K. W. GUO 575
0.25μ
0.25μm
0.25μm
(a) (b) (c)
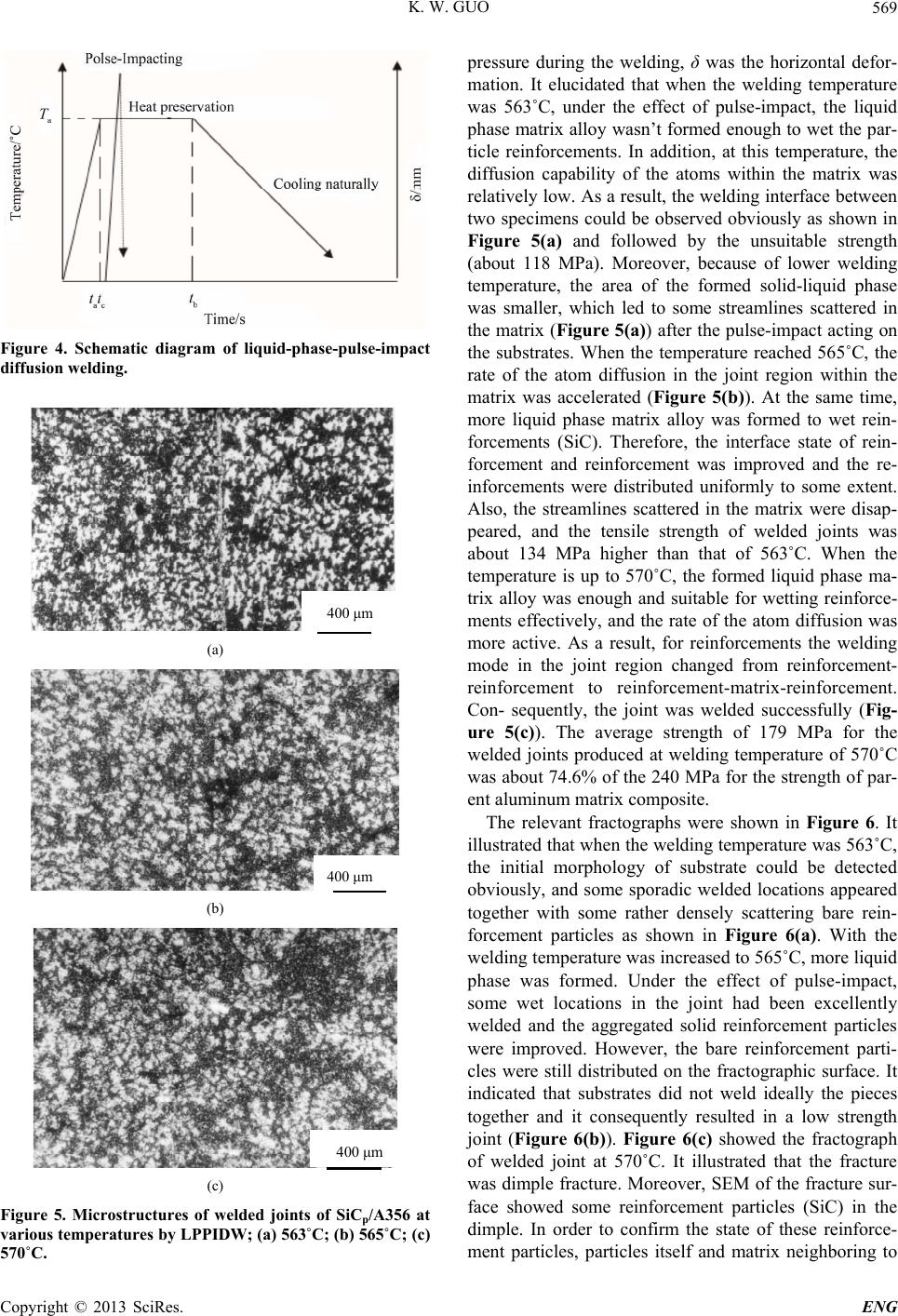
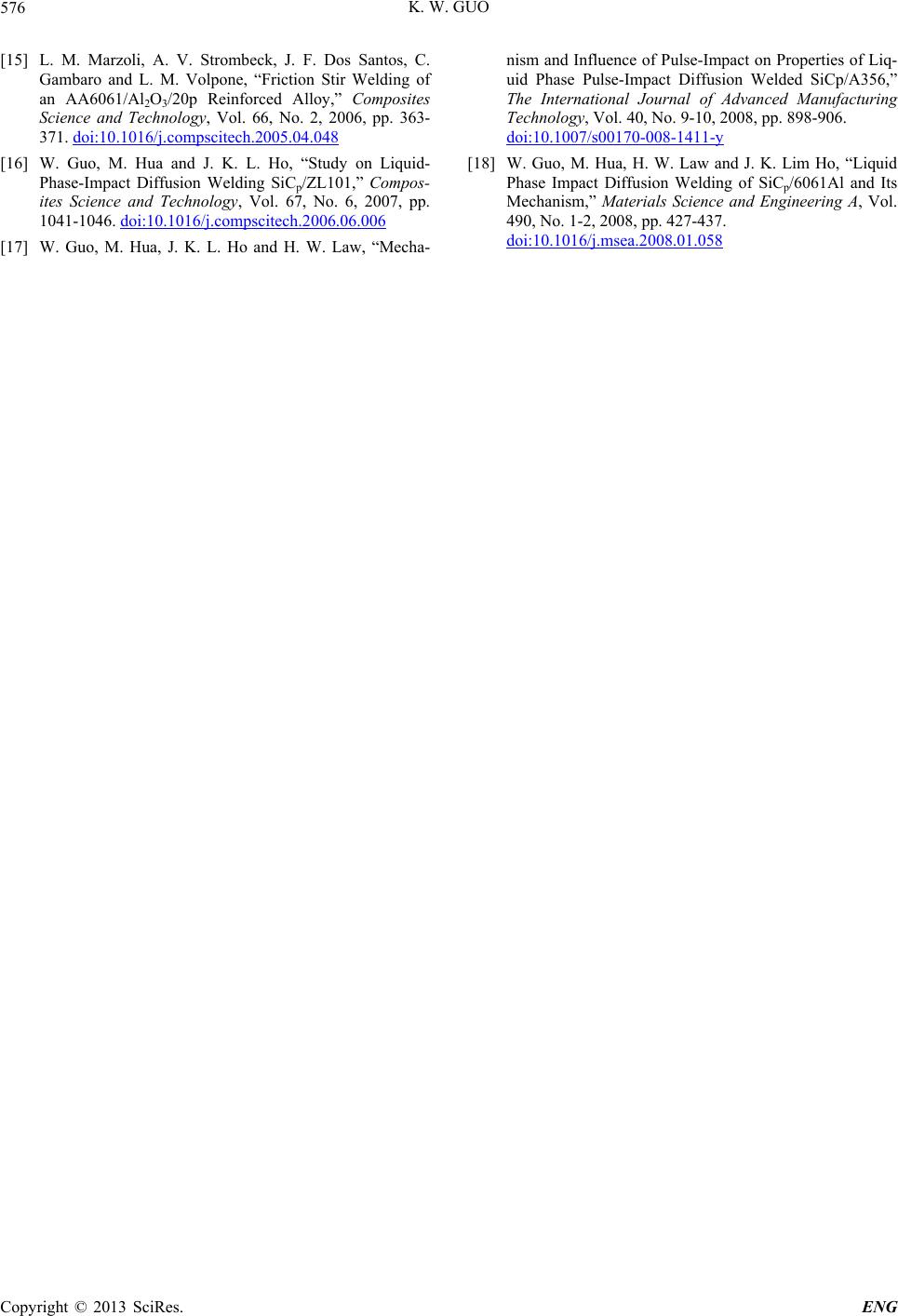
Figure 15. Nano-grains formed in the weld of particle reinforcement aluminum matrix composites during the LPPIDW; (a)
SiCp/A356; (b) SiCp/6061Al; (c) Al2O3p/6061Al.
welding, and prevented the formation of harmful micro-
structure or brittle phase in the welded joint.
3) The joint by LPPIDW process would form nano-
grains. The newly-formed nano-grains would improve
the properties of welded joints resulted in higher tensile
strength.
5. Acknowledgements
This work is supported by City University of Hong Kong
Strategic Research Grant (SRG) No. 7002582.
REFERENCES
[1] S. V. Nair, J. K. Tien and R. C. Bates, “SiC-Reinforced
Aluminium Metal Matrix Composites,” International
Metals Reviews, Vol. 30, No. 6, 1995, pp. 275-288.
[2] A. Pirondi and L. Collini, “Analysis of Crack Propagation
Resistance of Al-Al2O3 Particulate-Reinforced Composite
Friction Stir Welded Butt Joints,” International Journal
of Fatigue, Vol. 31, No. 1, 2009, pp. 111-121.
doi:10.1016/j.ijfatigue.2008.05.003
[3] F. Rotundo, L. Ceschini, A. Morri, T. S. Jun and A. M.
Korsunsky, “Mechanical and Microstructural Characteri-
zation of 2124Al/25 vol% SiCp Joints Obtained by Linear
Friction Welding (LFW),” Composite Part A: Applied
Science and Manufacturing, Vol. 41, No. 9, 2010, pp.
1028-1037. doi:10.1016/j.compositesa.2010.03.009
[4] J. M. G. de Salazar and M. I. Barrena, “Dissimilar Fusion
Welding of AA7020/MMC Reinforced with Al2O3 Parti-
cles. Microstructure and Mechanical Properties,” Materi-
als Science and Engineering A, Vol. 352, 2003, pp. 162-
168.
[5] D. J. Loyd, “Particle Reinforced Aluminum Magnesium
Composites,” International Materials Reviews, Vol. 39,
No. 1, 1994, pp. 1-22. doi:10.1179/095066094790150982
[6] J. Maity, T. K. Pal and R. Maiti, “Transient Liquid Phase
Diffusion Bonding of 6061-15 wt% SiCp in Argon Envi-
ronment,” Journal of Materials Processing Technology,
Vol. 209, No. 7, 2009, pp. 3568-3580.
doi:10.1016/j.jmatprotec.2008.08.015
[7] J. S. U. Schell, J. Guilleminot, C. Binetruy and P.
Krawczak, “Computational and Experimental Analysis of
Fusion Bonding in Thermoplastic Composites: Influence
of Process Parameters,” Journal of Materials Processing
Technology, Vol. 209, No. 11, 2009, pp. 5211-5219.
doi:10.1016/j.jmatprotec.2009.03.008
[8] N. S. Sundaram and N. Murugan, “Tensile Behavior of
Dissimilar Friction Stir Welded Joints of Aluminum Al-
loys,” Materials & Design, Vol. 31, No. 9, 2010, pp.
4184-4193. doi:10.1016/j.matdes.2010.04.035
[9] H. Arik, M. Aydin, A. Kurt and M. Turker, “Weldability
of Al4C3-Al Composites via Diffusion Welding Tech-
nique,” Materials & Design, Vol. 26, No. 6, 2005, pp.
555-560. doi:10.1016/j.matdes.2004.07.017
[10] American Welding Society, “Welding Handbook,”
American Welding Society, Miami, 1996.
[11] A. H. Feng, B. L. Xiao and Z. Y. Ma, “Effect of Micro-
structural Evolution on Mechanical Properties of Friction
Stir Welded AA2009/SiCp Composite,” Composites Sci-
ence and Technology, Vol. 68, No. 9, 2008, pp. 2141-
2148. doi:10.1016/j.compscitech.2008.03.010
[12] J. A. Wert, “Microstructures of Friction Stir Weld Joints
between an Aluminium-Base Metal Matrix Composite
and a Monolithic Aluminium Alloy,” Scripta Materialia,
Vol. 49, No. 6, 2003, pp. 607-612.
doi:10.1016/S1359-6462(03)00215-X
[13] G. J. Fernandez and L. E. Murr, “Characterization of Tool
Wear and Weld Optimization in the Friction-Stir Welding
of Cast Aluminum 359 + 20% SiC Metal-Matrix Com-
posite,” Materials Characterization, Vol. 52, No. 1, 2004,
pp. 65-75. doi:10.1016/j.matchar.2004.03.004
[14] C. J. Hsu, P. W. Kao and N. J. Ho, “Ultrafine-Grained
Al-Al2Cu Composite Produced In-Situ by Friction Stir
Processing,” Scripta Materialia, Vol. 53, No. 3, 2005, pp.
341-345. doi:10.1016/j.scriptamat.2005.04.006
Copyright © 2013 SciRes. ENG