S. H. Mohd-Setapar et al. / Agricultural Sciences 4 (2013) 84-89
88
4. DISCUSSION
Based on the statistical analysis and the results of sta-
bility test, the best formulation was determined. The
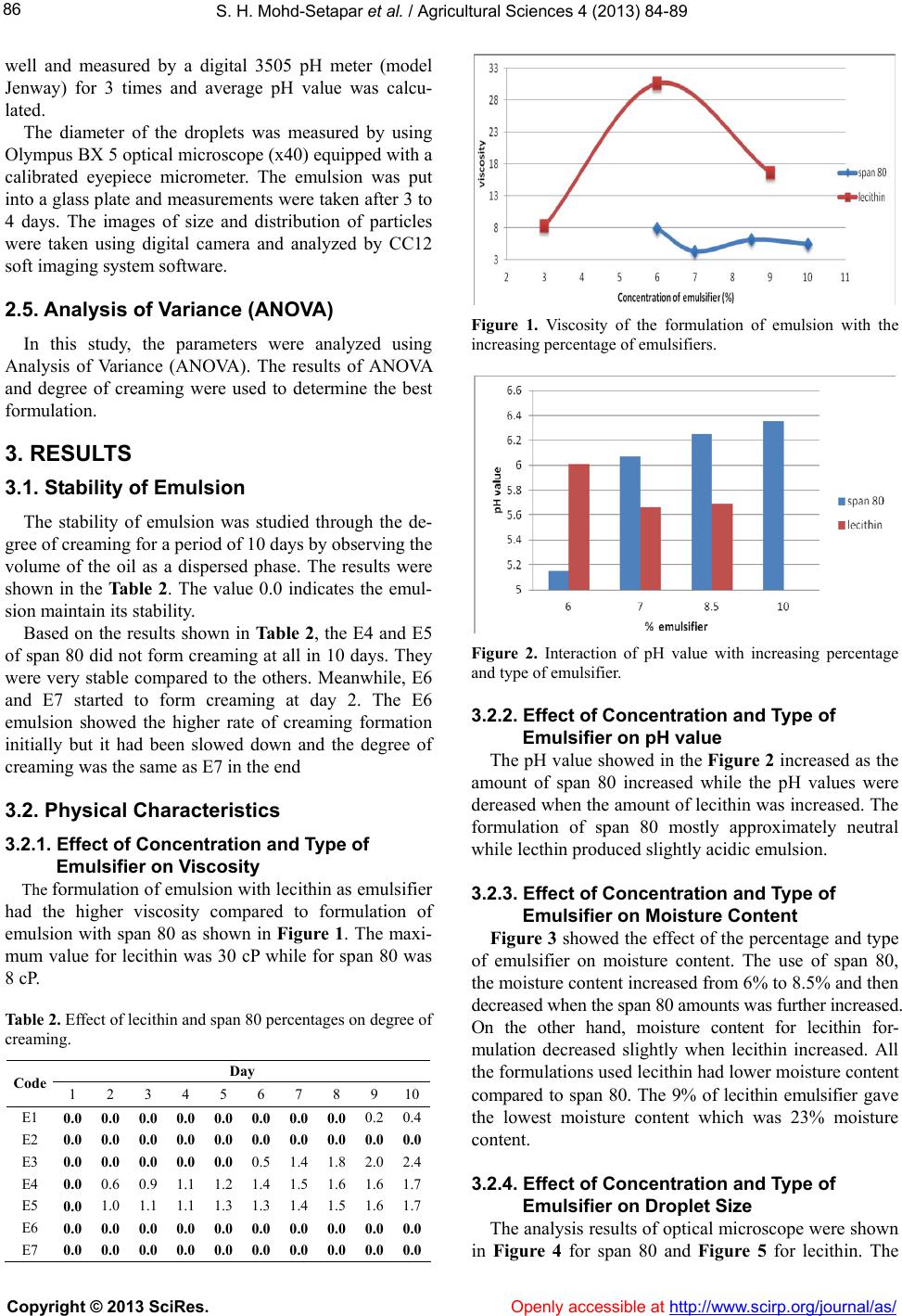
formulation with lower moisture content was needed
because it could prevent microbiological present in the
sample. E4 showed a good stability among the emulsions
and E4 is the best formulation in term of moisture con-
tent while E1 showed the lowest moisture content but
this emulsion is not stable.
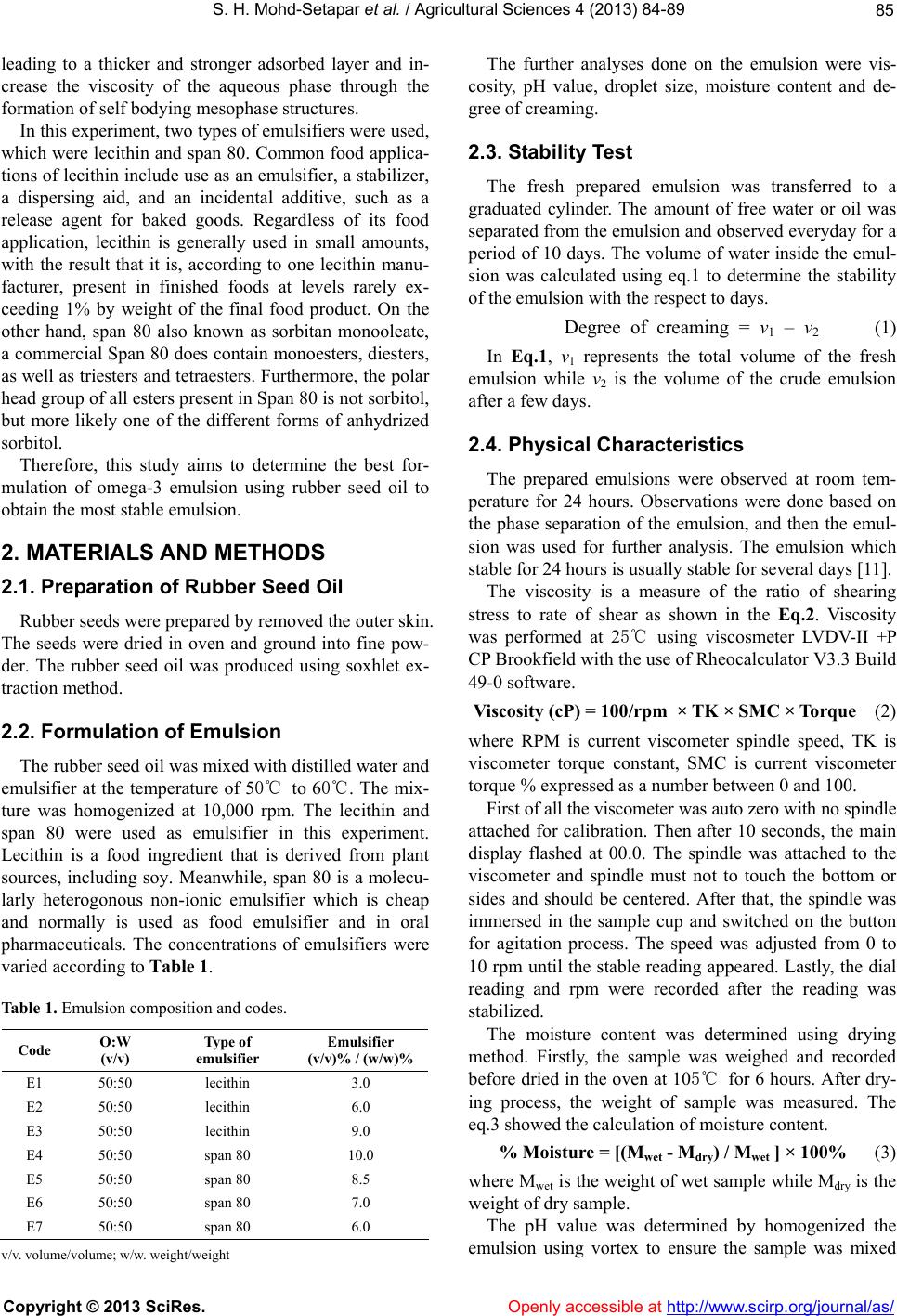
The emulsion must be slightly acidic to prevent the
growth of microbial which will cause the emulsion being
spoiled easily. This is because most bacteria grow at pH
range 6 to 8 and pathogens do not grow well below pH
4.5. The pH of the Scott Emulsion was taken to be
compared with the experimental rubber seed oil emulsion.
The pH value was 3.14 which were very acidic. E2 that
gave the best stability showed the pH ranges between 5.67
- 5.69 for rubber seed oil omega-3 emulsion. Flavoring
that is high acidic such as lemon oil can be included to
improve the pH of emulsion.
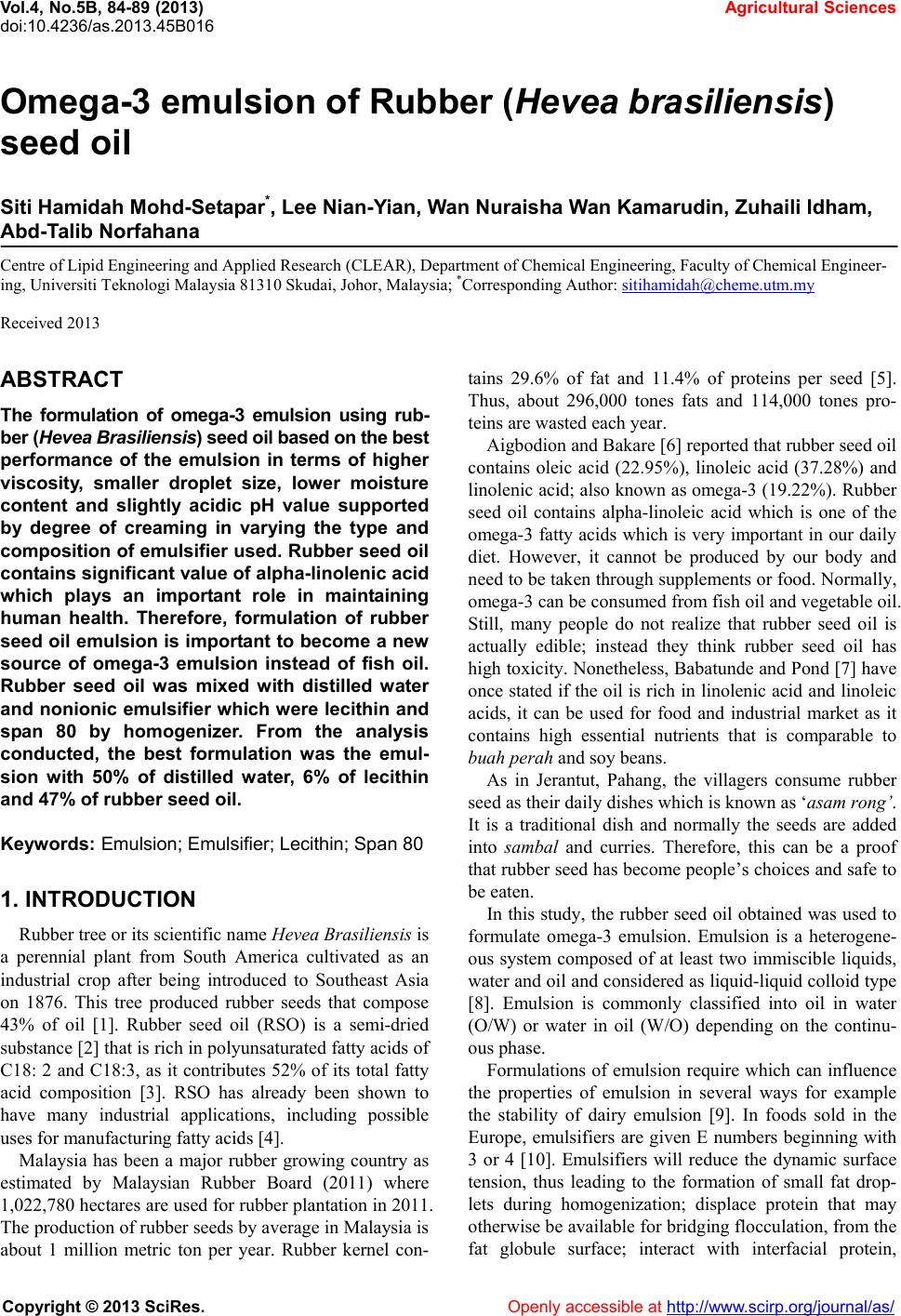
Viscosity can be defined as an important aspect of
product quality, the ability to detect differences in the
viscosity of beverages allows more satisfying and delicious
food product to be created [13]. For the purpose of
commercialization, the properties of high viscosity with
low oil content and fine droplet size are required. As E5
had the best viscosity value in this experiment when
added with span 80 as emulsifier while E2 showed the
best viscosity with added lecithin, so their viscosity value
were used to compare with Scott’s Emulsion. E5 and E2
had lower viscosity compared to the Scott’s Emulsion
which has 37 cP, but E2 showed the nearest viscosity
with the commercial product and it can be concluded that
lecithin is the best type of emulsifier for omega-3 emulsion
of rubber seed oil in term of viscosity. Therefore, in order
to improve the viscosity of emulsion, additives such as
thickeners, co-surfactants and so forth for specific appli-
cation can be added into the emulsion during formula-
tion.
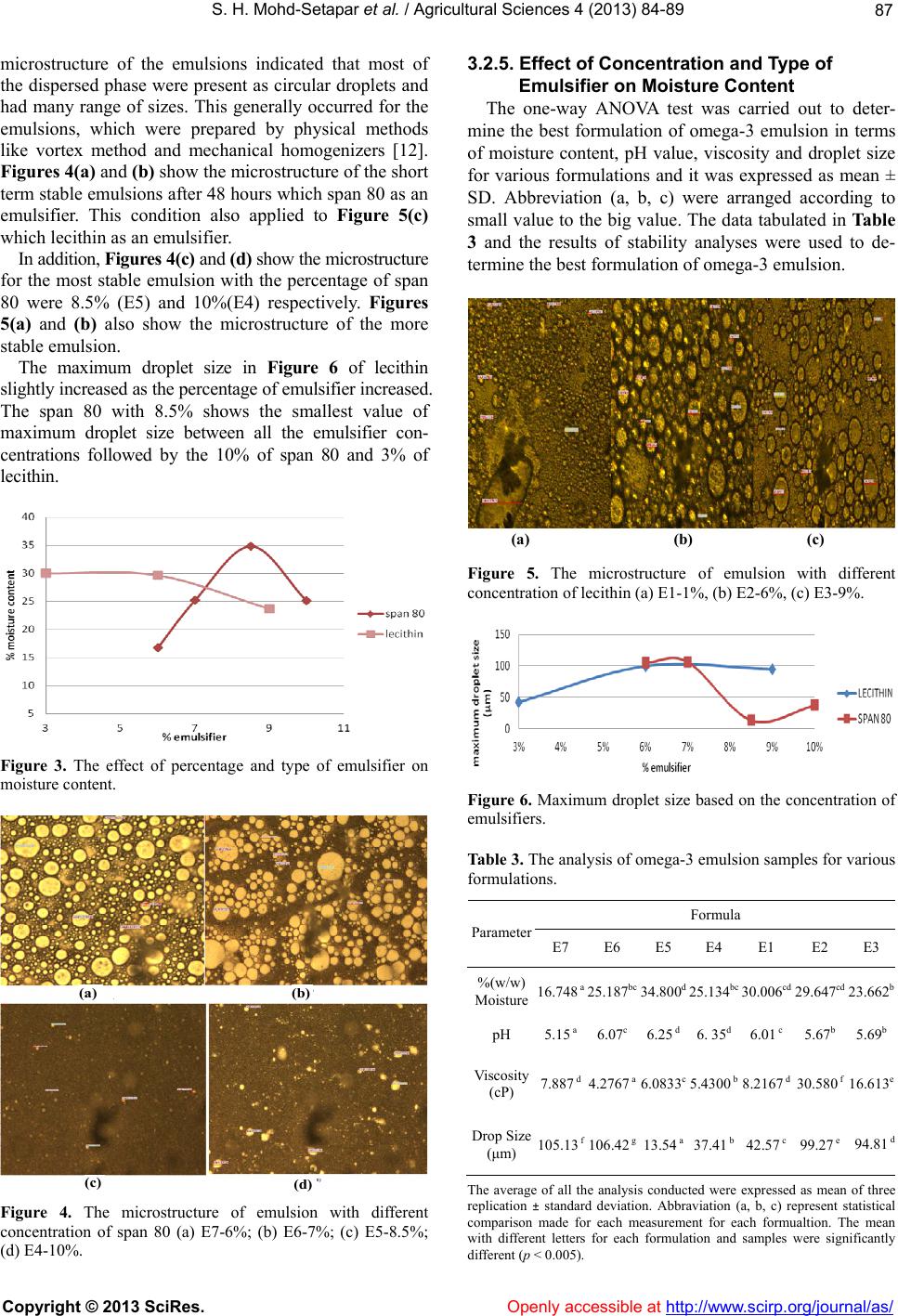
Furthermore, E5 was the best formulation in term of
droplet size. In this case, E2 which had the moderate droplet
size but it gave the most stable emulsion. Theoretically,
when the droplet diameter is large, bacteria reproduce more
easily than smaller droplet diameter, as the bacterial growth
is reduced due to the lack of nutrients inside the droplets.
The droplet sizes are expected to not substantially exceed-
ing 1000 μm for microbiologically stable emulsion [14].
Hence, the less stable emulsion which were E7 and E6
added with the emulsifier of span 80 will not affected
with the growth of microorganism as the maximum
droplet size was only about 110 μm but the stability will
be affected due to the creaming, flocculation of small
droplet particles.
5. CONCLUSIONS
From the analysis conducted, there were two best
formulations which using 6% (v/v) lecithin and 8.5%
(v/v) span 80 as the emulsifier. For span 80, the best
formulation was E5 with 50% (v/v) distilled water, 8.5%
(v/v) span 80 of the total volume of emulsion and 41.5%
(v/v) rubber seed oil (RSO). The other formulation which
considered was 50% (w/w) distilled water, 6% (w/w)
lecithin of the total weight of oil only and 47% (w/) of
RSO. These formulations had nice texture and the
emulsion can be kept longer.
However, from this two formulation of emulsion,
formulation with lecithin as an emulsifier was the best as
the viscosity, stability, pH value and its moisture content
were achieved the requirement for the commercial
purposed. It can be used as a benchmark for formulation.
From this study, the concentration of span 80 in the
formulation will be affecting the omega-3 emulsion. The
range between 8.5% to 10% of the span 80 is suggested
to produce the most stable emulsion that can be main-
tained up to a week with a fine droplet size. So, further
study should be conducted to use combination of emulsi-
fiers according to hydrophilic-lipophilic balance (HLB)
value to improve the physical stability. Besides, the fur-
ther studies also may include what type and how much of
preservatives, antioxidants and other food additives are
necessary to increase the shell life of this product.
As a conclusion, the omega-3 emulsion of rubber (Hevea
Brasiliensis) seed oil has the potential to be commercial-
ized as omega-3, alpha-linolenic acid supplement which
is extracted from local source and sustainable. Therefore,
more research should be carried out to study the potential
of rubber seed oil so that can be applied into different
industries such as food, cosmetics and pharmaceutical.
6. ACKNOWLEDGEMENTS
The authors gratefully acknowledge the Centre of Lipid Engineering
and Applied Research (CLEAR) and also Universiti Teknologi Malay-
sia, Johor for the laboratory experiment and instruments provided.
Acknowledgement also extended to Malaysia Government (Escience
Fund) Vot 4S020 for the financial support.
REFERENCES
[1] Nwokolo, E., Kitts, D.D. and Kanhai, J. (1988) Serum
and liver lipids of rats fed rubber seed oil. Plant Foods
for Human Nutrition, 38, 145-153.
doi:10.1007/BF01091719
[2] Aigbodion, A.I. and, Pillai, C.K.S. (2000) Preparation,
analysis and applications of rubber seed oil and its de-
rivatives in surface coatings. Progress in organic coating,
38,187-192. doi:10.1016/S0300-9440 (00)00086-2
[3] Ghandhi, V.M., Cherian, K.M. and Mulky, M.J. (1990)
Nutritional and toxicological evaluation of rubber seed oil.
Copyright © 2013 SciRes. Openly accessible at http://www.scirp.org/journal/as/