F. A. Bola. et al. / Agricultural Sciences 4 (2013) 90-95
Copyright © 2013 SciRes. http://www.scirp.org/journal/as/
95
4. DATA ACQUISITION PROCE DURE [4] James, T.K., Henry-Luka, A.R. and Mazza, G.( 2006)
Flavour retention during rehydration of onion, Food
Process Engineering, 1, 399- 406.
A thermostat is incorporated with the dryer to vary the
temperature. It also has a blower control unit to vary the
air velocity. Once the drying chamber is loaded, the
blower knob is set to the required air velocity and the
thermostat is also set to the required temperature, drying
is then carried out for a specified time.
[5] Ratti, C. (2001) Hot air and freeze-drying of high-value
foods; a review. Journal of Food Engineering, 49,
311-319. doi:10.1016/S0260-8774(00)00228-4
[6] Bakker Arkema, F.W., Debaerddomacker, P., Amirante,
M., Ruiz Altisent, Sltudman, C. Bakker Arkema, F. W.,
Debaerddomacker, P., Amirante, M., Ruiz Altisent and
Sltudman, C. (1999) CIGR. Handbook of Agriculture En-
gineering. Reinhold Publishing Corporation, 143-145.
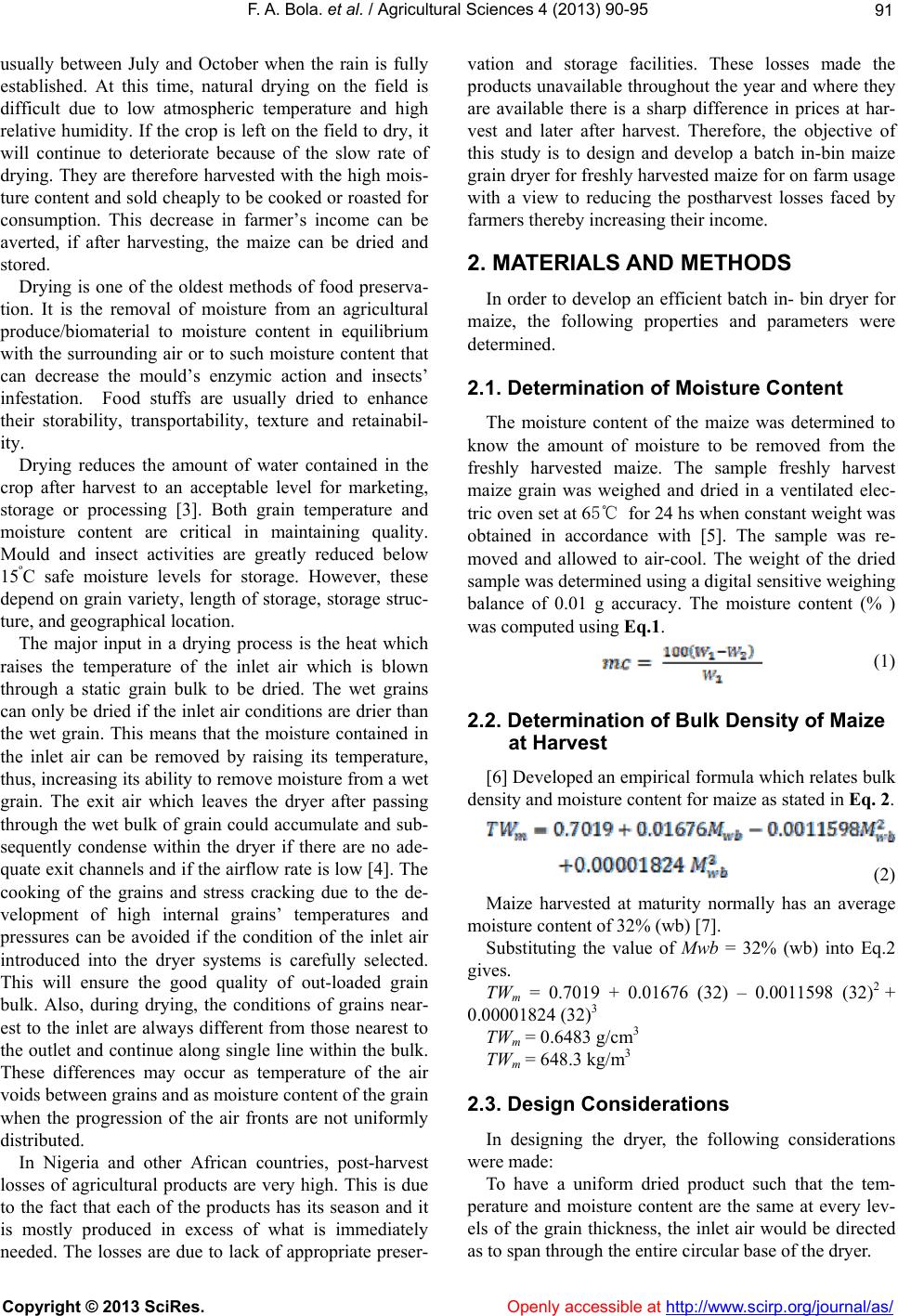
The dryer can be used to measure rate of drying
freshly harvested maize grain at different initial moisture
contents, drying air temperatures, drying air velocities
and grain beds. The effects of different drying tempera-
ture, air velocity, loading and agitating speed on the
quality of dried maize can be investigated with the dryer.
[7] Owolade, E.O., Akinjide, T.O and Afolabi, A.R. ( 2005)
Effects of drying of different varieties of maize. Journal
of Food Technology, 11, 159-182.
[8] Otoniel, C., Nelson, B., Alberto, V., & Angel, P. (2009)
Determination of suitable thin layer model for air drying
of coroba slices (Attalea Maripa) at different air tem-
peratures and velocities. Journal of Food Processing and
Preservation, 34, 587-598.
5. CONCLUSIONS
A batch type in-bin maize grain dryer has been devel-
oped which is capable of drying fresh maize grain at
varying drying air temperature , air velocity and batch
size, depending on the intended end use of the maize.
The locally fabricated dryer is affordable with a total cost
of sixty thousand naira (N 60,000 = 375 USD). The dryer
can be used in laboratory for experimental purpose as
well as on the farm for commercial scale.
[9] Akanbi, C.T., Adeyemi, R.S. and Ojo, A. (2006) Drying
characteristics and sorption isotherm of tomato slices.
Journal of food engineering, 73, 157-163.doi:10.1016/j.jf
oodeng.2005.01.015
[10] Ehiem, J.C. ( 2008) Design and development of an indus-
trial fruit and vegetable dryer. An Unpublished M. Eng
Thesis. Department of Agricultural and Environmental
Engineering. University of Agriculture, Makurdi.
[11] Ajisegiri, E.S.A., Alabadan, B.A. and Uche, I.K. (2006)
Development of artificial dryer for yam chips. Proceed-
ings of the 7th International Conference and 28th Annual
General Meeting of the Nigerian Institution of Agricul-
tural Engineers. ABU, Zaria, 28, 348.
REFERENCES
[1] FAO., (1992) Food loss prevention in perishable crops.
Food and Agriculture Organization of the United Na-
tions.
[12] Cornwell, K., & Brown, R.D., (1978). Boiling Surface
topography. In proc. 6th Int. Heat Transfer Conference, 1,
157 -161.
[2] Agboola, P.O. ( 2002) Economic analysis of household
level food insecurity and coping strategies in south-
western nigeria. First Seminar Paper (Ph.D.), Department
of Agricultural Extention and Rural Development, Uni-
versity of Ibadan, Nigeria, 2-6.
[13] Henderson, S.M. and Perry, R.L. (1976) Agricultural
process engineering. The AVI Pub. Co. Inc., Wesport,
Connecticut.
[3] Moreira, R.G
. and Bakker-Arkema, F.W.(2002) A feed
forward/feedback adaptive controller for commercial
cross-flow grain dryers. Journal of Agriculture En-
gineering Research, 45,107- 116.doi:10.1016/S0021-863
4(05)80143-X
[14] Tyler, H.G. (1985) Standard handbook of engineering
calculations. (2nd Edn.). McGraw-Hill Books Limited,
New York.
Mx - dryer capacity per batch, kg
NOTATION Mmoisture content, wet basis
wb -
N - speed of electric motor, rpm
Ab - surface area of the blower, mm2 Q1 - initial moisture content of sample, %
A surface area of the heat exchanger, mm2
e -
BC - Blower capacity, kg/min Q2 - final moisture content of sample, %
Qa - quantity of air required for drying, kg
Ca- specific heat capacity of air, kJ/kg℃ Qht - heat transfer rate, kJ
CT - specific heat of maize, kJ/kg℃ Qnet heat transfer rate, kJ
D - diameter of blower, m htr -
q - volumetric flow rate,m3/min
d - diameter of heat exchanger, m q quantity of heat lost, kJ
H - static pressure, kPa L -
TB - temp. of hot air in the blower, ℃
Hactual heat to effect drying
D -
Hr - quantity of heat reqd for effective drying, kJ TBE - temp. difference between blower air& environ, ℃
Tc - temp. difference in dryer cabinet, ℃
Hr1 - initial humidity ratio Tm bulk density at a given moisture content, g/cm3
Hr final humidity ratio w -
Va - volume of air, m3
2 -
h - heat transfer rate, coefficient, NuK/d w1 - initial weight of sample, kg
H latent heat of vapourization, kJ/kg
L -
K - thermal conductivity of mild steel, W/m.K w2 - final weight of sample, kg
δa - density of air, kg/m3
mc - moisture content, %
δk - distance = 1 m
MR - amount of moisture remove, kg
Openly accessible at