29.8 N/mm2 and 2829 N/mm2, re-
spectively. And at 6 bar for 100 seconds, the MOR and
MOE value were increased to 35.14 and 3421 N/mm2.
This trend of MOR and MOE are similar to the IB trend,
where the value decreased at severe refining pressure (8
bar) and longer the preheating time.
Higher refining condition significantly increased both
MOR and MOE value. This could be due to the more
individual fibres were generated, thus higher percentage
of overlap between two fibres resulted in better fibre-to-
fibre orientation and arrangement. The fibre geometry,
fibre orientation, fibre arrangement and fibre volume
factors controls many mechanical properties [21]. The
bending strength (MOR and MOE) improved when re-
fining steam pressure increases [22].
At 8 bar of refining pressure, however, increasing the
preheating time results in lower MOR and MOE value.
This could be attributed to the damage fibre cell walls.
Higher refining pressure destroyed lumen and S3 layer
due to the explosion caused by the higher pressure inside
the lumen during refining [23]. The nano-cracks in fibres
also generated by higher refining pressure, and influence
the strength of the fibres.
4. Conclusion
The refining pressure and preheating time process of
OPT chips play significant factors toward determining
the MDF board properties. Low refining conditions give
poor dimensional stability and bonding, and low bending
strength. OPT fibre refined with 8 bar produces better
swelling properties but detrimental in mechanical proper-
ties. The optimum refining parameters in producing
MDF from OPT are 6 bar of refining pressure and 300
seconds of preheating time.
5. Acknowledgements
The author wish to thank the Director General of MPOB
for permission to publish this paper.
REFERENCES
[1] MPOB, “Malaysian Oil Palm Statistics 2012,” 32nd Edi-
tion, Malaysia Palm Oil Board, Ministry of Plantation &
Commodities, Kajang, 2013.
[2] S. Sumathi, S. P. Chai and A. R. Mohamed, “Utilization
of Oil Palm as a Source of Renewable Energy in Malay-
sia,” Renewable & Sustainable Energy Reviews, Vol. 12,
No. 9, 2008, pp. 2404-2421.
http://dx.doi.org/10.1016/j.rser.2007.06.006
[3] M. Z. Alam, A. A. Mamun, I. Y. Qudsieh, S. A. Muyibi,
H. M. Salleh and N. M. Omar, “Solid State Bioconver-
sion of Oil Palm Empty Fruit Bunches for Cellulose En-
zyme Production Using a Rotary Drum Bioreactor,” Bio-
chemical Engineering Journal, Vol. 46, No. 1, 2009, pp.
61-64.
[4] R. Hashim, L. S. How, R. N. Kumar and O. Sulaiman,
“Some of the Properties of Flame Retardant Medium
Density Fibreboard Made from Rubberwood and Recy-
cled Containers Containing Aluminium Trihydroxide,”
Bioresource Technology, Vol. 96, No. 16, 2005, pp. 1826-
1831. http://dx.doi.org/10.1016/j.biortech.2005.01.023
[5] M. Jawaid, H. P. S. Abdul Khalil, K. P. Noorunisa and A.
Abu Bakar, “Hybrid Composites Made from Oil Palm
Empty Fruit Bunches/Jute Fibres: Water Absortion, Thick-
ness Swelling and Density Behaviour,” Journal of Poly-
mers and the Environment, Vol. 19, No. 1, 2010, pp. 106-
109.
[6] C. Xing, S. Wang and G. M. Pharr, “Nanoindention of
Juvenile and Mature Loblolly Pine (Pinus taeda L.)
Wood Fibres as Affected by Thermomechanical Refining
Pressure,” Wood Science and Technology, Vol. 43, 2009,