Journal of Surface Engineered Materials and Advanced Technology
Vol.3 No.3(2013), Article ID:34218,6 pages DOI:10.4236/jsemat.2013.33023
Effect of Carbonitriding on Endurance Life of Ball Bearing Produced from SAE 52100 Bearing Steels
![]()
Research & Development, National Engineering Industries Ltd., Jaipur, India.
Email: *arindam.ghosh@nbcbearings.in
Copyright © 2013 Karthikeyan Rajan et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received April 5th, 2013; revised May 6th, 2013; accepted June 1st, 2013
Keywords: Carbonitriding; Retained Austenite; Martensite; Endurance Test; Bearing Steel
ABSTRACT
The present paper reports the unusual enhancement of endurance life of ball bearings subjected to carbonitriding treatment. The microstructure was characterized by scanning electron microscopy and correlated with hardness and X-ray diffraction analysis. Endurance tests at 90% reliability revealed that the carbonitrided bearings exhibit nearly ten times more life than the non-carbonitrided bearings. This is attributed to synergic combination of retained austenitic, fine martensitic microstructure and ultrafine carbide precipitates obtained by carbonitriding treatment.
1. Introduction
Rolling bearings of 21st century are expected to deliver superior performance for prolong duration while operating under most hostile (ultrahigh speed and load with insignificant lubrication) conditions [1]. To meet these exponentially increasing service demands, bearing tribologists have constantly been exploring newer avenues to improve the performance. The SAE 52100 steel, in hardened and tempered condition with a predominantly tempered-martensitic microstructure and appropriate amount of retained austenite (RA) is strenuously developed as a promising rolling bearing material for many automotive applications. Owing to this synergic combination of fine martensitic microstructure and RA, sufficient wear (abrasion) resistance and mechanical (fatigue and tensile) strength at ambient temperature are obtained.
Majority of the failures in rolling bearings are due to rolling contact fatigue (RCF) and are defined as the mechanism of crack propagation caused by the near surface alternating load cycle within the rolling-contact bodies, which eventually leads to material removal by cracking or pitting/delamination [2]. Recently, there have been lots of researches in SAE 52100 steel to understand and improve the resistance to RCF [2]. It can be noted that the surface characteristics of the bearings greatly affect the RCF, for all the fatigue failure initiates at the surface. Engineering the surface condition to achieve desired properties is an inevitable solution to avoid/postpone the failure.
Various surface chemistry modifications and coating techniques have been employed by technologist to enhance the life of the bearing by preventing/postponing the RCF and other commonly occurring defects in the bearing. Among the techniques, carbonitriding (CN) seems to be quite cost effective [1]. Recently, CN has been extensively used to enhance the surface hardness, wear, fatigue characteristics of metal and alloys [1]. The process involves in penetration of C and N2 into base metal lattice at interstitial spaces, generating significant crystallographic compressive stresses [3]. It can be noted that surface chemistry and residual compressive stresses greatly influence RCF strength [4]. The CN provides a range of parameters which can be optimized suitably to get properties of interest.
In this investigation, attempt has been made to develop CN treatment on SAE 52100 steel and evaluate the conventional ball bearing’s endurance life. The above effects on CN have opened new opportunities for developing bearings with improved RCF resistance.
2. Experimental Procedure
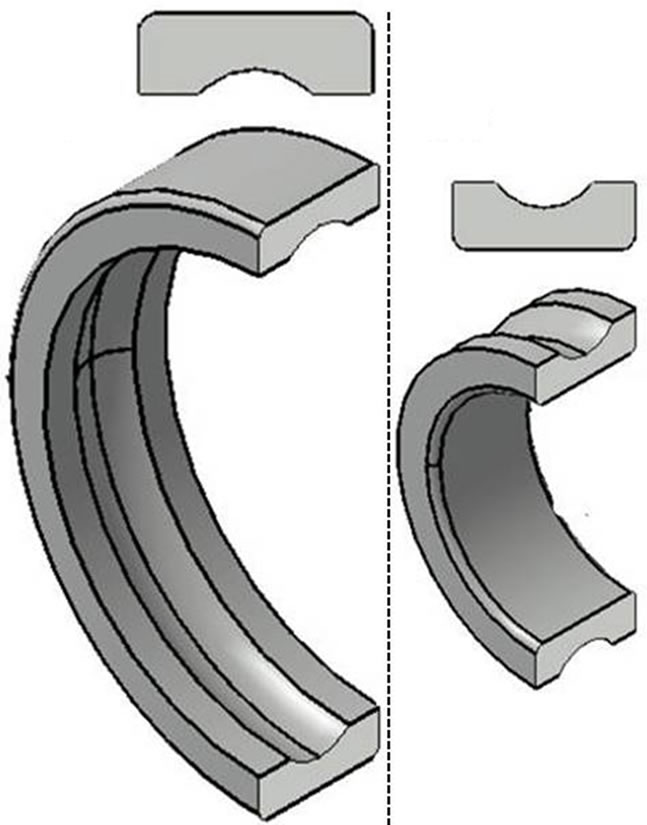
The average chemical composition of the steel was examined using optical emission spectroscopy-ARL FISONS 3460 Metal Analyzer (OES) analysis. The CN treatment is performed, which is, austenitization at temperature typically between 1073 - 1173 K (800˚C - 900˚C) for 110 - 230 minutes followed by oil quenching at 333 - 353 K (60˚C - 80˚C) and tempering at 423 - 533 K (150˚C - 250˚C). The schematic of temperature-time cyclogram of employed CN treatment is shown in Figure 1. Following CN treatment metallographic examination is conducted using scanning electron microscopy (SEM). Specimens are etched with 2% nital for 20 - 60 s to obtain reliable metallographic images. Retained austenite and phase analysis were conducted using X-ray diffracttion (XRD) PANalytical, X’pert Pro diffractometer with a rotating Cu Kα radiation. The instrumental contribution to peak broadening was subtracted before the RA analysis. Mitutoyo hardness tester-ARK-F1000 with load of 1000 g and a dwell time of 10 s was employed to determine the hardness and temper resistance characteristics of the steel. The specimens for optical microscopy, SEM, XRD and temper resistance were cut from outer (Figure 2(a)) and inner (Figure 2(b)) ring of the bearing after the
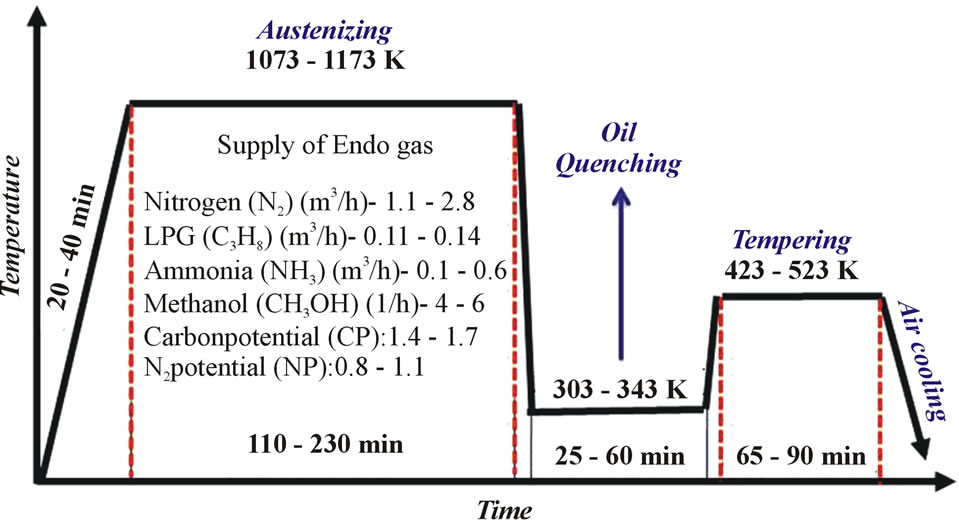
Figure 1. Illustration of various stages in temperature-time cyclogram of the carbonitriding treatment with gas potential.
 (a) (b)
(a) (b)
Figure 2. Schematic of bearing component: (a) Outer ring and (b) Inner ring.
CN treatment. In endurance test, the bearings were subjected to high speed rotation (1000 - 11,000 rpm) under heavy load (20% - 40% of dynamic load rating) with presence of oil lubrication. Vibrations and temperature are the two important parameters that were monitored continuously during the test. ENKLO-68, HP oil is employed as lubricant in endurance test.
3. Results and Discussion
3.1. Chemical Composition
The average chemical composition (in wt%) of steel (from Spectra analysis) was found to be Fe: 95.91%, C: 1.12%, Mn: 0.43%, Si: 0.36%, Cr: 1.6%, S: 0.027%, P: 0.024%, Ni: 0.24%, Cu: 0.26%, Mo: 0.04%. It can be seen that the compositions are reasonably close to the nominal composition of SAE 52100 steel [1].
3.2. X-Ray Diffraction Analysis
Figure 3 shows X-ray diffraction spectra of carbonitrided (plotted using black colour) and non-carbonitrided (plotted using red colour) samples. It can be noted that the carbonitriding treatment as resulted in formation of nitrides and carbides based phases. In non-carbonitrided sample the predominant phase is Fe (Cr, Mo) solid solution (PDF: 09-0050). Unidentified peaks are expected to peaks of complex Fe-Cr based oxides. In carbonitrided sample, Fe3C (PDF: 35-0772), β-C3N4 (PDF: 50-0848) and complex nitrides of Fe and Si were identified in addition to the matrix material. Formation of process-induced phases (Fe, Cr and Si based oxides) are also expected. It can also be seen the full width half maximum (FWHM) appears to the reduced after the carbonitriding treatment. This is attributed to the possible grain coarsening during the carbonitriding treatment. Process-induced phases (carbide, nitrides and oxide precipitates)
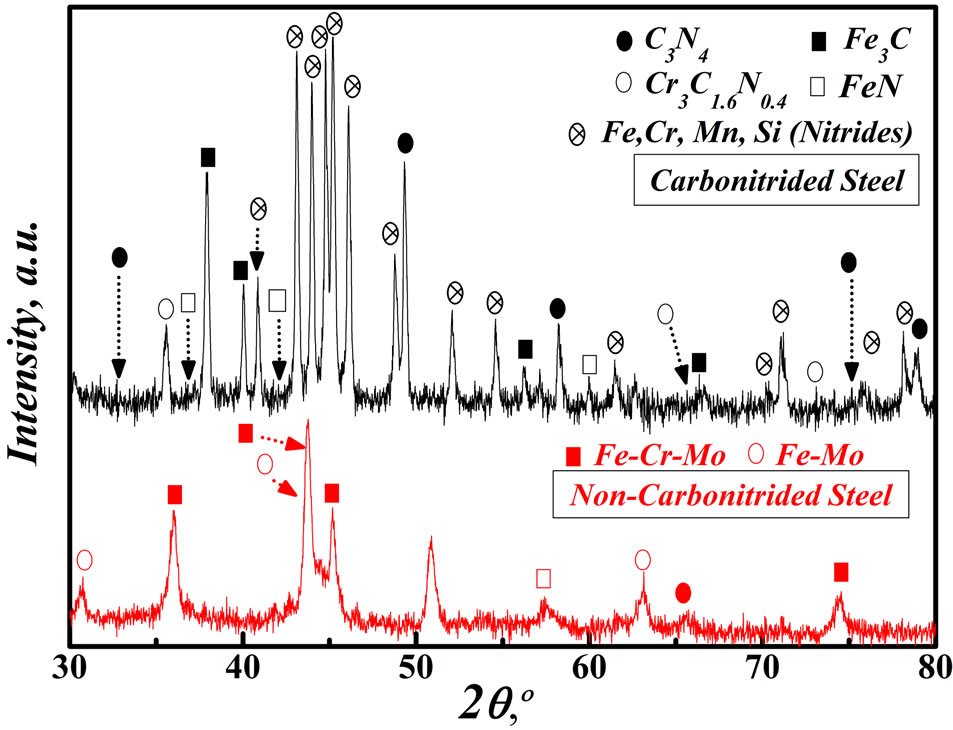
Figure 3. XRD Diffraction spectra of SAE 52100 steel: carbonitrided material, non-carbonitrided specimen.
behave as dispersoids in the matrix leading enhanced mechanical properties.
3.3. Scanning Electron Microscopy
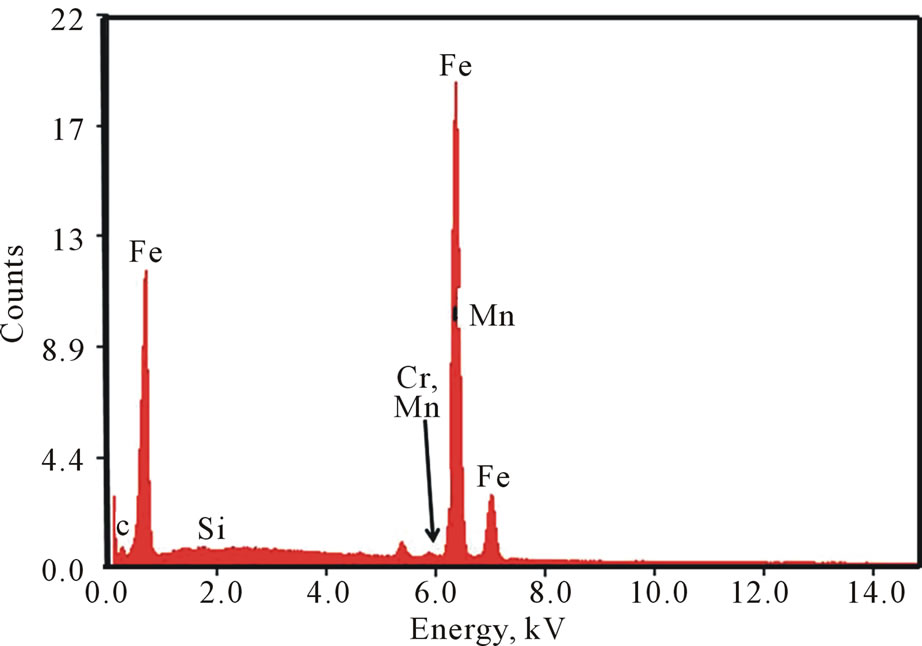
The SEM micrographs of outer ring after CN treatment are shown in the Figure 4. Presences of two different phases are evident from the micrographs: fine martensite and retained austenite. The micrographs of outer ring (Figures 4 (a) and (b)) shows that the retained austenite grain size at surface (~4 - 5µm) is significantly higher compared to core (<1 µm). EDS analysis (Figure 5) of the retained austenite (marked in dotted circle 1 in the Figure 4) indicated the presence of Fe, Mn, and Cr.
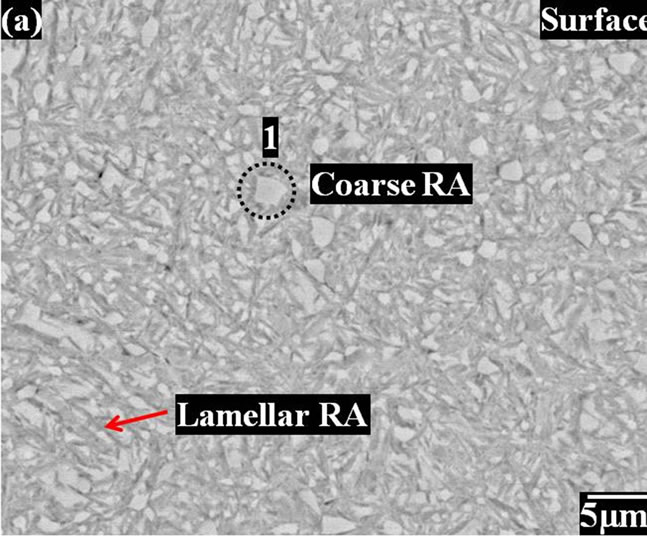
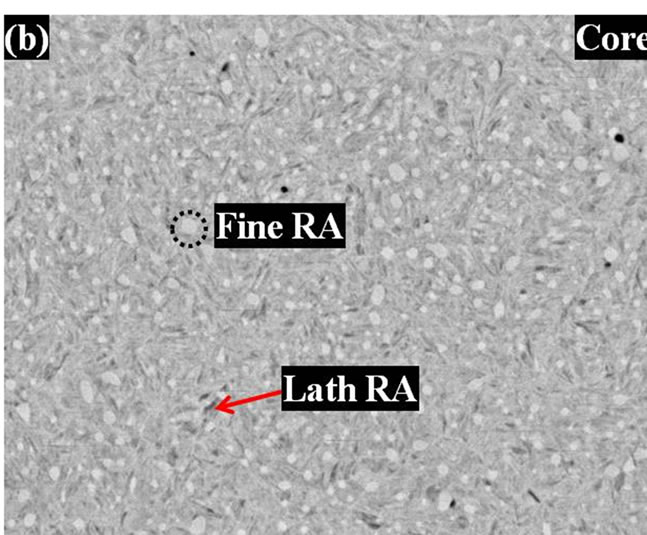
Figure 4. SEM micrograph of CN ball bearing outer ring fabricated from 52100 steel, (a) at surface and (b) at core.
The microstructure prior to quenching consists of ferrite matrix and coarse carbides (M7C3/M23C6) in these steels. The volume fraction and nature of the carbides depends upon heat treatment conditions [5]. The 52100 steels are quenched and tempered before usage and their material properties are significantly influenced by the characteristics of the carbides. Studies have indicated that the uniform dispersion and fineness of carbides (M7C3/M23C6) are ideal for improved mechanical properties [5]. Carbides are prevents the grain boundary sliding and migration by pinning/strengthening the boundaries [5]. It is to be expected that this change will cause an increase in the dispersion strengthening brought about by the carbides. XRD analysis of carbonitrided sample (Figure 3) indicated the presence of carbides and nitride precipitates and this is consistent with the SEM results obtained at core (Figure 6). It can be noted that dissolution of carbides are envisaged at higher austenitizing temperatures, leading to depinning of grain boundaries. Similarly, decreasing the austenite transformation temperature of the steel with given carbon content will lend to smaller size of carbide precipitates besides increasing the number density of the carbides [6,7]. In addition, dislocation density increases with decreasing transformation temperature, primarily due to the greater strain accompanying the transformation and because there is very possibility for the dislocations to be annealed out during the shorter time of transformation. It can be noted that fraction of dislocation density is directly proportional to the strength of the steel.
3.4. Micro-Hardness Analysis
The micro-hardness on surface was determined at 10 different areas in the specimen with the interval of 5 x, where x is the length of the diagonal of the indentation. The average hardness of specimen was found to 63.6 ±
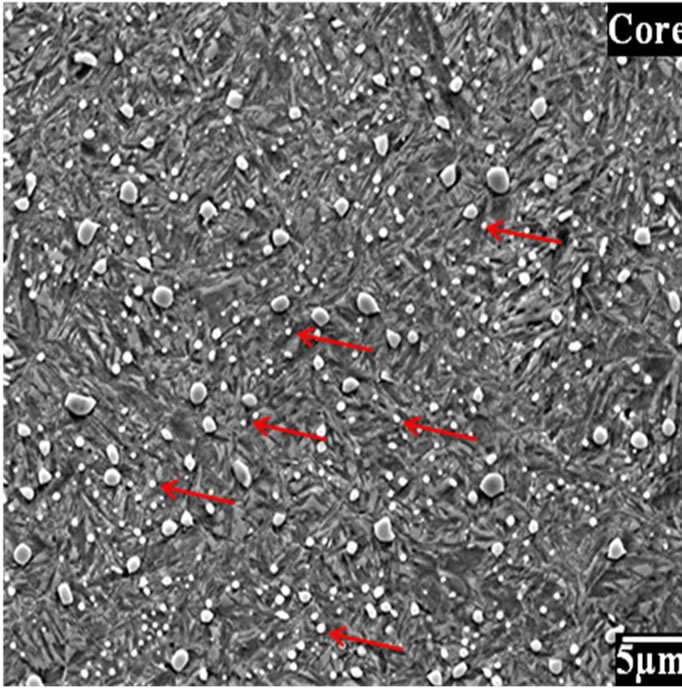
Figure 6. High resolution SEM image of CN ball bearing inner ring fabricated from 52100 steel showing fine globular cementite.
1.3 and 61.2 ± 1.4 HRc for carbonitrided sample and non-carbonitrided sample respectively. Figure 7 shows the variation in hardness (in HRc) along cross section of CN steel and non-CN steel tempered at 573 K for 180 min and at 623 K for 210 min. It can be seen that the hardness of CN steel is higher than that of non-CN steel at all tempering temperatures. This is possibly due to presence of fine precipitates of carbides and nitrides uniformly aggregated in the fine martensitic microstructure, which act as obstacles to the motion of dislocations. In addition, at the surface, drop in hardness of non-CN samples after tempering is higher compared to CN samples. This is possibly due to coarsening of the microstructure of non-CN samples; whereas in the case of CN samples presence of fine carbides and nitrides stabilize the microstructure by restricting coarsening of grain boundaries. Presences of the fine carbides and nitrides in CN samples are quite evident from XRD analysis.
Figure 8 shows the plot of ln (hardness) vs. distance
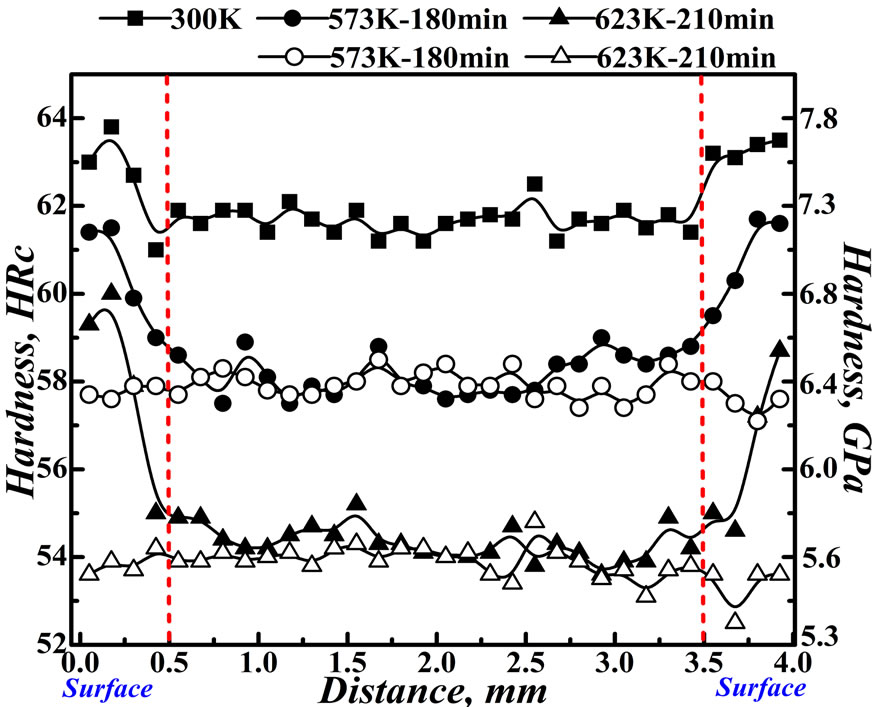
Figure 7. Hardness profile of CN’ed steel and non-treated steel annealed at 573 K for 180 min and 623 K for 210 min. (filled symbols corresponding to CN’ed steel and unfilled symbol corresponds to non-treated steel).
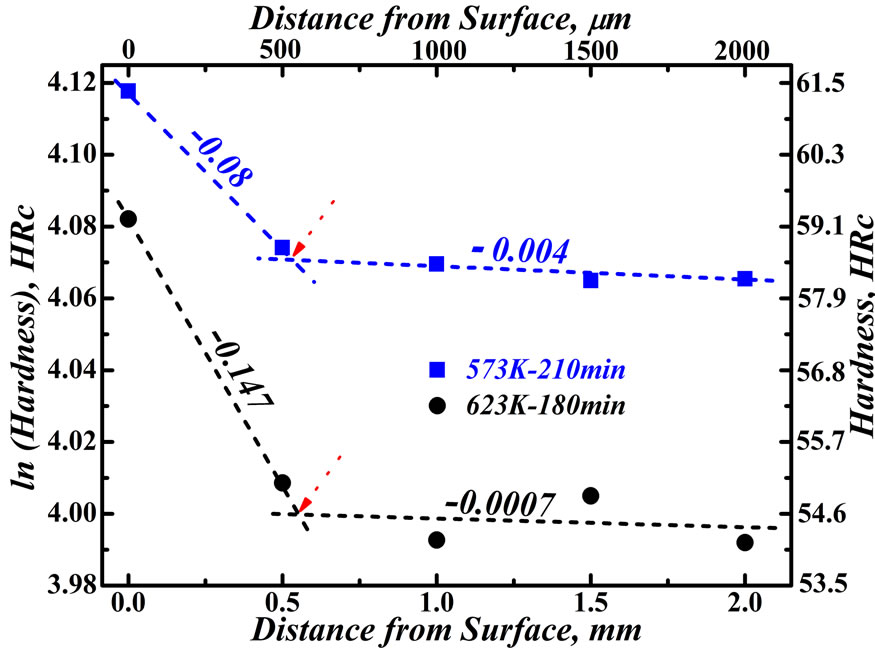
Figure 8. Plot of ln (hardness) vs. distance from surface for CN steel.
from surface for CN steel tempered at 573 K for 210 min and 623 K for 180 min. It can be seen that there is a gradual decrease in the hardness up to ~0.5 µm from the surface after which there is no appraisable decrease in the hardness. Figure 8 also shows a drastic slope change in hardness at a particular distance, which is referred to as “transition zone” in these steels. The transition zone indicates the case depth of the CN layer. It can also be noted the value of the slope is related to microstructural stability.
3.5. Retained Austenite
The martensite (ά) (body centered tetragonal) structure has a larger volume than the austenite (γ) (face centered cubic). Owing to this, ~4% volumetric expansion is observed during “γ” to “ά” transformation. At room temperature, heavy mechanical stresses favor the “γ” to “ά” transformation, leading to distortion, crack initiation and propagation. For this reason, amount of RA on the surface (after quenching and tempering) has to be appropriately optimized. It can be noted that the percentage of RA in the quenched condition is directly proportional to austenitizing temperature [8]. In this study, our austenizing temperature is 1113-1173 K (840˚C - 900˚C).
The measurement condition with regard to XRD is that the scanning speed is 2θ/min and measured planes are (200) “α”, (220) “γ”, (211) “α” and (311) “γ”. The amount of retained austenite is estimated using intensity ratio of “ά” (martensite) and “γ” (austenite). The volume fraction of all carbides is given by
 (1)
(1)
where γr is the volume fraction of all carbides in the material,  and
and  the integrated intensities of austenite and ferrite peaks, respectively, nγ and nα the numbers of (hkl) lines for which the integrated intensities have been measured, and
the integrated intensities of austenite and ferrite peaks, respectively, nγ and nα the numbers of (hkl) lines for which the integrated intensities have been measured, and  and
and  are theoretical intensities [9]. Determination of “γ” phase volume fraction using optical microscopy is unsuitable for “γ” phase which do not exceed more than few microns. For accurate measurement, computer image analysis after colour etching, neutron or X-ray diffraction and magnetic methods are employed [9,10]. In Figure 9, the percentage of RA at the surface and core is shown as a function of tempering temperature for the SAE 521000 steel. It is observed in quenched condition ~55% and ~35% RA at surface and core respectively and the rest is composed of fine martensite formed during quenching. The increased volume fraction of RA both at surface and core after quenching to room temperature is attributed to the effect
are theoretical intensities [9]. Determination of “γ” phase volume fraction using optical microscopy is unsuitable for “γ” phase which do not exceed more than few microns. For accurate measurement, computer image analysis after colour etching, neutron or X-ray diffraction and magnetic methods are employed [9,10]. In Figure 9, the percentage of RA at the surface and core is shown as a function of tempering temperature for the SAE 521000 steel. It is observed in quenched condition ~55% and ~35% RA at surface and core respectively and the rest is composed of fine martensite formed during quenching. The increased volume fraction of RA both at surface and core after quenching to room temperature is attributed to the effect
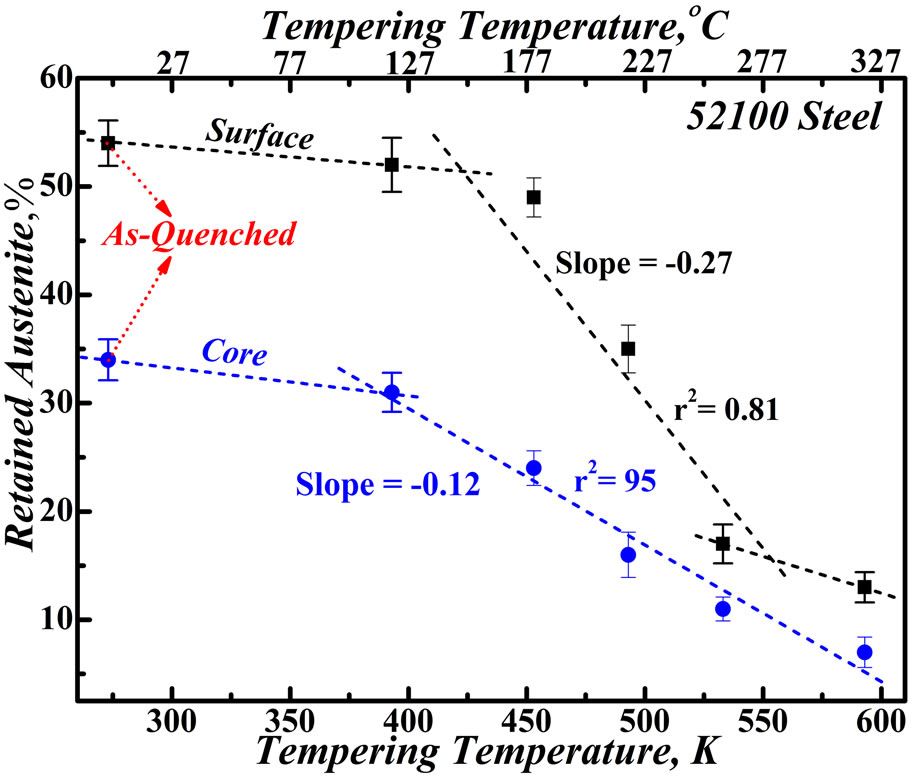
Figure 9. Variation of percentage retained austenite at surface and core with tempering temperature, K.
of interstitial alloying element like nitrogen. It has been shown in Figure 1 that the CN treatment has been done with above A1 temperature in the presence of nitrogen source (ammonia (NH3)), which greatly influence the austenite stability at room temperature.
It can be noted that there is very minimal reduction in the RA till ~400 K (~127˚C) above which reduction is steep (Figure 9). It can be seen that saturation tread is observed around 520 K (277˚C) at surface; however no such saturation trend is seen at core. A distinct change in the slope indicates strong temperature dependence of RA (Figure 9). The value of slope indicate rate of RA to martensite transformation. It is quite evident from the values slope that RA at surface transforms faster compared to RA at core. It directly related to the poor thermal stability of RA at the surface compared to RA at core. The goodness of the linear Recent investigation indicates that the higher RA contents at the surface increase the fatigue life of the bearing [11].
3.6. Endurance Testing
RCF life of bearings in dependent on many interacting factors such as bearing materials, melting technique, material processing variables, lubricant system, elasto-hydrodynamic (EHD) film thickness, contact stress levels and other environmental and operational effects [11]. Endurance testing is a global employed technique to evaluate RCF of the bearing. Figure 10 shows the comparson of endurance testing of non-carbonitriding and carbonitriding ball bearings. Five different sets bearing were subjected to endurance testing. The target L10 life is denoted as “x”. It can be noted the all non-CN bearings have failure due to fatigue after crossing the target L10 life. Surface roughness of the track (ball-path) is ~0.07 µm. It is reduced to ~0.03 µm after the endurance test. It
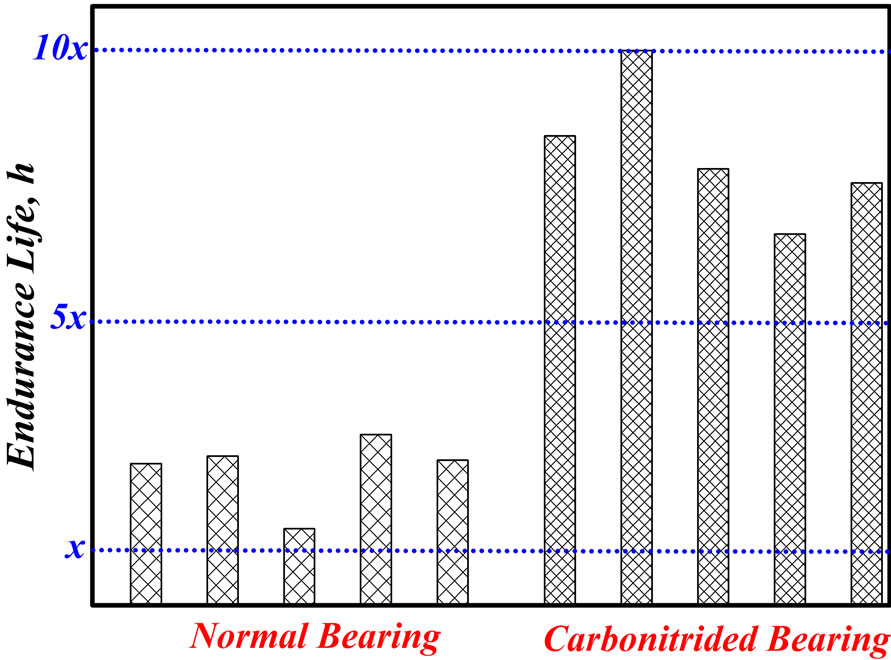
Figure 10. Comparison of endurance test of normal ball bearing (non-carbonitrided) and carbonitrided ball bearing. “x”-denoted the target L10 life.
is attributed to smoothening effect during the test. The surface micro-asperities present in the ball-path gets flatten/smoothen owing to the high load in the presence of lubricating oil. It can be seen the carbonitrided bearing exhibit significant enhancement in the life (Figure 10). It is attributed to the wear resistance characteristic of the CN bearing surface. A presence of RA (>20% at surface) aids in higher the RCF resistance by blunting the micro-crack and preventing the crack propagation. In addition, fine precipitates of carbides and nitrides increases the stability of the microstructure, thereby increase the wear resistance.
4. Conclusion
In summary, effect of carbonitriding on microstructure of SAE 52100 steel revealed ultrafine carbides and nitrides based precipitates. Case depth of ~0.5 µm is observed from temper resistance behaviour of carbonitrided steel at 573 and 623 K. The dependence of the volume fraction of retained austenite on the tempering temperature is demonstrated. The rate of transformation of retained austenite is faster in the surface of the component compared to core. Endurance tests at 90% reliability revealed that the carbonitrided bearings exhibit nearly ten times more life than the non-carbonitrided bearings. This is attributed to synergic combination of retained austenitic, fine martensitic microstructure and ultrafine carbide precipitates obtained by carbonitriding treatment.
5. Acknowledgements
Authors gratefully acknowledge the support of Ms. Amathur Heat treatment Pvt. Ltd., Chennai in carbonitriding process. Karthik thankfully acknowledges Mr. N. K. Gupta, Mr. Apoorv, Mr. Ayush Jain and Dr. Rajaram for their support during characterization and discussion. Authors gratefully acknowledge Mr. Anand Bapat, Mr. Srini Dumpur and Mr. Rohit Saboo for their encouragement and support throughout this research work.
REFERENCES
- H. K. D. H. Bhadeshia, “Steels for Bearings,” Progress in materials Science, Vol. 57, No. 2, 2012, pp. 268-435. doi:10.1016/j.pmatsci.2011.06.002
- S. Stewart and R. Ahmed, “Rolling Contact Fatigue of Surface Coatings—A Review,” Wear, Vol. 253, No. 11-12, 2002, pp. 1132-1144. doi:10.1016/S0043-1648(02)00234-X
- W. Schilling, “Self-Interstitial Atoms in Metals,” Journal of Nuclear Materials, Vol. 69-70, 1978, pp. 465-489.
- R. C. Dommarco, K. J. Kozaczek, P. C. Bastias, G. T. Hahn and C. A. Rubin, “Residual Stresses and Retained Austenite Evolution in SAE 52100 Steel under Non-Ideal Rolling Contact Loading,” Wear, Vol. 257, No. 11, 2004, pp. 1081-1088. doi:10.1016/j.wear.2004.01.020
- F. B. Pickering, “The Structure and Properties of Bainite in Steels,” Symposium: Transformation and Hardenability in Steels, Michigan, 1967, pp. 109-129.
- B. B. Vinokur, S. E. Kondratyuk, L. I. Markovskaya, R. A. Khrunik, A. A. Gurmaza and V. B. Vainerman, “Effect of Retained Austenite on the Contact Fatigue Strength of Carburized Steel,” Institute of Casting Problems,” Metal Science and Heat Treatment, Vol. 20, No. 11, 1978, pp. 927-930.
- N. Luzginova, L. Zhao and J. Sietsma, “Evolution and Thermal Stability of Retained Austenite in SAE 52100 Bainitic Steel,” Material Science and Engineering A, Vol. 448, No. 1-2, 2007, pp. 104-110. doi:10.1016/j.msea.2006.10.014
- M. Yaso, S. Hayashi, S. Morito, T. Ohba, K. Kubota and K. Murakami “Characteristics of Retained Austenite in Quenched High C-High Cr Alloy Steels,” Materials Transactions, Vol. 50, No. 2, 2009, pp. 275-279. doi:10.2320/matertrans.MRA2008161
- B. D. Cullity, “Elements of X-Ray Diffraction,” Addison-Wesley, Reading, 1978.
- J. D. Makinson, W. N. Weins and R. J. De Angelis, “The Substructure of Austenite and Martensite through a Carburized Surface,” Advances in X-Ray Analysis, Vol. 34, 1990, pp. 483-491.
- J. J. C. Hoo, “Rolling Contact Fatigue Testing of Bearings Steels,” ASTM Special Technical Publication, Philadelphia, 1981, pp. 169-189.
NOTES
*Corresponding author.