X. Y. DING ET AL. 229
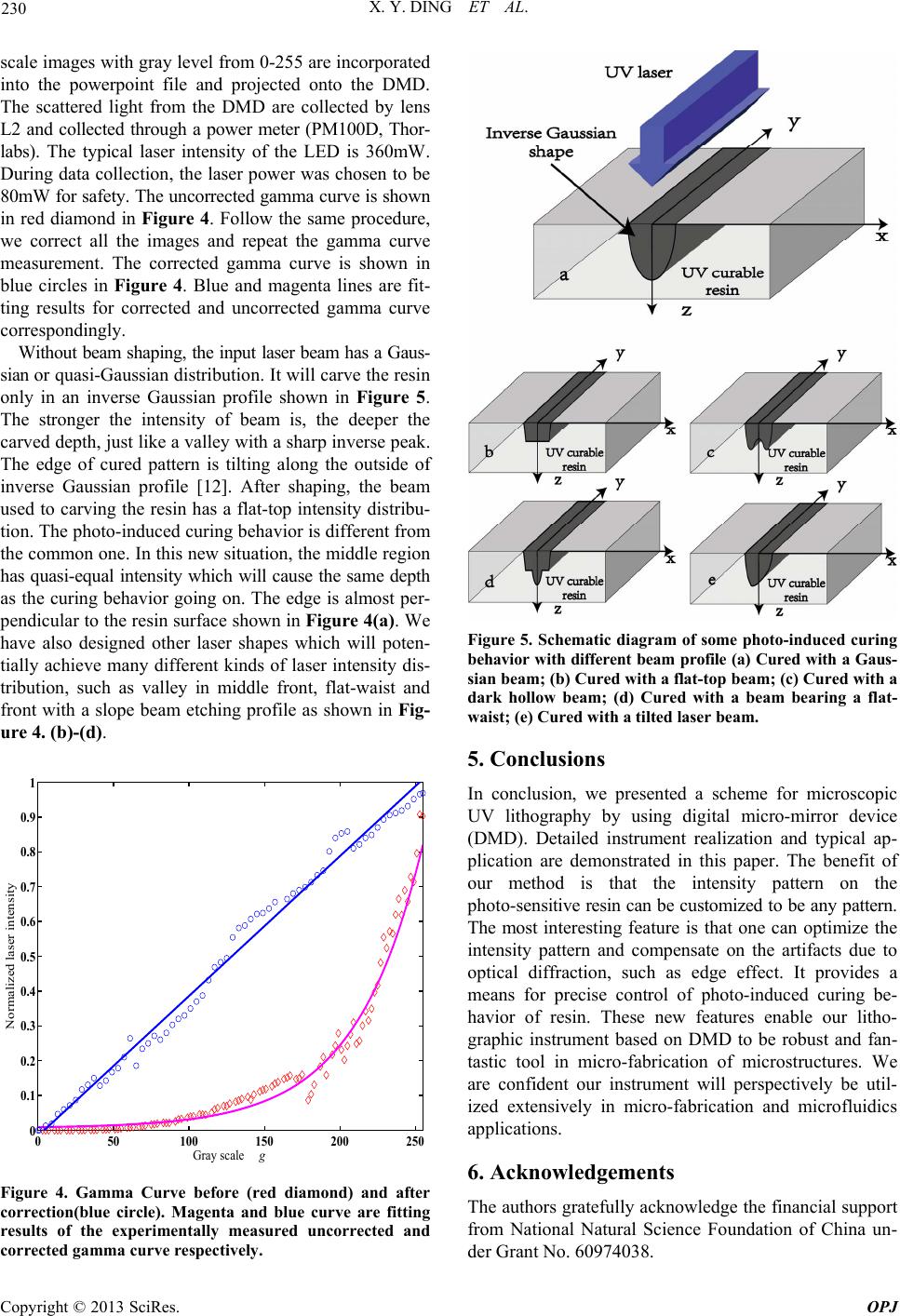
substrate by photoresist coating machine (KW-4 A, In-
stitute of Microelectronics, Chinese Academy of Sci-
ences) with rotation speed of 2000 rpm for 30 s. The
thickness of the resin film is estimated at around 70 μm.
Secondly, put the glass coated with resin on heating plate
for baking. The temperature and time recommended is
65° for 6 min and then 95° for 20 min. Cooling to the
room temperature. Thirdly, the shaped beam will be ex-
posed the resin on the substrate. The recommended ex-
posure time is 28 s. Finally, use the developer to finish
the resin development in 1min. Isopropanol and Deion-
ized water will be needed for the cleaning of the sub-
strate. All the four processes should be performed in
cleanroom without UV existence.
Compared with traditional well-established UV etching
methods, our experimental setup has two distinct features.
Firstly, DMD enables maskless lithography and the pat-
tern can be easily renewed; secondly, the DMD can fur-
ther improve the laser beam quality and even upgrade the
distribution onto the substrate. These novel features will
minimize the edge effect caused by light diffraction.
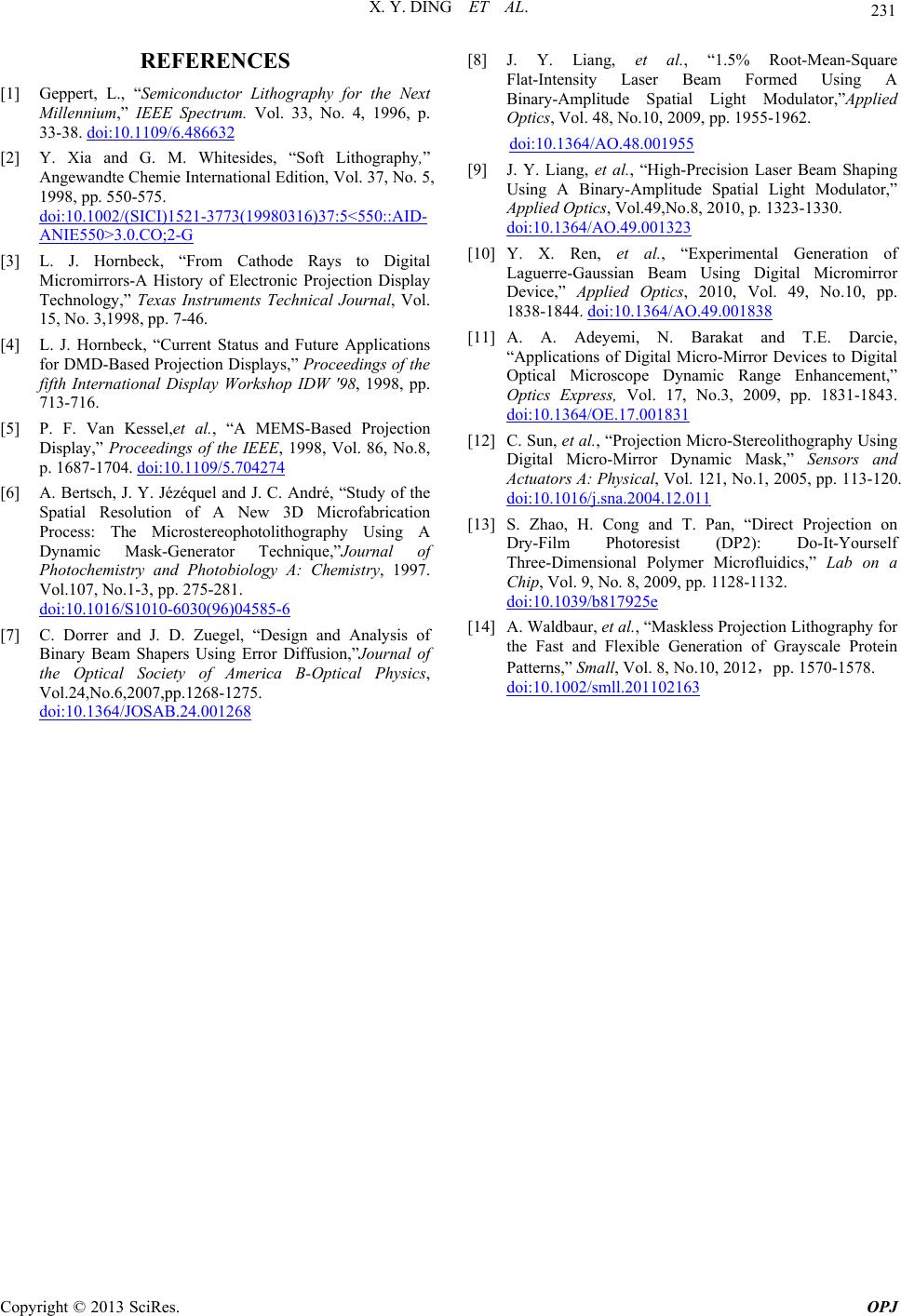
The intensity of a laser is commonly with a Gaussian
or quasi-Gaussian profile. This restricts the application in
many research areas, for example, in ultra-cold atom
experiment, flat-top intensity distribution is required.
Therefore, we have to shape the laser beam to accom-
modate the specific application. In principle, the beam
intensities reflected from the DMD are produced by
pulse width modulation of the mirror elements over the
refresh time [11]. By changing the duty ratios of “on”
and “off” state of the micro-mirrors, the reflection func-
tion of DMD can be regulated. Accordingly, projection
of the predesigned images onto the DMD will enable
shaping of the laser beam profile used to illuminate the
photosensitive resin.
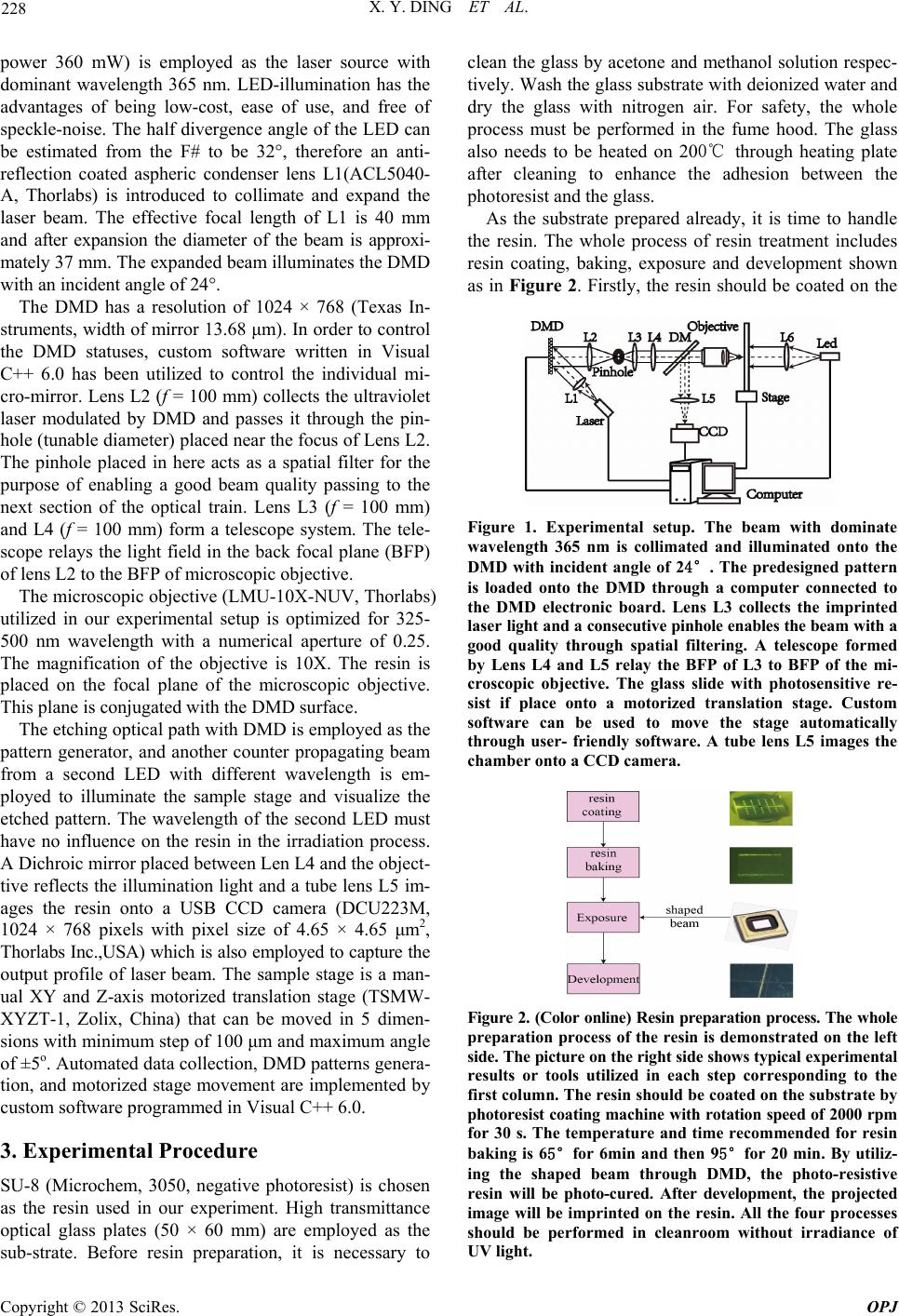
Suppose all the micro-mirrors in DMD chip are turned
on and they are all situated on the “on” state. The input
laser beam reflected from DMD will pass through the
pinhole which acts as a spatial-frequency low pass filter
in the back focal plane of L2. According to the input pro-
file, it is easy to get the target function that suits the con-
dition of our experiment. In this paper, a flat-top beam is
taken as an example. Here Gaussian and eighth-order
super-Lorentzian are employed following Liang et al. [8]
as a demonstration.
The reflective function will be achieved by the “sub-
traction” between processed reflect function and input
beam profile which is shown in Figure 3. The reflective
function will be processed by error-diffusion algorithm
which is commonly used in image processing [7]. The
DMD pattern will be designed under the processed re-
flect function with the principal of changing pulse width.
As being shaped by DMD pattern, the output beam pro-
file will be close to the target profile. Lots of algorithms
can be utilized to derive the reflection pattern projected
through DMD to minimize the mean square error of the
output beam profile with respect to the ideal target beam.
More advanced process will adopt online feedback con-
trol to optimize the reflection function and it takes com-
puter time to do the optimization and calculation. As a
demonstration, we here present the ideal of the beam
shaping method that will be adopted in our microscopic
lithography experiment.
If the laser beam is well shaped, the resin can be placed
on the focal plane of the microscopic objective. Through
the magnification ability of the microscopic objective, it
is easy to pass a big image to a small area in the focal
plane. As the beam passing through the objective has al-
ready been shaped, it is able to cure the resin with pre-
designed intensity distribution. As the intensity distribu-
tion is custom designed, the photo-induced curing be-
havior will depend much on the intensity distribution
precisely controlled through computer programs.
4. Experimental Results
DMD acts like an amplitude type video display. It adopts
an impulse modulation technique to load the gray scale
image data. Typically the output power of laser intensity
contributed from an individual DMD mirror is propor-
tional to the duty ratio of that mirror during the data col-
lection period. Actually, for most of the display, includ-
ing phase type spatial light modulator, the output light
intensity is not exactly proportionally increasing with
input signal. This effect will degrade the performance of
those devices. In order to avoid this effect, a correction
algorithm on the Gamma curve has to be derived to
minimize the non-linear effect.
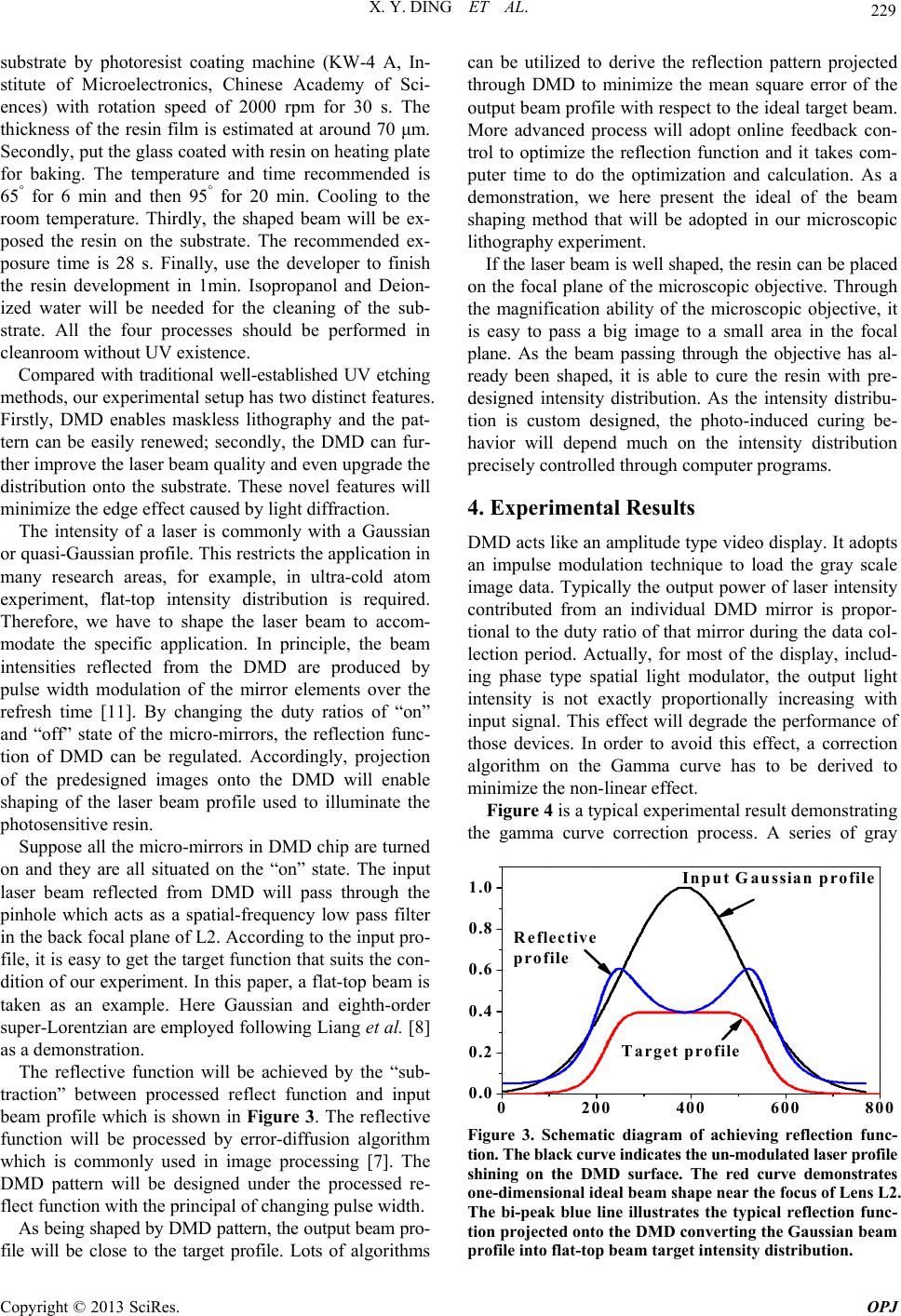
Figure 4 is a typical experimental result demonstrating
the gamma curve correction process. A series of gray
2
4
0.0
0.2
0.4
0.6
0.8
1.0 Inp u t G au ssian pr ofile
Reflective
p rofile
T arget p rofile
Figure 3. Schematic diagram of achieving reflection func-
tion. The black curve indicates th e un-modulated laser profile
shining on the DMD surface. The red curve demonstrates
one-dimensional i deal beam shape near the focus of Lens L2.
The bi-peak blue line illustrates the typical reflection func-
tion projected onto the DMD converting the Gaussian beam
profile into flat-top beam target intensit y di stribution.
Copyright © 2013 SciRes. OPJ