High Temperature Sintering and Oxidation Behavior in Plasma Sprayed TBCs [Single Splat Studies] Paper 2—
Relevance of Variation in Materials Systems of TBC Components
131
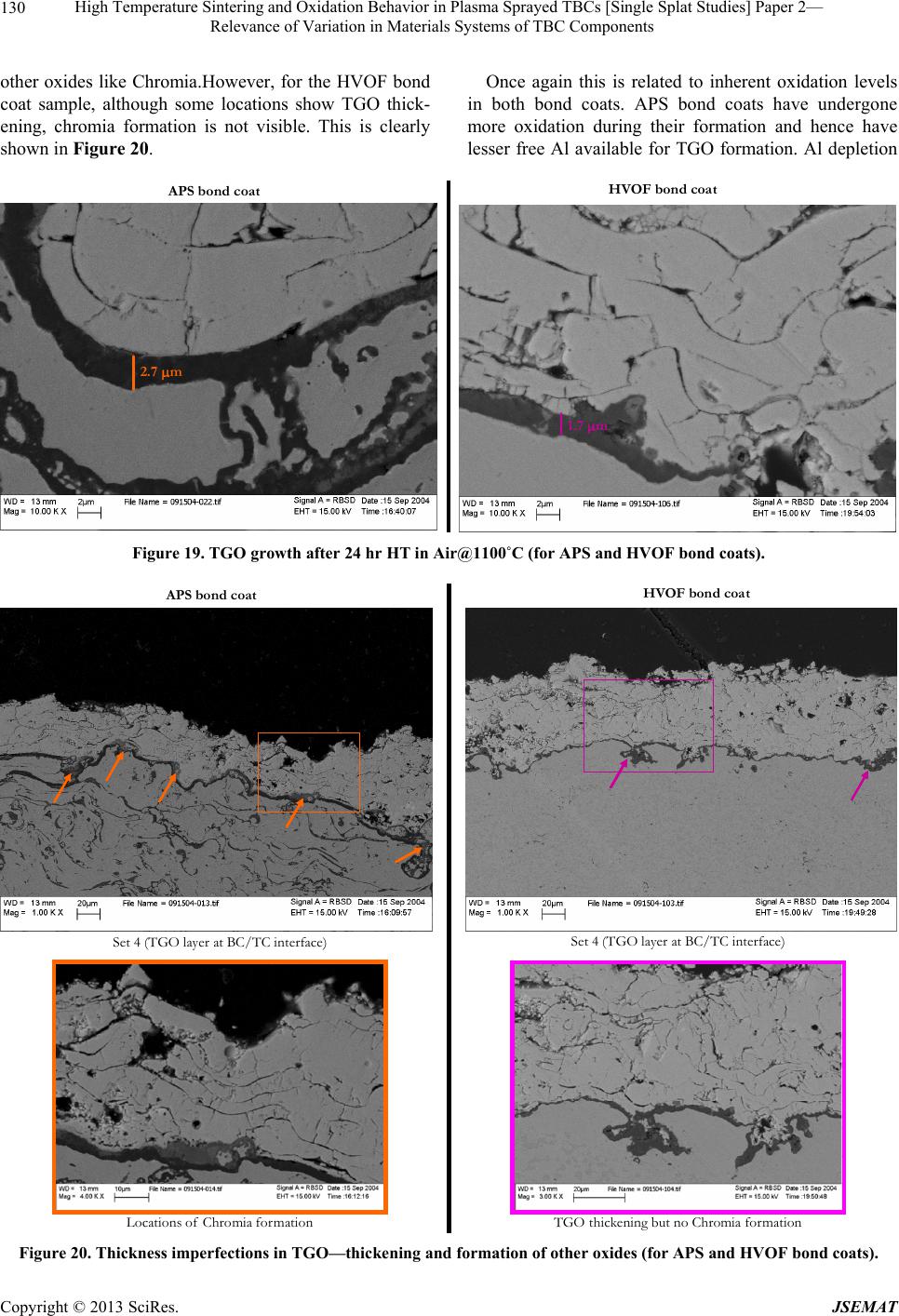
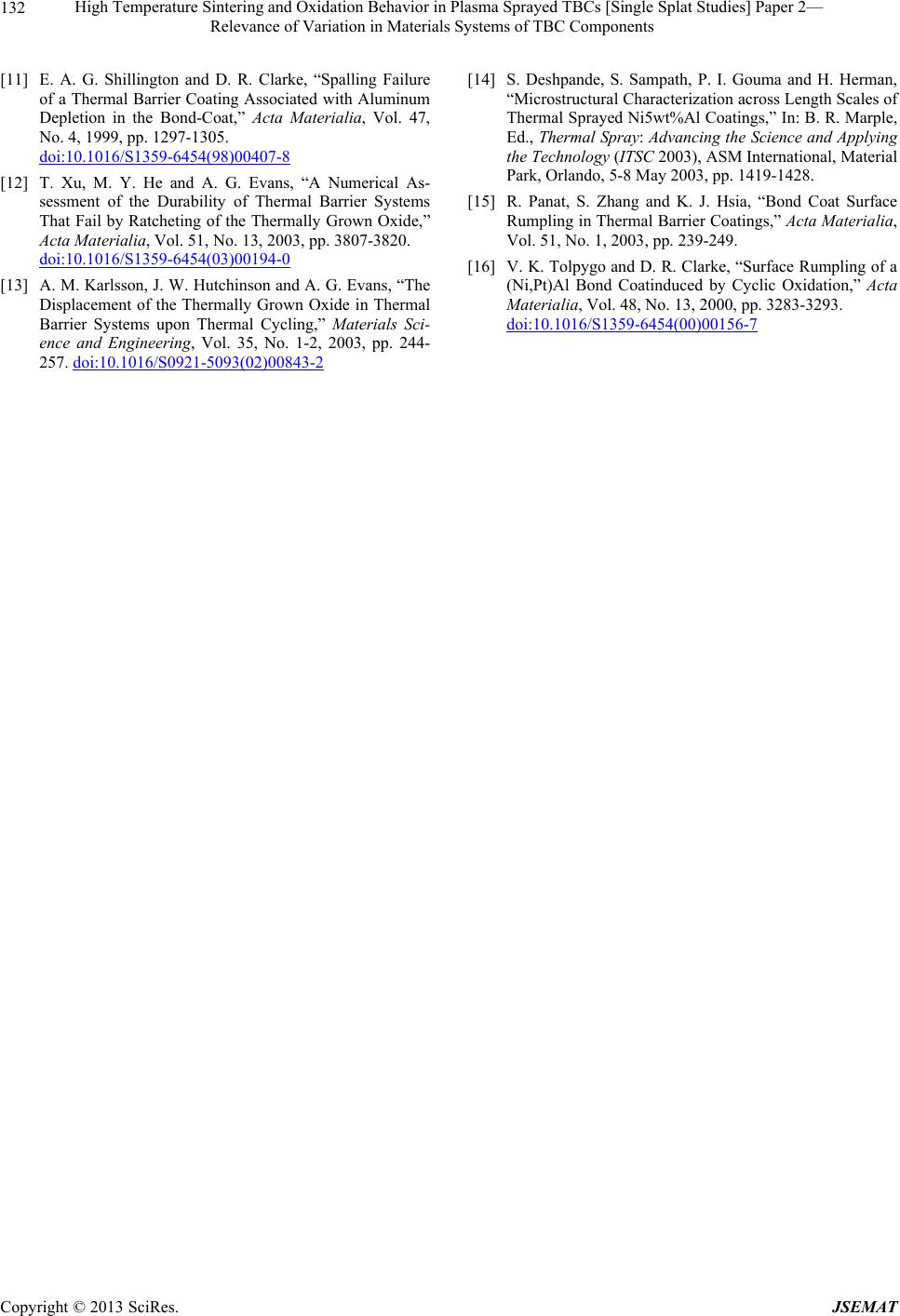
in BC causes other oxides to form, as also shown by
Tolpygo and Clarke [15,16]. HVOF bond coats have
more free Al retained in the coating and hence they have
a longer way to go before Al depletion occurs.
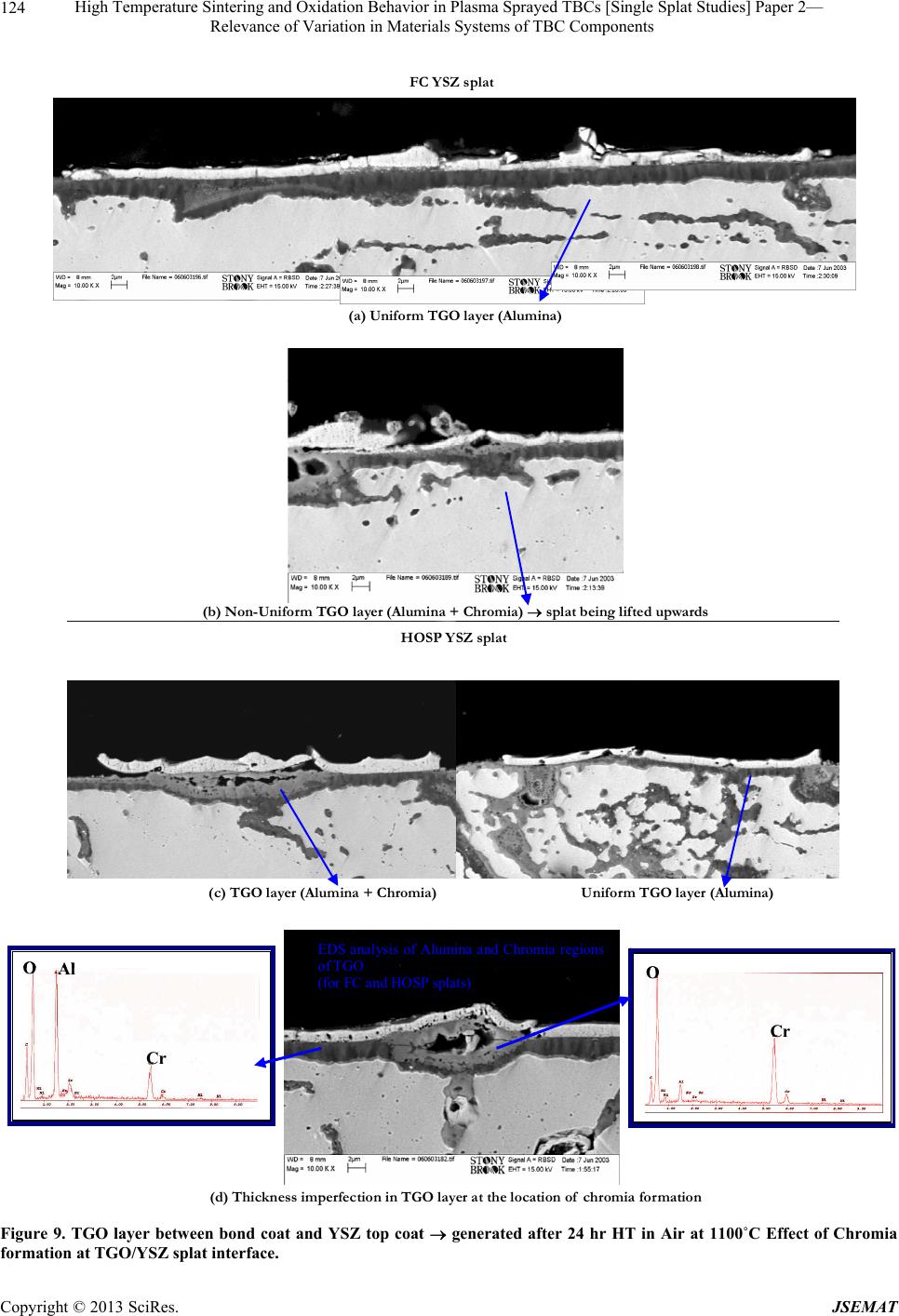
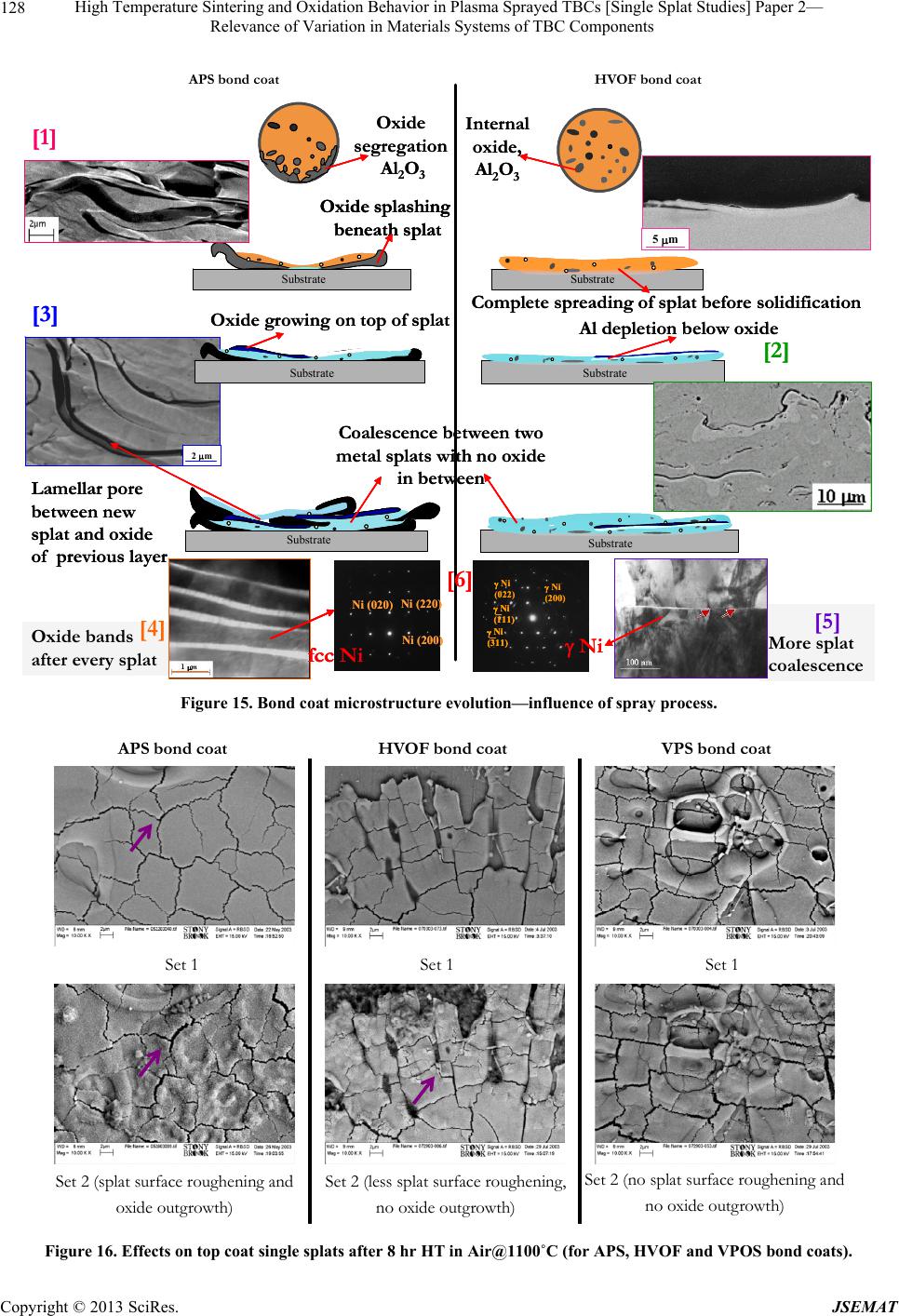
Fewer instances of chromia formation means fewer
occurrences of thickness imperfections in the TGO layer
and hence reduced splat surface roughening in case of
HVOF and VPS bond coats. This further explains the
observations in Figure 16, Section 3.2.1.
4. Conclusions
In this study, the following effects of thermal exposure
were considered and compared as an outcome of varia-
tions in top coat splat dimensions and bond coat micro-
structures.
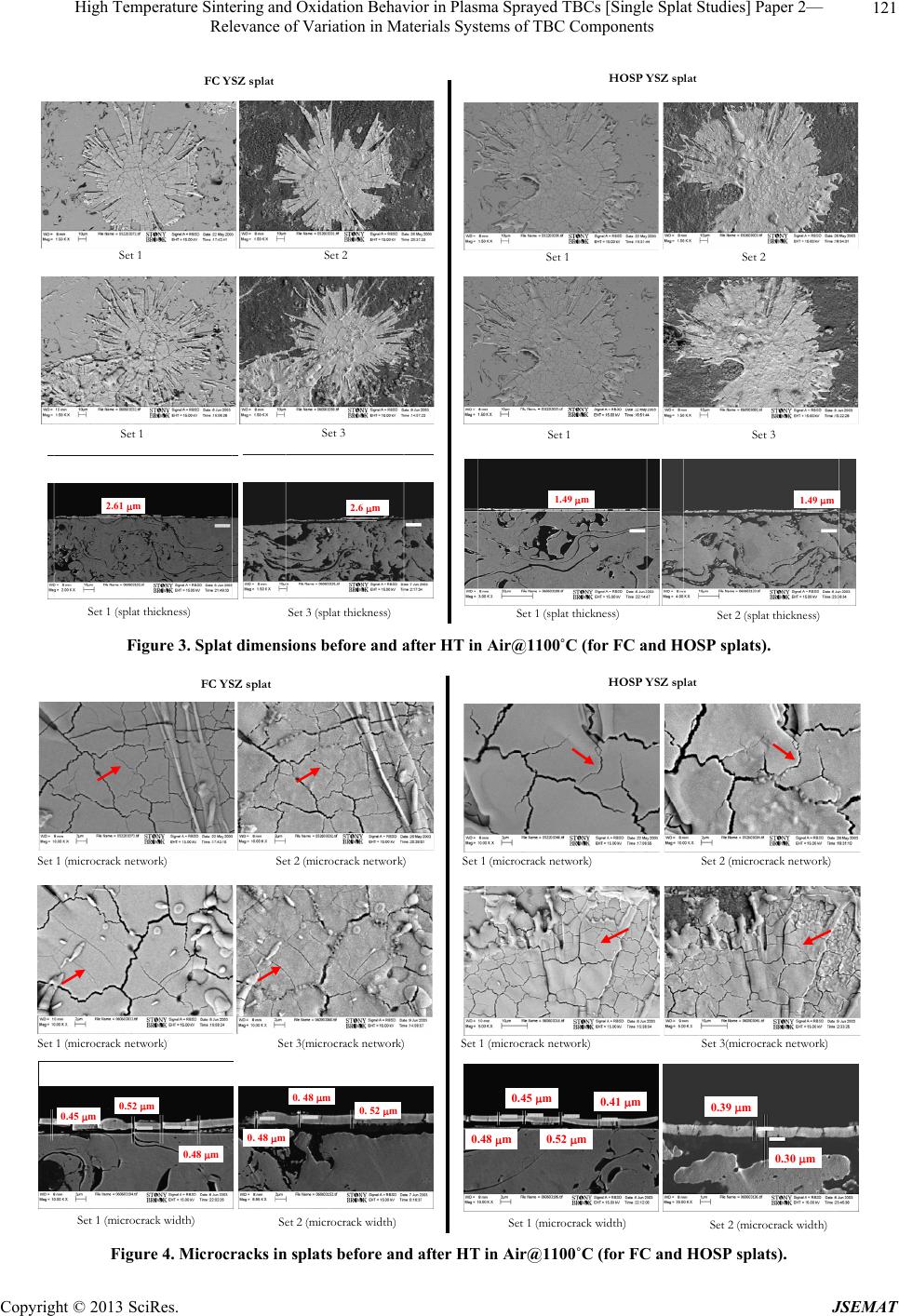
Microcracks sintering in splats.
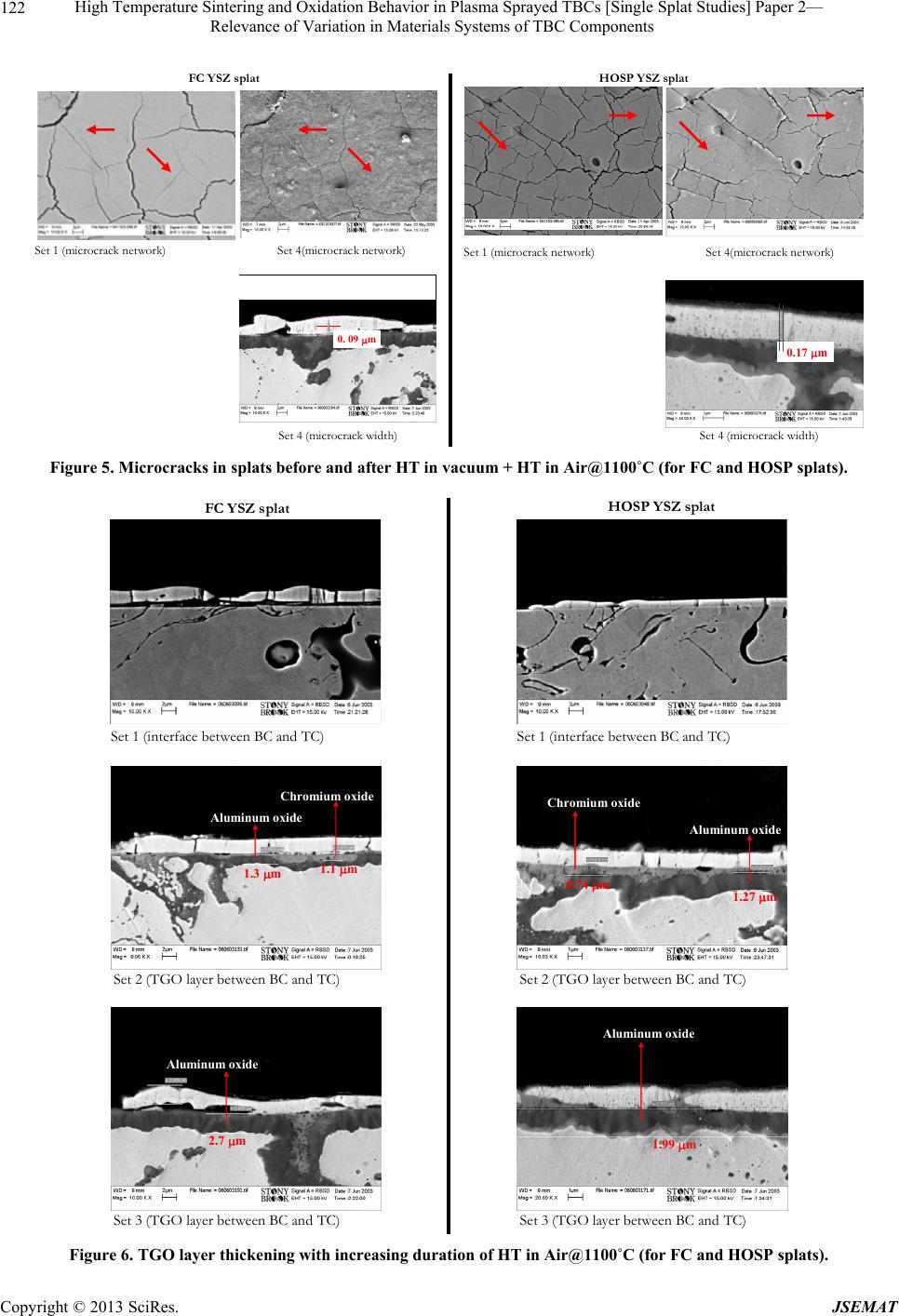
TGO growth at interface between top coat and bond
coat.
Splat surface roughening.
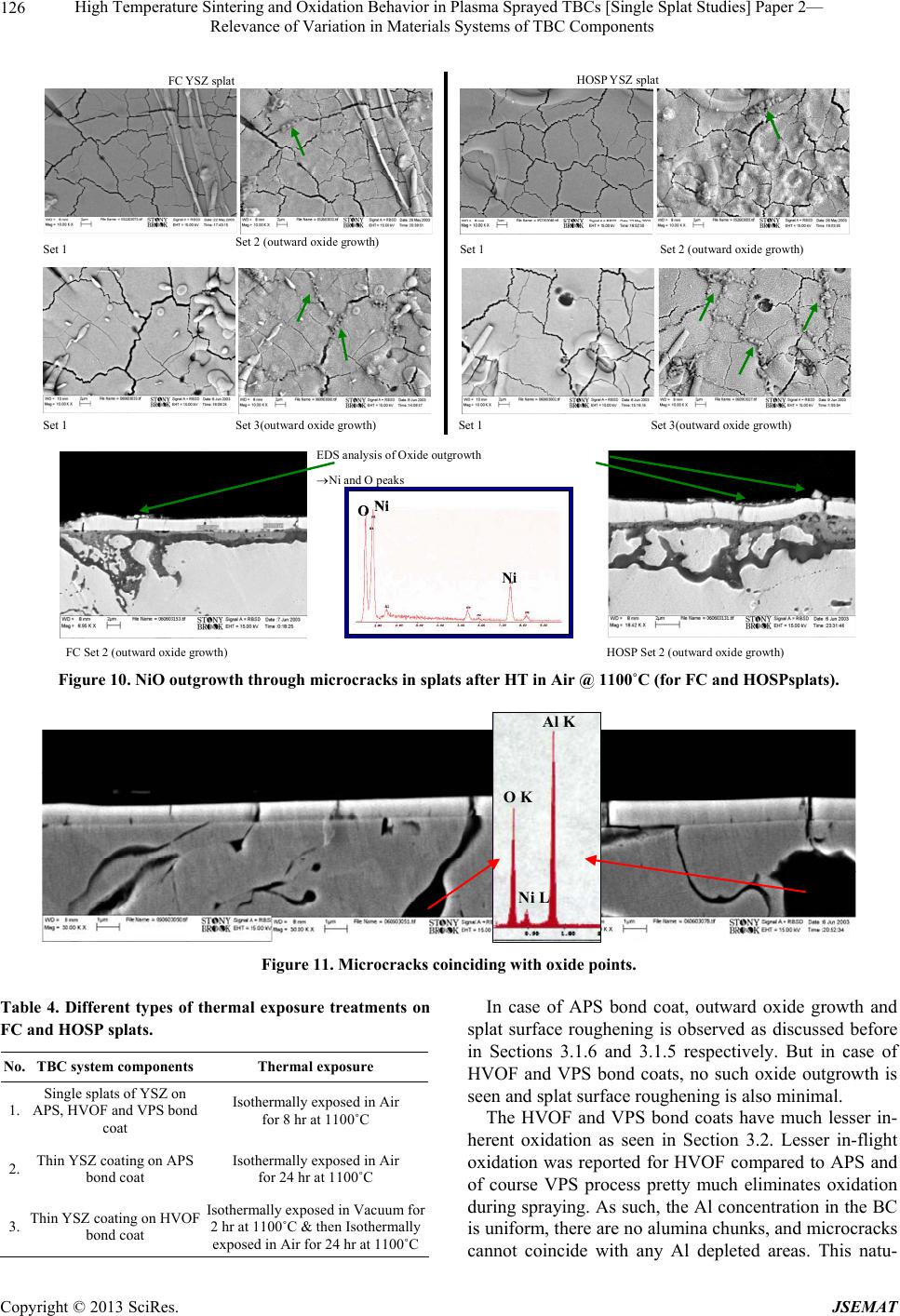
NiO outgrowth occurring through microcracks in
splats.
Effect of intermediate Vacuum HT during thermal
exposure.
It was seen that in case of top coat, different YSZ
feedstock give different initial splat dimensions in the
as-sprayed splats but the splats show the same high tem-
perature behavior when subjected to similar heat treat-
ments. Intermediate vacuum heat treatment alters the
microcrack sintering behavior observed for Air heat
treatment and also prevents the NiO outgrowth upon
thermal exposure. But these effects are also similar for
both YSZ powders. So, the top coat microstructure with
respect to single splats does not have an influence on
high temperature behavior of the system.
In case of bond coats, however, when different spray-
ing techniques are used, the inherent oxidation levels in
the bond coat microstructures are different and this does
influence the behavior of the system upon high tempera-
ture exposure.
The free Al available in the BC for TGO formation
dictates the occurrence of chromia formation and hence
determines the extent of TGO thickness imperfections
leading to splat surface roughening or spallation.
Absence of Alumina chunks in the HVOF and VPS
bond coat microstructures prevents the described method
of formation of NiO outgrowth through microcracks and
stimulates microcracks sintering which is not observed in
APS bond coats under similar thermal exposure.
5. Acknowledgements
We would like to thank Glenn Bancke, AnirudhaVaidya,
John Gutleber and Li Li (CTSR) for preparation of the
specimens and spraying diagnostics.
REFERENCES
[1] A. G. Evans, D. R. Mumm, J. W. Hutchinson, G. H.
Meier and F. S. Pettit, “Mechanisms Controlling the Du-
rability of Thermal Barrier Coatings,” Progress in Mate-
rials Science, Vol. 46, No. 5, 2001, pp. 505-553.
doi:10.1016/S0079-6425(00)00020-7
[2] A. Nusair Khan and J. Lu, “Behavior of Air Plasma
Sprayed Thermal Barrier Coatings, Subject to Intense
Thermal Cycling,” Surface and Coatings Technology,
Vol. 166, No. 1, 2003, pp. 37-43.
doi:10.1016/S0257-8972(02)00740-5
[3] A. Rabiei and A. G. Evans, “Failure Mechanisms Associ-
ated with the Thermally Grown Oxide in Plasma Sprayed
Thermal Barrier Coatings,” Acta Materialia, Vol. 48, No.
15, 2000, pp. 3963-3976.
doi:10.1016/S1359-6454(00)00171-3
[4] A. Kulkarni, S. Sampath, A. Goland and H. Herman,
“Porosity-Thermal Conductivity Relationships in Plasma
Sprayed Zirconia Coatings,” In: C. C. Berndt, Ed., Ther-
mal Spray: Surface Engineering via Applied Research
(ITSC 2000), ASM International, Materials Park, Mont-
real, 8-11 May 2000, pp. 1061-1066.
[5] A. Kulkarni, Z. Wang, T. Nakamura, S. Sampath, A. Go-
land, H. Herman, A. J. Allen, J. Ilavsky, G. Long, J.
Frahm and R. W. Steinbrech,“Comprehensive Micro-
structural Characterization and Predictive Property Mod-
eling of Plasma-Sprayed Zirconia Coatings,” Acta Mate-
rialia, Vol. 51, No. 9, 2003, pp. 2457-2475.
doi:10.1016/S1359-6454(03)00030-2
[6] S. Deshpande, A. Kulkarni, S. Sampath and H. Herman,
“Application of Image Analysis for characterization of
Porosity in Thermal Spray Coatings and Correlation with
Small Angle Neutron Scattering,” Surface and Coatings
Technology, Vol. 187, No. 1, 2004, pp. 6-16.
doi:10.1016/j.surfcoat.2004.01.032
[7] S. Deshpande, S. Sampath and H. Zhang, “Mechanisms
of Oxidation and Its Role in Microstructural Evolution of
Metallic Thermal Spray Coatings—Case study for NiAl,”
Surface and Coatings Technology, Vol. 200, No. 18-19,
2006, pp. 5395-5406. doi:10.1016/j.surfcoat.2005.07.072
[8] Z. Wang, A. Kulkarni, S. Deshpande, T. Nakamura and H.
Herman, “Computational Approaches to Estimate Proper-
ties of Thermally Sprayed Porous Coatings,” Acta Mate-
rialia, Vol. 51, No. 18, 2003, pp. 5319-5334.
doi:10.1016/S1359-6454(03)00390-2
[9] J. Thornton, D. Cookson and E. Pescott, “The Measure-
ment of Strains within the bulk of Aged and As-Sprayed
Thermal Barrier Coatings Using Synchrotron Radiation,”
Surface and Coatings Technology, Vol. 120-121, 1999,
pp. 96-102. doi:10.1016/S0257-8972(99)00340-0
[10] A. Rabiei and A. G. Evans, “Failure Mechanisms Associ-
ated with the Thermally Grown Oxide in Plasma Sprayed
Thermal Barrier Coatings,” Acta Materialia, Vol. 48, No.
15, 2000, pp. 3963-3976.
doi:10.1016/S1359-6454(00)00171-3
Copyright © 2013 SciRes. JSEMAT