L. TANG ET AL. 289
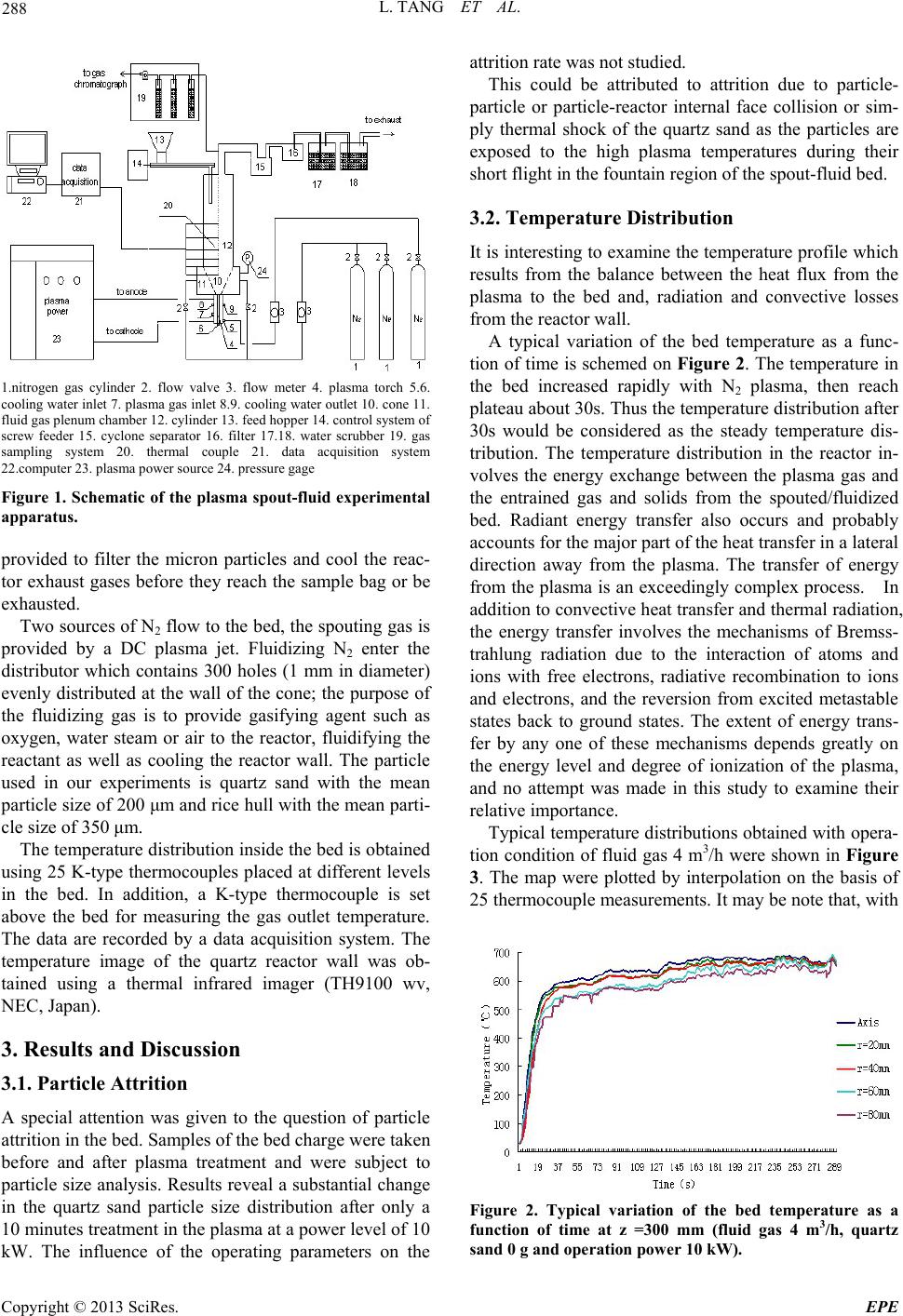
the exception of the region in the region in the immediate
neighborhood of the fluid gas entrance, most of the re-
maining volume of the bed is at a reasonably uniform
temperature which can be attributed to some extent to the
high level of particle recirculation in the bed. Radial
temperature differences are large, ranging from 200 to
300℃, but axial temperature gradient are small; this ob-
servation indicates an efficient axial mixing due to the
plasma jet but a poor radial diffusivity inside the annu-
lus.
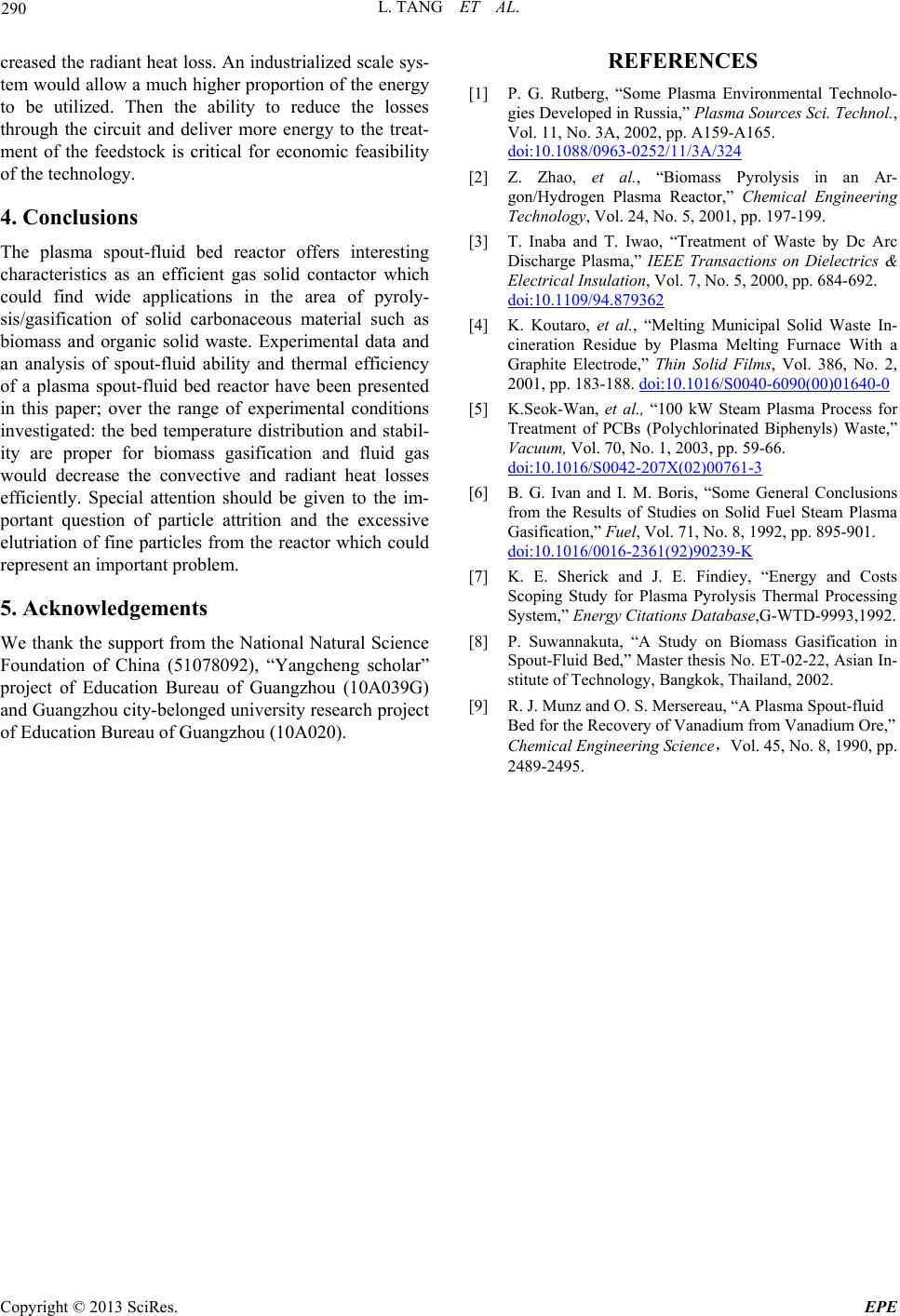
Thermal infrared imager images of quartz reactor wall
at fluid gas 4 m3/h were shown in Figure 4. As noted
earlier in this paper, one of the purposes of the fluid gas
is cooling the reactor wall so as to decrease the radiation
heat transfer between the reactor wall and surrounding.
Compare the experiments’ results, the level of the quartz
wall temperature decreased significantly after increase
the fluid gas.
3.3. Energy Balance
In order to evaluate the efficiency of the use of energy
for carbonaceous organic material pyrolysis/gasification
in the reactor, the amounts of energy required for reac-
tions, enthalpy of exit products and heat losses must be
Figure 3. Temperature distribution in the reactor at fluid
gas 4 m3/h (quartz sand 21.3 g and operation power 10 kW).
Figure 4. Thermal infrared imager image of quartz reactor
wall at fluid gas 4 m3/h (quartz sand 21.3 g and operation
power 10 kW).
determined. An energy balance on the reactor system
including the basic losses in the plasma due to energy
losses at the circuit is given as follows:
where is cone-column pyrolysis reactor mass in kg,
is the reactor specific heat in kJ·kg-1·K-1,
m
cT
is the
temperature increase in K,
is the time interval of
observation in seconds, the three value are, respec-
tively, rates of power supply inputs, losses to circuit and
cooling water, and thermal loss, the enthalpy values are
heats of formation of reactants and products.
Q
Complete energy balance were attempted for two ex-
periments, run 1 at input power 10 kW with fluid gas
flow rate 4 m3/h and run 2 at input power 10 kW without
fluid gas input, for the conditions of run 1 is the repre-
sentative condition of gasification experiments, while the
conditions of run 2 is the representative condition of py-
rolysis experiments. Because the high heating rate of
plasma, the reactor would be considered operating at
steady state and the energy storage term would be zero.
The rate of delivery of electrical energy to the system
input was 10kW. By measure the cooling water inlet
and outlet temperature and calculated the thermal loss
taking by the cooling water, the value of lossescircuit in
these two conditions had nearly the same value of 1.678
kW. lossesradiant from the reactor is calculated by the
reactor surface temperature and the environmental tem-
perature. The reactor surface temperatures were esti-
mated using the thermal infrared imager images.
Q
Q
Q
For this is the preliminary experiment using the reac-
tor, the fluid gas used in the reaction is nitrogen, while if
using gasifying agent such as oxygen, water steam or air
as the fluid gas, the content of the combustible gas in the
product gas would increase due to the chemical reactions
between the carbon and oxygen. Secondly, the flow rate
of the gasifying agent (fluid gas) should adjust according
to the feedback rate, and the fluid gas may be a bit more
than that is needed. It is likely that future research in
both fluid gas ingredient and flow rate will continue to
improve the energy transfer efficiency of plasma spout–
fluid systems.
In pyrolysis condition, the magnitude of the numbers
about 36% show that a large percentage of the total en-
ergy delivered into the system is lost to circumstances,
while the thermal loss was about 33% of total energy in
gasification condition. The thermal losses of this labora-
tory reactor were still high, and the amount of energy
used by the feedstock was small. This could be attributed
to two reasons: 1) this laboratory reactor was a small
scale apparatus having a large ratio of surface area/reac-
tor volume; 2) in order to observe the plasma, transparent
quartz tube was used for the reactor wall, which had in-
Copyright © 2013 SciRes. EPE