Paper Menu >>
Journal Menu >>
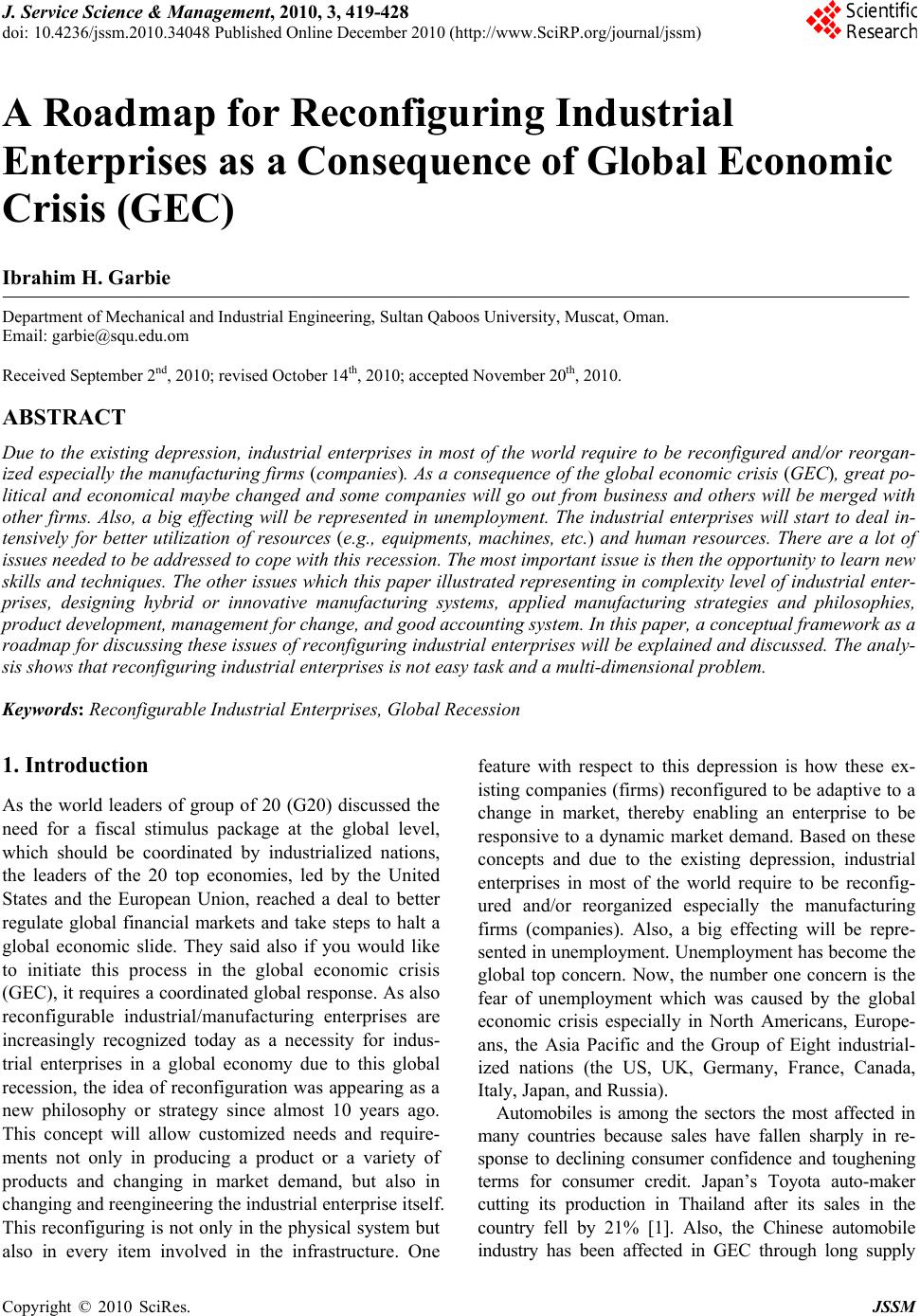 J. Service Science & Management, 2010, 3, 419-428 doi: 10.4236/jssm.2010.34048 Published Online December 2010 (http://www.SciRP.org/journal/jssm) Copyright © 2010 SciRes. JSSM 419 A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) Ibrahim H. Garbie Department of Mechanical and Industrial Engineering, Sultan Qaboos University, Muscat, Oman. Email: garbie@squ.edu.om Received September 2nd, 2010; revised October 14th, 2010; accepted November 20th, 2010. ABSTRACT Due to the existing depression, industrial enterprises in most of the world require to be reconfigured and/or reorgan- ized especially the manufacturing firms (companies). As a consequence of the global economic crisis (GEC), great po- litical and economical maybe changed and some companies will go out from business and others will be merged with other firms. Also, a big effecting will be represented in unemployment. The industrial enterprises will start to deal in- tensively for better utilization of resources (e.g., equipments, machines, etc.) and human resources. There are a lot of issues needed to be addressed to cope with this recession. The most importan t issue is th en the oppo rtunity to learn new skills and techniques. The other issues which this paper illustrated representing in complexity level of industrial enter- prises, designing hybrid or innovative manufacturing systems, applied manufacturing strategies and philosophies, product development, management for change, and good accounting system. In this paper, a conceptual framework as a roadmap for discussing these issues of reconfiguring industrial enterprises will b e explained and discussed. The analy- sis shows that reconfiguring industrial enterprises is not easy task and a multi-dimen sional problem. Keywords: Reconfigurable Industrial Enterprises, Global Recession 1. Introduction As the world leaders of group of 20 (G20) discussed the need for a fiscal stimulus package at the global level, which should be coordinated by industrialized nations, the leaders of the 20 top economies, led by the United States and the European Union, reached a deal to better regulate global financial markets and take steps to halt a global economic slide. They said also if you would like to initiate this process in the global economic crisis (GEC), it requires a coordinated global response. As also reconfigurable industrial/manufacturing enterprises are increasingly recognized today as a necessity for indus- trial enterprises in a global economy due to this global recession, the idea of reconfiguration was appearing as a new philosophy or strategy since almost 10 years ago. This concept will allow customized needs and require- ments not only in producing a product or a variety of products and changing in market demand, but also in changing and reengineering the industrial enterprise itself. This reconfiguring is not only in the physical system but also in every item involved in the infrastructure. One feature with respect to this depression is how these ex- isting companies (firms) reconfigured to be adaptive to a change in market, thereby enabling an enterprise to be responsive to a dynamic market demand. Based on these concepts and due to the existing depression, industrial enterprises in most of the world require to be reconfig- ured and/or reorganized especially the manufacturing firms (companies). Also, a big effecting will be repre- sented in unemployment. Unemployment has become the global top concern. Now, the number one concern is the fear of unemployment which was caused by the global economic crisis especially in North Americans, Europe- ans, the Asia Pacific and the Group of Eight industrial- ized nations (the US, UK, Germany, France, Canada, Italy, Japan, and Russia). Automobiles is among the sectors the most affected in many countries because sales have fallen sharply in re- sponse to declining consumer confidence and toughening terms for consumer credit. Japan’s Toyota auto-maker cutting its production in Thailand after its sales in the country fell by 21% [1]. Also, the Chinese automobile industry has been affected in GEC through long supply  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) 420 chain management [2]. The US based and non US manu- facturers are reporting massive double digit sales drops. Major producers in metals announced significant cuts by 30% and the global economic crisis has affected leading to the cancellation and postponement of various construction projects in many sectors [1]. The transformation in the business model of the automotive industry has changed toward cost cutting and increased technological capabili- ties [3]. Other products around the world are affected by the GEC such as hardwood lumber manufacturers [4] and glass manufacturers [5]. Repairing the financial system in services industry through economic drivers is proposed and mentioned by reconfiguring the financial sector and combinations of stronger and weaker banks [6] . Employment in the auto sector (e.g., automaker), for example, in October 2008 was down almost 14% over the previous year as compared to a decline of a little less than 1% in overall employment. Historical experience also suggests that youth, immigrants, low skilled and older workers are more likely to bear the burnt of rising unemployment. For example through the past 12 months, the number of unemployed persons has increased by about 2.8 million in the United States. In the EU-15, unemployment is also rising, albeit at a slower pace. Employment is falling in Japan with the unemployment rate heading up since the beginning of the year, albeit from low levels. The industrial enterprises will start to deal intensively for better utilization of resources (e.g., equipments, etc.) and human resources. There are a lot of issues needed to be addressed to cope with this depres- sion. One of them, for example, is keeping the flexibility of domestic (local) manufacturing firms with ecological strategy in designing and operation adaptable to global dynamism and sustainability of communities. The new manufacturing and management philosophies will be used in depth in the next period such as lean and agile principles, manufacturing strategies and philosophies, and new organizational structures, etc. This paper is organized into several sections. Section 1 presents the importance of the reconfiguring industrial enterprises regarding global recession. Section 2 intr- oduces a framework of how to deal with this crisis. Analysis and implementation of a roadmap will be pro- vided and explained in Section 3. Section 4 presents a hypothetical example of how to implement the roadmap guidelines regarding global recession crisis in industrial enterprises. A conclusion and recommendations for fu- ture work will be introduced in Section 5. 2. A Framework of Roadmap 2.1. Conceptual Model of Roadmap In this paper, a conceptual framework for reconfiguring industrial/manufacturing enterprises will be explained and analyzed through recommended issues. These can be represented into several points as follows (see Figure 1): First: Analyze and estimate the existing industrial/ manufacturing enterprises complexity levels (ICL). This complexity can be appeared in all different areas in these organizations starting from suppliers to prod uct i ve sy st ems and customers passing through all m anagement levels . Second: Use new methodology for designing the pro- duction systems of these industrial/manufacturing enter- prises through the suggestion of a new system so called Hybrid (or innovative) Manufacturing Systems (HMS). This HMS will include cellular systems and functional or process layout (job shop manufacturing systems). This can be done through converting or transferring all job shop manufacturing systems to cellular systems keeping at least one or more functional cells as reminder cells. Third: Apply manufacturing strategies and philo- sophies (MSP) through introducing the new manufactur- ing and management philosophies such as: lean produc- tion (LM) and agile manufacturing (AM) concepts. This can be considered as one of the most important issues of an industrial enterprise. Fourth: Introduce the rule of change or sometimes called management for change (MFC). This will lead to figure out how managers approach the future. Creating the organization’s future will require breakthrough lead- ers not bosses. Also, the new organizational structures need to be flexible and revised according to performance appraisal and how they can manage culture, diversity, and human resources. This will lead us to reveal in the necessary tran- sition from a boss period to a leader period. Fifth: Develop an existing product design and modi- fication or introduce a new one (PD) (e.g., General Mo- tors (GM), Audi, etc.). Then, the role of designers and/or manufactures is to imagine how the world will be to- morrow in order to develop their products which faith- fully reflect the future. Design plays an essential role in a product’s commercial success by ensuring its attractive- ness and contributing to its notoriety. Product design also must assert a distinctive style and the role of design is to bring a unique personality to the product making it im- mediately recognizable. Sixth: Create a new accounting system based on an accurate estimate of costing and pricing of the product (PC). This is called “cost control”. The Activity Based Costing (ABC) is a very good technique for estimating the cost of the product. 2.2. Mathematical Model to Assess the Roadmap Analysis of reconfiguration issues regarding this global recession RGR for next period will depend on these Copyright © 2010 SciRes. JSSM 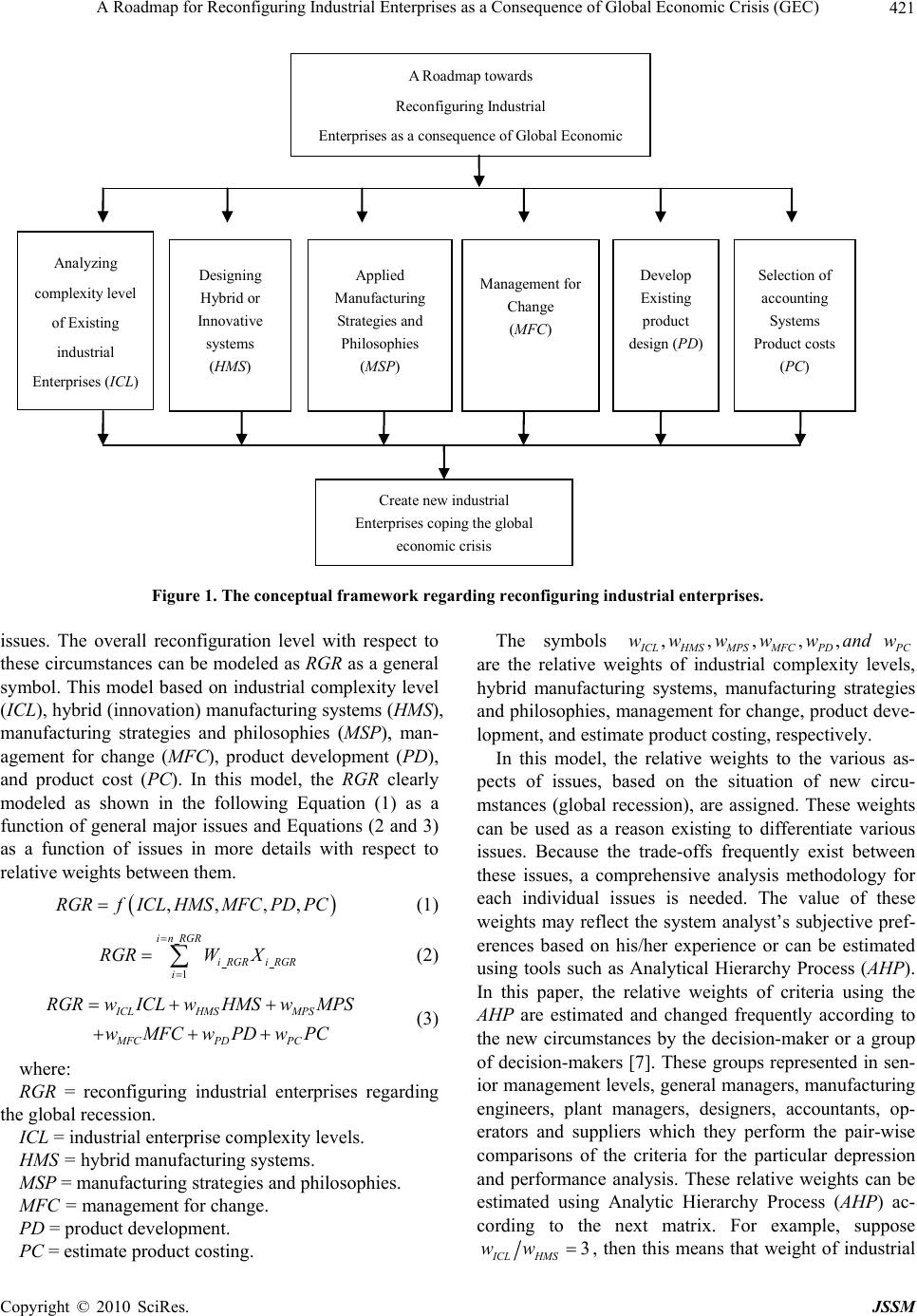 A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) 421 Analyzing complexity level of Existing industrial Enterprises (ICL) Designing Hybrid or Innovative systems (HMS) Applied Manufacturing Strategies and Philosophies (MSP) Management for Change (MFC) Develop Existing product design (PD) Selection of accounting Systems Product costs (PC) A Roadmap towards Reconfiguring Industrial Enterprises as a consequence of Global Economic Create new industrial Enterpris es coping the glob al econo m ic cr isis Figure 1. The conceptual framework reg arding reconfiguring industrial enter pri se s. issues. The overall reconfiguration level with respect to these circumstances can be modeled as RGR as a general symbol. This model based on industrial complexity level (ICL), hybrid (innovation) manufacturing systems (HMS), manufacturing strategies and philosophies (MSP), man- agement for change (MFC), product development (PD), and product cost (PC). In this model, the RGR clearly modeled as shown in the following Equation (1) as a function of general major issues and Equations (2 and 3) as a function of issues in more details with respect to relative weights between them. ,,,,RGRfICL HMSMFCPD PC (1) 1 inRGR iRGR iRGR i RGRW X (2) ICL HMSMPS MFCPD PC RGRwICL wHMSwMPS wMFCw PDw PC (3) where: RGR = reconfiguring industrial enterprises regarding the global recession. ICL = industrial enterprise complexity levels. HMS = hybrid manufact uring systems. MSP = manufacturing strategies and philosophies. MFC = management for change. PD = product development. PC = estimate product costing. The symbols ,,,,, I CL HMSMPSMFC PDPC www wwandw are the relative weights of industrial complexity levels, hybrid manufacturing systems, manufacturing strategies and philosophies, management for change, product deve- lopment, and estimate produ ct costing, respectively. In this model, the relative weights to the various as- pects of issues, based on the situation of new circu- mstances (global recession), are assigned. These weights can be used as a reason existing to differentiate various issues. Because the trade-offs frequently exist between these issues, a comprehensive analysis methodology for each individual issues is needed. The value of these weights may reflect the system analyst’s subjective pref- erences based on his/her experience or can be estimated using tools such as Analytical Hierarchy Process (AHP). In this paper, the relative weights of criteria using the AHP are estimated and changed frequently according to the new circumstances by the decision-maker or a group of decision-makers [7]. These groups represented in sen- ior management levels, general managers, manufacturing engineers, plant managers, designers, accountants, op- erators and suppliers which they perform the pair-wise comparisons of the criteria for the particular depression and performance analysis. These relative weights can be estimated using Analytic Hierarchy Process (AHP) ac- cording to the next matrix. For example, suppose 3 ICL HMS ww , then this means that weight of industrial Copyright © 2010 SciRes. JSSM  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) 422 complexity level (ICL) is three times more important than hybrid manufacturing systems (HMS). 1 1 1 1 1 ICLICLICLICLICL HMSMSP MFCPDPC HMSHMS HMS HMS HMS ICLMSPMFCPDPC MSP MSPMSP MSP MSP ICL HMSMFCPDPC RGR MFCMFC MFCMFCMFC ICLHMSMSPPDPC PD PD PD PDPD ICLHMSMSP MFCPC PC wwwww wwwww wwwww wwww ww www wwww w Awww ww wwww w wwww w ww www w w w 1 PC PC PC PC ICLHMSMSP MFCPD wwww wwww 3. Analysis and Implementation of the Roadmap How to implement the reconfigurable industrial enter- prise towards this recession is not easy task and it will include different issues which are mentioned in Section 2. Incorporating those issues in one model is presented in Section 3 through the proposed mathematical model. In this section, each major issue will be explained through sub-issues. 3.1. Determination of Complexity Levels in Industrial Enterprises The model of industrial system components and the corr- esponding complexity relationships between them in order to emphasize on particular system vision, structural property of interest, system operating, and system eval- uating is presented in this section. As each component or element in these systems is a potential source of uncer- tainty (due to its state), a measuring of complexity for each one is highly valuable. Based on these concepts and issues, it can be noticed that total industrial complexity level (ICL) is a function of several important issues. These issues are: complexity in system vision (SVC), complexity in system structure (SSC), complexity in sys- tem operating (SOC), and complexity in evaluating sys- tem (SEC) (see Figure 2) [8,9]. Then, ICL is clearly modeled as the following Equation (4) as a function of previous sub-complexities. ICL = f (SVC, SSC, SOC, SEC) (4) Equation (4) can be rewritten as the following Equa- tions (5) and (6). Each term represents sub-complexity measure of total complexity measure of industrial system (ICL). Adding these terms with relative weights will be considered. These weights can be used as a reason ex- isting to differentiate between sub-complexity measures. 1iICL iICL i ICLW X in ICL SVCSSC SOCSEC (5) I CLwSVCwSSCwSOCwSEC (6) ,, ,wSVC wSSC wSOCandwSEC Where: ICL = total industrial system complexity, SVC = system vision complexity, SSC = system structure complexity, SOC = system operating complexity, SEC = system evaluation complex ity The symbols SCVSSCSOCSEC are rela- tive weights of system vision, system structure, system operating, and system evaluation, respectively. These relative weights of criteria are estimated using the AHP [7]. 3.1.1 Complexity Related to Industrial Enterprise Vision The main components (elements) of industrial enterprise vision represent the vision or complexity in understand- ing the vision of industrial enterprise. These are supply chain management (SCM) representing in number of suppliers (NOS), demand variability (DV) representing in number of customers (NOC), introducing s new product (NP), product life cycle (PLC), and time to market (TTM). Thus, the vision complexity in industrial enterprises SVC will be represented as a functio n of all these issues as th e following Equation (7). Industrial Enterprise Complexity (ICL) Syste m Vision Complexity (SVC) System Structure Complexity (SSC) System Operating Complexity (SOC) System Evaluating Complexity (SEC) Figure 2. Main issues of total industrial enterprise complexity. Copyright © 2010 SciRes. JSSM  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC)423 SVC = f (SCM, DV, NP, PLC, TTM) (7) 3.1.2. Complexity Related to Industrial Enterprise Structure Industrial enterprise structure has so many different is- sues to represent the complexity of it. There are two main elements: product structure and design (PSD) and system design (SD). For each main element, there are several sub-main elements which play an important role in the value of complexity. For example, the PSD has four dif- ferent types to represent the complexity in the product design such as number of parts pe r product (NNP), num- ber of operations per part (NOP), processing or manu- facturing time per operation (PT), and product dimen- sions and size (PS). Regarding the SD, there are three main important infrastructure, material handling systems (MHS), production system size and functionality (PSS&PPF), and plant layout system (PLS). All of them have a significant effect on the complexity of manufac- turing process. The mathematical expression of indu- strial enterprise structure complexity SSC can be mod- eled as the following Equations (8) and (9) in different facets. SSC = f (PSD, SD) (8) SSC = f (NPP, NOP, PT, PS, MHS, PSS&PPF, PLS) (9) 3.1.3. Complexity Related to Industrial System Operating In this analysis, it can be noticed that resource status of operating (RSO) represents the industrial enterprise oper- ating complexity. Resources mean equipment (e.g., ma- chining equipment, forming equipment, material han- dling equ ipment, etc.) and h uman. In this analysis, it will be concentrated on resource reliability (RR), resource capability or flexibility (RC), resource utilization (RU), resource scheduling/rescheduling (RS/R), and human scheduling scheduling/rescheduling (HS/R). Then, indus- trial enterprise operating complexity (SOC) can be mod- eled to measure or evaluate the complexity as a general issues and sub-issues as the following Equations (10) and (11). SOC = f (RSO) (10) SOC=f (RR, RC, RU, RS/R, HS/R) (11) 3.1.4. Complexity Relate d t o Industrial Enterprise Evaluation As industrial/manufacturing enterprise has a great impact on the performance measurements, they still have a problem in measuring these complexities especially reg- arding selection of the objectives. In this paper, there are five different objectives that can be used to evaluate the complexity in the system evaluation (SEC). They are: product cost (PC), response (R), system productivity (SP), product quality (PQ), and appraising and rewarding per- formance (ARP). They also can be modeled mathemati- cally as the following Equation (12). SEC = f (PC, R, SP, PQ, ARP) (12) 3.2. Designing a Hybrid (Innovation) Manufacturing System Due to the limitations of job shop and flow shop systems to accommodate fluctuations in product demand and production volume, industrial enterprises are often re- quired to be reconfigured to respond to changes in prod- uct design and/or development, introduction of a new product, and change in product demand and volume. As a result, hybrid manufacturing systems (HMS) using group technology (GT) and functional (process) layout, have emerged as promising alternative manufacturing systems to deal with these issues especially in this period [10]. It should be analyzed carefully the existing Job shop man- ufacturing systems into different perspectives such as existing products information analysis and existing ma- chines information an alysis. For the prod ucts info rmation analysis, it should includ e the number of jobs or products, number of machines required for each product, process- ing or manufacturing time from each operation, and de- mand of each one. For the machine information analysis, it also should include the number of machines in the plant, how many manufacturing departments, and how many different types of machines in each department and specification of each one. Moreover, it should exactly know the machine capacity and capability. A lot of works have considered in cell formation and cellular systems [11]. Estimating the hybrid manufacturing sys- tems HMS for next period will depend on how many manufacturing cells are formed and how many functional (process) cells will be created. The HMS is modeled as the Equation (13) as a function of number of cellular cells and functional cells. NCMS NFRC H MS wNCMSwNFRC (13) where: HMS = level of hybrid manufacturing systems measure at existing time. NCMS = number of cellular manufacturing cells at ex- isting time. NFRC= number of functional (reminder) cells at ex- isting time. The symbols N CMSNFRC are the relative weights of number of cellular cells and functional cells, respectively. These relative weights of criteria are also estimated using the AHP [7]. wandw Copyright © 2010 SciRes. JSSM  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) 424 3.3. Manufacturing Strategies and Philosophies Analysis of manufacturing strategies and philosophies is related to the present and future, but it is developed by examining the past. Reviewing manufacturing strategies in any industrial enterprises requires dealing with rapidly changing and dynamically shrinking world market. This will be happened due to increasing complexity of prod- ucts and processes as they are mentioned in the previous sections. Implementing these manufacturing/manage- ment strategies or philosophies will lead to eliminating unnecessary activities, procedures, flow line, man-mach- ine relationships, machine loading and sequencing, etc. With respect to manufacturing strategies (MS), there are three different types of modern manufacturing strategies: strategic plan (SP), operational and tactical plans (OP), and contingency plans (CP). Strategic plan (SP) is used to develop and maintain a continual focus on the long-term success of the firm. Operational and tactical plan (OP) is a practice that can be used to create suc- cessful strategies in a way that accommodates these un- certainties to continually assess strategies and adjust them as needed to remain successful in a dynamic envi- ronment. The OP concentrates on the formulation of functional plans. Contingency plan (CP) is used to get the habit of being prepared and knowing what to do if something does wrong. The purpose of this part of the analysis is to isolate the areas for improvement. Another purpose is to find the best strategic option for the com- pany and to analyze how the company competes and where the potential for improvements exists. Regarding manufacturing philosophies (MP) emblematic features of agile manufacturing (AM) or lean manufacturing (LM) systems must be implemented. The analysis should be directed towards the different dimensions of the company [12,13]. Based on these concepts, the manufacturing strategies and philosophies MSP is measured and mod- eled mathematically according to the following Equa- tions (14), (15) and (16). MS MP M SP wMSwMP (14) SP OPCP M SwSP wOP w CP (15) LM AM M PwLM wAM (16) Where: MSP = level of manufacturing strategies and philoso- phies at existing time. MS = level of manufacturing strategies measure at ex- isting time. MP =level of manufacturing philosophies measure at existing time. SP = strategic plan at existing time. OP= operational and tactical plan at existing time. CP= contingency plan at existing time. LM = leanness level of the industrial enterprise at ex- isting time t. AM = agility level of the industrial enterprise at exist- ing time t. The symbols are the relative weights of strategic plan, operational and tactical plans, and contingency plan, respectively. Also, the symbols ,, SP OPCP ww andw L M wandw AM are the relative weights of lean ness lev- el and agility level, respectively. These relative weights of criteria are also estimated using the AHP [7]. 3.4. Management for Change One of the driving pressures for change is the desire to compete globally. America’s global trading partners (no- tably Japan, China, and Europe) have adopted change as an essential ingredient of their long-term strategies. In- dustrial enterprises today are beset by change. Many managers find themselves unable to cope with an envi- ronment or an enterprise that has become substantially different. A growing organization, a new assignment changing customer needs, changing employee expecta- tions, and changing competition may all be encountered by today’s managers. There are three different types of changes must be taken in the next period due to the ex- isting depression. First, technological changes (TC) in- clude such things as new equipment and new processes. Second, environmental changes (EC) also include all the non-technological changes that occur outside the organi- zation such as economic changes, new social trends, and new government regulations. The last one is the internal changes (IC) which include policy changes, budget changes, structure changes, decision changes, leadership roles changes, diversity adjustments, and personnel and culture changes [14]. To be able to change effectively, you need a high degree of trust and outstanding commu- nications capability. This means when you got into the ground business, you did not want your employees at the industrial enterprises to feel threatened. Hence, management for change MFC at any time t is evaluated according to which types of changes will be needed and it can be modeled mathematically according to the following Equations (17), (18) and (19). MFC = f (TC, EC, IC) (17) 1 % 1100 inMFC iMFC iMFC i P MFC tWX (18) %% 11 100 100 % 1100 TC EC IC Pp M FC twTCwEC P wIC (19) Copyright © 2010 SciRes. JSSM 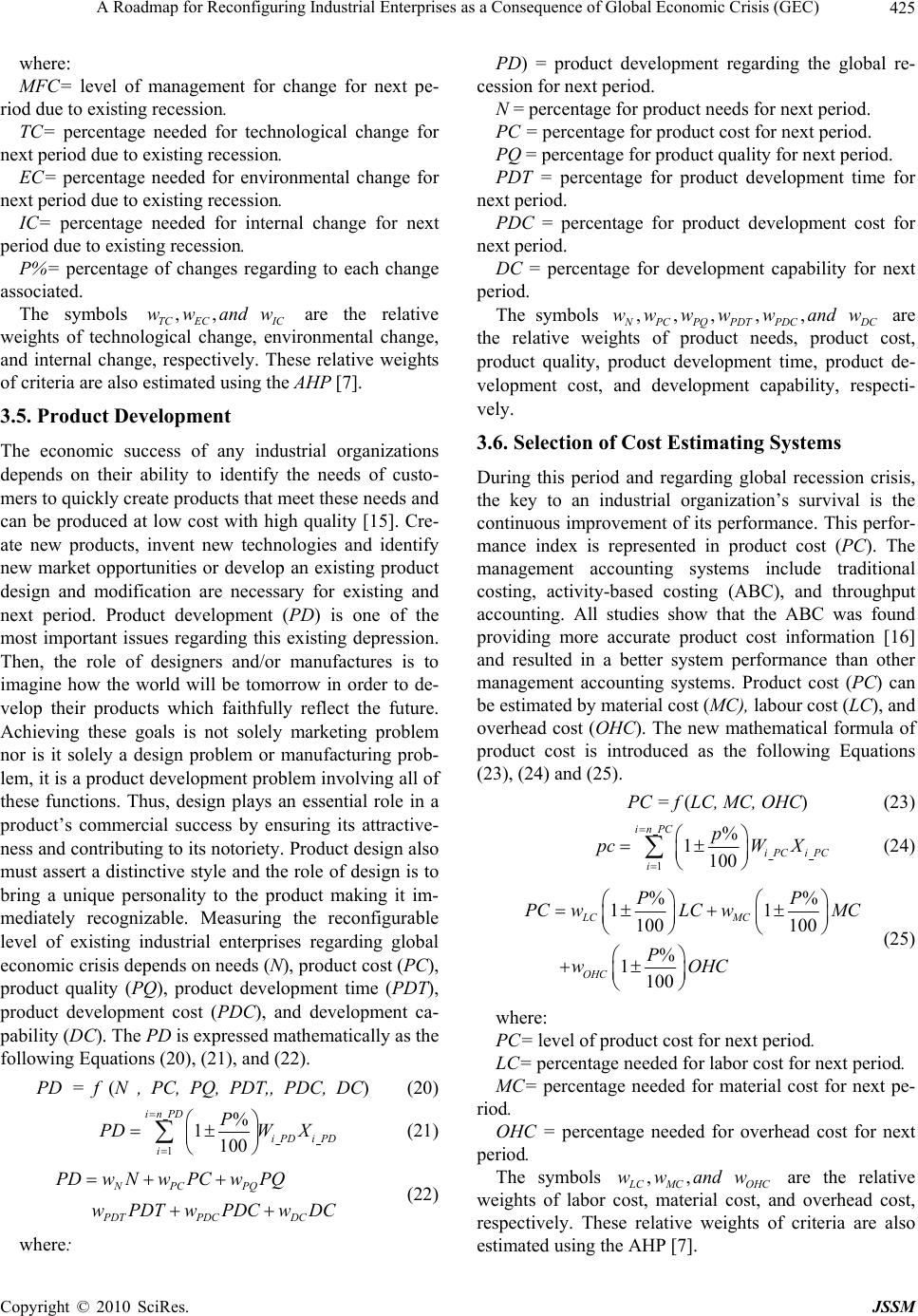 A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC)425 where: MFC= level of management for change for next pe- riod due to existing recession. TC= percentage needed for technological change for next period due to existing recession. EC= percentage needed for environmental change for next period due to existing recession. IC= percentage needed for internal change for next period due to existing recession. P%= percentage of changes regarding to each change associated. The symbols are the relative weights of technological change, environmental change, and internal change, respectively. These relative weights of criteria are also estimated using the AHP [7]. ,, TC ECIC wwandw 3.5. Product Development The economic success of any industrial organizations depends on their ability to identify the needs of custo- mers to quickly create products that meet these needs and can be produced at low cost with high quality [15]. Cre- ate new products, invent new technologies and identify new market opportunities or develop an existing product design and modification are necessary for existing and next period. Product development (PD) is one of the most important issues regarding this existing depression. Then, the role of designers and/or manufactures is to imagine how the world will be tomorrow in order to de- velop their products which faithfully reflect the future. Achieving these goals is not solely marketing problem nor is it solely a design problem or manufacturing prob- lem, it is a product development problem involving all of these functions. Thus, design plays an essential role in a product’s commercial success by ensuring its attractive- ness and contributing to its notoriety. Product design also must assert a distinctive style and the role of design is to bring a unique personality to the product making it im- mediately recognizable. Measuring the reconfigurable level of existing industrial enterprises regarding global economic crisis depends on needs (N), product cost (PC), product quality (PQ), product development time (PDT), product development cost (PDC), and development ca- pability (DC). The PD is exp ressed mathematically as the following Equations (20), (21), and (22). PD = f (N , PC, PQ, PDT,, PDC, DC) (20) 1 % 1100 inPD iPD iPD i P PDW X (21) NPC PQ PDT PDC DC PDw NwPCwPQ wPDTwPDCwDC (22) where: PD) = product development regarding the global re- cession for next period. N = percentage for product needs for next period. PC = percentage fo r p r o duct co st fo r next p e ri o d. PQ = percentage for product quality for next period. PDT = percentage for product development time for next period. PDC = percentage for product development cost for next period. DC = percentage for development capability for next period. The symbols ,,, , , N PC PQ PDTPDCDC wwwwwandw are the relative weights of product needs, product cost, product quality, product development time, product de- velopment cost, and development capability, respecti- vely. 3.6. Selection of Cost Estimating Systems During this period and regarding global recession crisis, the key to an industrial organization’s survival is the continuous improvement of its performance. This perfor- mance index is represented in product cost (PC). The management accounting systems include traditional costing, activity-based costing (ABC), and throughput accounting. All studies show that the ABC was found providing more accurate product cost information [16] and resulted in a better system performance than other management accounting systems. Product cost (PC) can be estimated by material cost (MC), labour cost (LC), and overhead cost (OHC). The new mathematical formula of product cost is introduced as the following Equations (23), (24) and ( 25 ). PC = f (LC, MC, OHC) (23) 1 % 1100 inPC iPC iPC i p pcW X (24) %% 11 100 100 % 1100 LC MC OHC PP PCwLC wMC P wOHC (25) where: PC= level of product cost for next period. LC= percentage needed for labor cost for next period. MC= percentage needed for material cost for next pe- riod. OHC = percentage needed for overhead cost for next period. The symbols ,, L CMC OHC wwand w are the relative weights of labor cost, material cost, and overhead cost, respectively. These relative weights of criteria are also estimated using the AHP [7]. Copyright © 2010 SciRes. JSSM  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) Copyright © 2010 SciRes. JSSM 426 15 A 4. A Hypothetical Numerical Example 10 .5 21 MSP A 11 11 MP A This numerical example is used to illustrate the proposed roadmap to evaluate the lev el of reconfigurable indu strial enterprises due to the existing global financial crisis. This can be done through two ways. The first way is used to calculate the relative weights of main and sub-main is- sues. The following matrices are used to estimate the relative weights between the main and sub-main issues. The relative weights of th ese issues are shown in Table 1 and these values are represented in Equation (26). Equa- tion (26) represents the level of reconfigurable level of industrial enterprises regarding the global recession (RGR). The second way is used to determine values of the I CL, HMS, MSP, MF C, PD, and PC. Ta ble 2 is used to illustrate the values of these issues based on the cur- rent status and the recommended for future works re- garding the global recession. 10.5 0.25 21 0.2 45 1 MS A 15.12 67.012 5.05.01 MFC A 121.50 231 0.5011221 0.67 11111 0.500.50110.50 1 0.33 0.501211 111111 PD A 111.50 1.2510.75 11211.50.80 0.67 0.501110.90 0.801111 0.75 10.670.50110.75 1.331.251.111.33 1.331 RGR A 120.33 0.50 1 0.25 3141 PC A 0.170.190.16 0.150.13 0.20 RGR ICLHMSMPS MFC PD PC (26) Values of the ICL, HMS, MSP, MFC, PD, and PC are estimated through the second way as 70 .5%, 85%, 128%, 93.6%, 107%, and 45%, respectively. With respect to the ICL, it can be noticed that the complexity level is high (given by Garbie and Shikdar, 2010) and this value needs to be eliminated or at least reduced in the next time. Moreover, the level of the HMS is high due to the num- ber of functional departments and it must be converted. 110.75 1 1111 1.33 111 1111 ICL A 0.2 1 HMS Table 1. Relative weights between main and sub-main issues. Main Issues Relative Weight Sub-main issues Relative Weights of Sub-main issues Sub-Sub- main issues Relative Weights Of sub-sub main SVC 23.25% SSC 24.40% SOC 26.80% ICL 17% SEC 24.90% NCMS 83.33% HMS 19% NFRC 16.67% SP 13.04% OP 19.24% MS 33% CP 67.67% LM 50% MSP 16% MP 67% AM 50% TC 19.90% EC 34.71% MFC 15% IC 45.30% N 25.90% PC 18.00% PQ 16.90% PDT 11.87% PDC 13.99% PD 13% DC 16.32% LC 23.93% MC 13.73% PC 20% OHC 62.32%  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC)427 Table 2. Values and percentages changes. Main Issue Sub-main issues Percentage values Percentages value s of sub-main Values of main issue ICL Given (Garbie and Shikdar, 2010) 70.50 % 70.5 % NCMS 0 cells HMS NFRC 5 functional 85 % SP= 15 years OP = 3 years MS CP = 0.5 years LM = 40% MSP MP AL = 60% 128 % TC + 5% EC + 5% MFC IC –20% 93.6% N +25% PC –30% PQ +10% PDT –20% PDC –20% PD DC +40 107% LC –30% MC –10% PC OHC –75% 45% to cellular or focused manufacturing systems to elimi- nating clutter. Regarding the MSP, the values of MS and MP are high too due to the current status of strategies and philosophies which were used. The strategic plan, operat- ional plan, and contin gency plan are 15, 3, and 0.5 years, respectively. And, the levels of leanness and agility are 40% and 60% respectively. The values of the MFC will be changed for the next period by 5% for TC and EC and –20% for IC. The requirements of the product develop- ment for next period will be also changed by 25%, –30%, 10%, –20%, –20%, 40% for N, PC, PQ, PDT , PDC, and DC, respectively. With respect to product cost, the LC, MC, and OHC will be changed for next period by –30%, –10%, and –75%, respectively. Then, the value of RGR after applying these values in Equation (26) equals 85.37%. This value (85.37%) means that this enterprise urgently needs to reconfigure its issues regarding the global crisis by 83.37% of its capability and improve- ment. The level to compete or resist the global recession equals (1–0.8537 = 0.1463) 14.63 %. This value means that this enterprise has a weak resist toward global eco- nomic crisis. 5. Conclusion and Recommendation for Future Work It can be noticed from this analysis that understanding the concepts and issues of reconfiguration issues is not simple not only in normal situations but also in financial crisis. It required emphasize on each of the main issues and the sub-main issues. Hence, the reconfigurable in- dustrial enterprises will involve the six major issues: complexity of entire enterprise, designing a hybrid (in- novative) manufacturing systems, applying manufa- cturing strategies and philosophies, management for change, product development, and selecting accurate accounting systems. In this paper, the relative weights between major and sub-major issues are estimated and also the percentage of increasing or decreasing these is- sues and their parameters is oriented to specific solutions. Evaluating level of reconfigurable industrial enterprises is proposed and estimated. In addition, the level of chal- lenge regarding th e financial crisis is also estimated. Until now, reconfiguring industrial enterprises regar- ding global economic recession still remain a research topic of immense international interest. The main con- tribution in this paper is how to identify and model the reconfigurable industrial firms in any industrial enter- prises at any time cons idering the most important visions. The author intends to extend this research to apply this analysis and formulation to estimate the degree of reco n- figurable in any industrial enterprises towards full vali- dation of the reconfigurable theory which will be dis- cussed and presented in the future research with identi- fying the reconfigurable cost and time. REFERENCES [1] B. Bruce, “Manufacturing Market Hits Slump as World- wide Financial Crisis Deepens,” Engineering NewsRe- cord, Vol. 261, No. 19, December 2008, pp. 56-59. Copyright © 2010 SciRes. JSSM  A Roadmap for Reconfiguring Industrial Enterprises as a Consequence of Global Economic Crisis (GEC) 428 [2] L. Xiaomei, M. Zhaofang and Q. Ershi, “Study on Global Logistics Integrative System and Key Technologies of Chinese Automobile Industry,” International Conference on Management and Service Science, MASS’09, Wuhan, China, September 2009, pp. 1-4. [3] U. Schaede, “Globalization and Reorganiz ation of Japan’s Auto Parts Industry,” International Journal of Automotive Technology and Management, Vol. 10, No. 2-3, 2010, pp. 270-288. [4] P. Omid, S. L .R. Obert and M. R. Chad, “Comparison of Important Competitiveness Factors for Small-to Medium- Sized Forest Enterprises,” Forest Products Journal, Vol. 59, No. 5, May 2009, pp. 81-86. [5] S. Lubamir, “Easter Europe Adopts to Reflect Market Place,” Glass International, Vol. 32, No. 3, April 2009, pp. 109-110. [6] I. Walter, “Economic Drivers of Structural Change in the Global Financial Service Industry,” Long Range Planning, Vol. 42, No. 5-6, 2009, pp. 588-613. [7] M. R. Abdi, “Performance Evaluation of Reconfigurable Manufacturing,” The Proceedings of the 36th CIE Con- ference on Computers and Industrial Engineering, Taipei, 2006, Taiwan, pp. 2479-2491. [8] I. H. Garbie and A. A. Shikdar, “Determination of Com- plexity Levels in Industrial Organization,” Proceedings of the Annual Conference of IIE 2009, Miami, Florida, USA, May 30-June 3, 2009, pp. 658-663. [9] I. H. Garbie and A. A. Shikdar, “Analysis and Estimation of Complexity Level in Industrial Firms,” Accepted to be Published in the International Journal of Industrial and Systems Engineering. [10] I. H. Garbie and H. R. Parsaei, “Reconfiguring Job shop Manufacturing Systems to Cellular Systems,” Procee- dings of the Annual Conference of IIE 2009, Miami, Florida, USA, May 30-June 3, 2009, pp. 1895-1902. [11] I. H. Garbie, “Designing Cellular Manufacturing system Incorporating Production and Flexibility Issues,” Ph.D Dissertation, The University of Houston, Houston, Texas, USA, 2003. [12] I. H. Garbie, H. R. Parsaei and H. R. Leep, “A Novel Approach for Measuring Agility in Manufacturing Firms,” International Journal of Computer Applications in Tec- hnology, Vol. 32, No. 2, 2008, pp. 95-103. [13] I. H. Garbie, “Enhancing the Performance of Industrial Firms through Implementation of Lean Techniques,” Pro- ceedings of the International Conference of Industrial Engineering Research (IERC), Cancun, Mexico, June 5- June 9, 2010. [14] L. W. Rue and I. I. Byars, “Management-Skills and App- lication,” 12th Edition, McGraw-Hill, 2007. [15] K. T. Ulrich and S. D. Eppinger, “Product Design and Development,” McGraw-Hill International Editions, 19- 95. [16] B. R. Lea and H. Min, “Selection of Management Ac- counting System in Just-in-Time and Theory of Con- straints-Based Manufacturing,” International Journal of Production Research, Vol. 41, No. 13, 2003, pp. 2879- 2910. Copyright © 2010 SciRes. JSSM |